со со
00
со
00
. Изобретение относится к производству теплоизоляционных строительных материа- л|ов и может найти применение при изготовлении минераловатных плит методом горячего прессования.
Целью изобретения является увеличение производительности при сохранении качества плит.
На чертеже изображена схема устройст- la для осуществления способа изготовле- 1ИЯ минераловатных плит на синтетичес- .ом связующем.
Устройство содержит насос 1 с набором реющих плит 2, между которыми остав- ены зазоры для минераловатных загото- ок 3. Греющие плиты 2 снабжены ка- 1алами 4 для разводки воздуха к от- ерстиям 5, через которые воздух поступает заготовки 3. Каналы 4 объединяются оллекторами 6, которые через кран 7 сое- Динены с линией 8 горячего воздуха, включающей теплообменник (воздухоподогрева- гель) 9 и нагнетатель 10.
Примеры реализации способа. : При изготовлении плит повыщенной жесткости методом горячего прессования минера- ловатный ковер, пропитанный синтетическим связующим (нейтрализованные феноло- спирты марки «Б в количестве 5,2-5,6% по массе), разрезают на заготовки размером 3600-1800 мм.
Полученные заготовки размещают между греющими плитами 10-этажного пресса Д 4743В.
После загрузки заготовок греющие плиты пресса смыкают, осуществляя уплотнение заготовок до толщины 40-60 мм. С этого момента начинается контактный прогрев заготовок.
Греющие плиты пресса обогревают паром с давлением 16 ати, и температура их составляет 195°С. Воздух от компрессорной линии (расход на одну греющую плиту 3,5-6,88 ) пропускают через трубы рекуперативного теплообменника зме- евикового типа, в котором за счет тепла продуктов сгорания природного газа воздух нагревают до 240-280°С. Через коллекторы, ка.налы в греющих плитах пресса и отверстия диаметром 1-3 мм, равно0
мерно (с шагом 100 мм) распределенные по поверхности плит, сразу после смыкания плит пресса в заготовки струями, подают нагретый в теплообменнике воздух, давление которого на входе в пресс 0,1-0,3 ати. Записывают термограммы изменения температуры в среднем (по толщине) слое заготовок и определяют длительность прогрева с момента смыкания плит пресса и включения подачи воздуха до достижения в центре заготовок 180°С, при которой уже осуществляется термоотверждение фенолоспиртов марки «Б.
После достижения в центральной зоне заготовок температуры отверждения подачу
5 воздуха прекращают краном, размыкают плиты пресса, извлекают из пресса отверж- денные минераловатные заготовки и осуществляют их резку на плиты заданного размера.
Конкретные значения технологических
0 параметров изготовления минераловатных плит по предлагаемому и известному способам приведены в таблице.
Предлагаемый способ позволяет обеспечить сокращение длительности тепловой
обработки в 1,5-2,0 раза, причем особенно он эффективен при термообработке минераловатных плит повыщенной толщины. Его использование позволяет существенно увеличть производительность технологических линий, укомплектованных этажными
Q прессами горячего прессования.
Формула изобретения
Способ изготовления минераловатных плит на синтетическом связующем, вклю5 чающий разрезку пропитанного связующим минераловатного ковра на заготовки, уплотнение заготовок до заданной толщины и их контактный прогрев между греющими плитами пресса, разрезку отвержденных заготовок на плиты, отличающийся тем, что, с целью увеличения производительности при сохранении качества плит, через отверстия в греющих плитах подают воздух, нагретый до температуры, превышающей температуру отверждения связующего на 60...
с 100°С струями диаметром i-3 мм.
0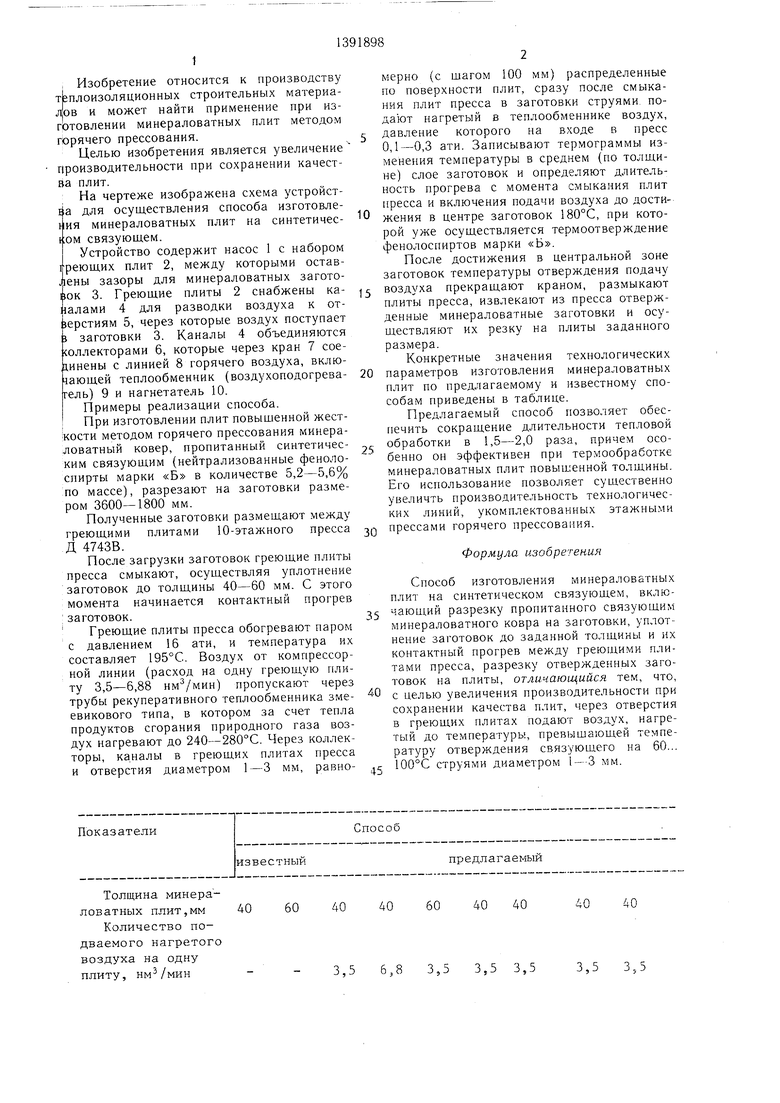

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства минераловатных плит | 1980 |
|
SU1020412A1 |
| Способ производства минераловатных и стекловолокнистых изделий | 1980 |
|
SU947144A1 |
| Способ тепловой обработки минераловатных и стекловолокнистых изделий и устройство для его осуществления | 1982 |
|
SU1033488A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2007 |
|
RU2333104C1 |
| Поточная линия для изготовления минераловатных или стекловатных плит | 1975 |
|
SU555014A1 |
| Устройство для тепловой обработки поверхности минераловатного ковра | 1988 |
|
SU1544571A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2011 |
|
RU2460647C1 |
| Способ изготовления минераловатных изделий | 1988 |
|
SU1544572A1 |
| Способ тепловой обработки волокнистых плит | 1986 |
|
SU1428583A1 |
| Способ изготовления древесностружечных плит | 1989 |
|
SU1759627A1 |
Изобретение относится к производству теплоизоляционных строительных материалов, а именно при производстве мине- раловатных плит на синтетическом связующем методом горячего прессования. С целью увеличения производительности при сохранении качества плит пропитанный связующим минераловатный ковер разрезают на заготовки, уплотняют заготовки до заданной толщины, прогревают между греющими плитами пресса с подачей в заготовки нагретого воздуха до температуры, превышающей температуру отверждения связующего на 60-100°С, через отверстия струями диаметром 1-3 мм в греющих плитах. После достижения в центральной зоне заготовки температуры отверждения подачу воздуха прекращают, размыкают плиты пресса, извлекают из пресса отвержденные заготовки и осуществляют их резку на плиты заданного размера. Описываемый способ снижает длительность тепловой обработки в 1,5-2 раза. 1 ил. 1 табл. сл
Толщина минераловатных плит,мм АО
Количество по- дваемого нагретого воздуха на одну плиту,
60 40 40 60 40 40 40
3,5 6,8 3,5 3,5 3,5 3,5 3,5
260 260 260 240 280
240 280
80
80
80
60 100
60
100
Температура подаваемого воздуха, с
Превьшение температуры теплоносителя (нагретого воздуха) над температурой поликонденсации связующего, с
Диаметр струи подаваемого воздуха на входе в минераловатный ковер, мм
Длительность тепловой обработки, мин
Плотность плит, кг/м
Прочность на сжатие при 10%-ной деформации, МПа 0,065 0,0670,0680,07 0,065 0-,0720,067 0,069 0,071
Предел прочности при изгибе, МПа 0,41 0,43 0,45 0,48 0,46 0,50 0,45 0,46 0,47
Содержание связующего, %
Степень поликонденсации связующего, %89 90 95 97 95 96 96 95 97
- - -- - --.,, ..
:
УХХХХХХХХ5 5 УЧЛДА7С ГУ
5,4 5,6 5,3 5,2 5,5 5,4 5,3 5,2 5,4
5 2ВНИИПИЗаказ 1793/20Тираж 528Подписное
Производственно-полиграфическое предприятие, г. Ужгород, y,i. Проектная, 4
Продолжение таблицы.
260 260 260 240 280
240 280
80
80
60 100
60
100
(7
Ю
8
| Авторское свидетельство СССР № 1334564, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Справочник по производству теплозвуко- изоляционных материалов./ Под ред | |||
| Ю | |||
| Л | |||
| Спирина | |||
| М.: Стройиздат, 1975 с | |||
| Способ прикрепления барашков к рогулькам мокрых ватеров | 1922 |
|
SU174A1 |
