Изобретение относится к строительным материалам, в частности к резке минера- ловатнь1х плит при производстве звукопоглощающих, теплоизоляционнь1х и т. п. строительных изделий.
Цель изобретения - повышение качества заготовок и производительности процесса.
Способ резки минераловатных плит реализован следующим образом.
Минераловатные плиты укладывают на стол транспортирующего органа в четыре слоя по высоте, в процессе чего на контакти- руемые между собой поверхности плит наносят клеевой слой и осуществляют прижатие плит к столу равномерно распределенной нагрузкой с заданным удельным давлением, после чего производят горизонтальное перемещение плит с определенной скоростью с одновременной горизонтальной резкой на слои, совершающими возвратно-поступательное маятниковое движение с требуемой скоростью ножами, которые при этом орошают смазочно-охлаждающей жидкостью в виде водной эмульсии на основе эмульсола типа Э-1 (А), а затем снимают равномерно распределенную нагрузку и проводят вертикальную резку путем поворота с заданной скоростью ножей со скошенным лезвием на определенный угол вокруг оси, перпендикулярной плоскости ножа. Полученные минераловатные заготовки (плитки) направляют на технологическую линию сборки звукопоглощающих гипсовых плит.
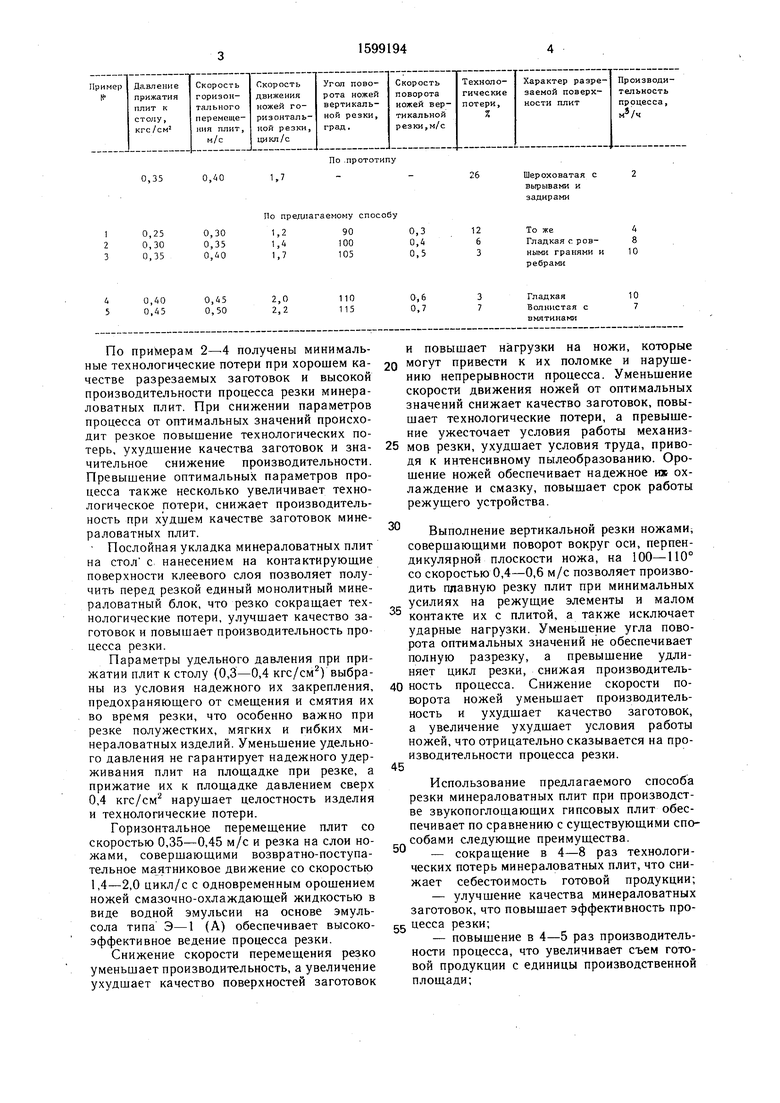
Режимы выполнения способа и полученные результаты испытаний приведены в таблице.
сл
;с со
CD
По .прототипу
0,35
О,АО
1,7
Шероховатая с вырывами и задирами
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки минераловатных плит | 1982 |
|
SU1047889A1 |
| Способ изготовления жестких минераловатных плит | 1987 |
|
SU1533858A1 |
| Способ изготовления звукопоглощающих гипсовых плит | 1990 |
|
SU1766672A1 |
| Способ изготовления минераловатных плит на синтетическом связующем | 1986 |
|
SU1391898A1 |
| Установка для изготовления теплоизоляционных минераловатных изделий с вертикальной слоистостью | 1982 |
|
SU1043136A1 |
| Устройство для резки минераловатных изделий | 1987 |
|
SU1488192A1 |
| Устройство для поперечной резки листового материала | 1989 |
|
SU1645157A1 |
| Устройство для формования волокнистого ковра с вертикальной слоистостью | 1978 |
|
SU876625A1 |
| Клеящая мастика | 1985 |
|
SU1326598A1 |
| Система для автоматического регулирования расхода синтетической смолы в производстве минераловатных плит | 1986 |
|
SU1369900A1 |
Изобретение относится к строительным материалам и позволяет повысить качество минераловатных заготовок и повысить производительность процесса. Плиты укладывают на стол послойно. В процессе на контактируемые поверхности плит наносят клеевой слой. Плиты прижимают к столу равномерно распределенной нагрузкой с удельным давлением 0,3-0,4 кгс/см2, горизонтально перемещают со скоростью 0,35-0,45 м/с одновременной горизонтальной резкой на слои ножами, совершающими возвратно-поступательное маятниковое движение со скоростью 1,4-2,0 цикла/с. В процессе ножи орошают смазочно-охлаждающей жидкостью в виде водной эмульсии на основе эмульсола типа Э-1(А). Вертикальную резку осуществляют после снятия равномерно распределенной нагрузки ножами, совершающими поворот вокруг оси, перпендикулярной плоскости ножа, на 100-110°С со скоростью 0,4-0,6 м/с. 1 табл.
0,30 0,35 0,40
По предлагаемому способу 1,290
1,4 1,7
100 105
По примерам 2-4 получены минимальные технологические потери при хорошем качестве разрезаемых заготовок и высокой производительности процесса резки минера- ловатных плит. При снижении параметров процесса от оптимальных значений происходит резкое повышение технологических потерь, ухудшение качества заготовок и значительное снижение производительности. Превышение оптимальных параметров процесса также несколько увеличивает технологическое потери, снижает производительность при худшем качестве заготовок мине- раловатных плит.
Послойная укладка минераловатных плит на стол с нанесением на контактируюшие поверхности клеевого слоя позволяет получить перед резкой единый монолитный мине- раловатный блок, что резко сокраш,ает технологические потери, улучшает качество заготовок и повышает производительность процесса резки.
Параметры удельного давления при прижатии плит к столу (0,3-0,4 кгс/см) выбраны из условия надежного их закрепления, предохраняюшего от смеш.ения и смятия их во время резки, что особенно важно при резке полужестких, мягких и гибких минераловатных изделий. Уменьшение удельного давления не гарантирует надежного удерживания плит на площадке при резке, а прижатие их к площадке давлением сверх 0,4 кгс/см нарущает целостность изделия и технологические потери.
Горизонтальное перемещение плит со скоростью 0,35-0,45 м/с и резка на слои ножами, совершающими возвратно-поступательное маятниковое движение со скоростью 1,4-2,0 цикл/с с одновременным орошением ножей смазочно-охлаждающей жидкостью в виде водной эмульсии на основе эмуль- сола типа Э-1 (А) обеспечивает высокоэффективное ведение процесса резки.
Снижение скорости перемещения резко уменьшает производительность, а увеличение ухудшает качество поверхностей заготовок
12 6 3
То же
Гладкая с ровными гранями и ребрами
4 8 10
и повышает нагрузки на ножи, которые 0 могут привести к их поломке и нарушению непрерывности процесса. Уменьшение скорости движения ножей от оптимальных значений снижает качество заготовок, повышает технологические потери, а превышение ужесточает условия работы механиз- 5 мов резки, ухудшает условия труда, приводя к интенсивному пылеобразованию. Орошение ножей обеспечивает надежное их охлаждение и смазку, повышает срок работы режущего устройства.
Выполнение вертикальной резки ножами, совершающими поворот вокруг оси, перпендикулярной плоскости ножа, на 100-110° со скоростью 0,4-0,6 м/с позволяет производить плавную резку плит при минимальных усилиях на режущие элементы и малом
контакте их с плитой, а также исключает ударные нагрузки. Уменьшение угла поворота оптимальных значений не обеспечивает полную разрезку, а превышение удлиняет цикл резки, снижая производитель0 ность процесса. Снижение скорости поворота ножей уменьшает производительность и ухудшает качество заготовок, а увеличение ухудшает условия работы ножей, что отрицательно сказывается на производительности процесса резки.
45
Использование предлагаемого способа резки минераловатных плит при производстве звукопоглощающих гипсовых плит обеспечивает по сравнению с существующими способами следующие преимущества.
- сокращение в 4-8 раз технологических потерь минераловатных плит, что снижает себестоимость готовой продукции;
-улучшение качества минераловатных заготовок, что повышает эффективность просе цесса резки;
-повышение в 4-5 раз производительности процесса, что увеличивает съем готовой продукции с единицы производственной площади;
-разрезку полужестких, мягких и гибких мииераловатиых изделий поиижениой жесткости, что расширяет техиологические возможности процесса резки;
-устранение пыления при выполнении резки, что улучшает санитарно-гигиенические условия труда.
Формула изобретения Способ получения заготовок минерало- ватных плит путем укладки на стол, прижима к столу и горизонтальной и вертикальной резки в процессе их горизонтального перемещения, отличающийся тем, что, с целью повышения качества заготовок
и производительности процесса, плиты укладывают послойно с нанесением клея на контактирующие поверхности прижатие осуще- .ствляют с удельным давлением 0,3- 0,4 кгс/см, горизонтальное перемещение производят со скоростью 0,35-0,45 м/с, горизонтальную резку ведут ножами, совершающими возвратно-поступательное маятниковое движение со скоростью 1,4-2,0 цикл/с, а вертикальную резку производят после снятия нагрузки ножами, со- верщающими поворот, вокруг оси, перпендикулярной плоскости ножа, на 100-110° со скоростью 0,4-0,6 м/с.
| Шмидт Л | |||
| М | |||
| Производство акустических материалов | |||
| М.: Стройиздат, 1969, с | |||
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Авторское свидетельство СССР № 755774, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
