Фие.
Изобретение относится к области волочения и касается конструкции устройства для производства прутков, труб ограниченной длины.
Цель изобретения - расширение технологических возможностей путем увеличения количества проходов при одновременном уменьшении линейных размеров.
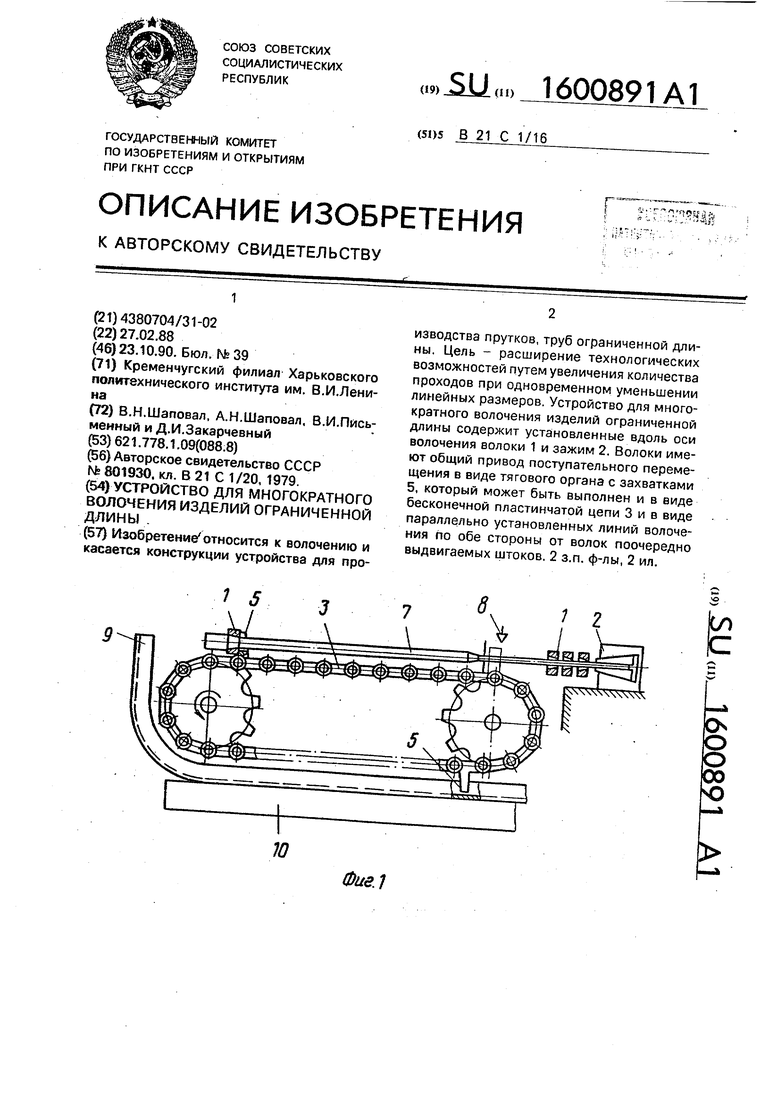
На фиг. 1 изображено устройство с цепным тяговым органом; на фиг. 2 - то же, с тяговым органом в виде подвижных штоков силовых цилиндров.
Устройство содержит последовательно установленные вдоль оси волочения волоки 1 и соосно им зажим 2. Волоки снабжены общим приводом поступательного перемещения в виде тягового органа, который может быть выполнен в виде бесконечной пластинчатой цепи 3 и в виде в стороны от волок поочередно выдвигаемых штоков 4 с захватками 5 под волоки. Зажим может быть как стационарным, так и иметь привод 6 осевого перемещения.
Обрабатываемое изделие 7 вводят заостренным концом в волоки 1 уменьшающегося в соответствии с маршрутом волочения диаметра, сосредоточенные а исходном положении на стойке стана, и защемляют в губках стационарного клинового зажима 2. Диаметр DI заостренной части прутка позволяет свободно перемещать волоки в пределах данной части. Первую по ходу маршрута волочения волоку раслолаганэт на отметке 8 захвата ее тяговым органом, выполненным в виде бесконечной пластинчатой цепи 3. Включают привод тягового органа и бесконечная цепь с укрепленными на ее звеньях захватками 5 приходит в движение. Захватки расположены на цепи относительно одна другой на расстояниях, превышающих конечную длину металла. При подходе к волоке захватка упирается в нее и продвигает вдоль оси металла, производя его деформацию на всей длине металла. После выхода металла из движущейся волоки последняя транспортируется по желобу 9 к стойке стана, а другой кронштейн захватывает следующую волоку, находящуюся к атому времени на отметке захвата, и металл подвергается дальнейшей деформации волокой. Затем в той же последовательности металл деформируют остальными волоками, после чего металл сбрасывают в карман 10 волочильного стана, а волоки снова устанавливают в исходное положение и
5 10 1
осуществляют волочение следующего изделия,
При волочении на гидравлической волочильной установке издел ле 7 заостренным концом вводят в волоки 1, сосредоточенные в исходном.положении на стойке установки, и защемляют в губках клинового зажима 2. имеющего привод 6 перемещения, прикрепленного к стойке. С помощью захватки о первая по ходу маршрута волока захватывается штоком 4 гидроцилиндра и продвигается вдоль металла, деформируя его. Одновременно с включением гидроцилиндра включают привод 6 перемещзнмя зажима 2 и деформируют металл на всей его длине, перемещая волоку вдоль металла s одном направлении, а металл - в противоположном направлении.
После выхода металла т волоки захват- ка Гфиг. 2, по стрелке А) шток& второго гидроцилиндра захватывает вторую волоку, которую к этому моменту устанавливают в исходном положении, и продвигает ее вдоль металла, производя его дальнейшую дефор- 5 мацию. Продвижение волоки сочетают с пе- ремещением зажима с металлом в противоположном направленим.
Предлагаемое устройство позволяет осуществить необходимое количество про- 0 ходов за счет возможности размещения на стойке необходимого количества волок и зэ счет конструктивного выполнения привода
волох.
Формула изобретения 51- Устройство для многократного 1золочения изделий ограниченной длины, содержащее последовательно установленные вдоль оси волочения волоки и зажим, отличающееся тем, что, с целью расширения 40 технологических возможностей путем увеличения количества проходов при одновременном уменьшении линейных размеров, оно снабжено общим приводом поступательного перемещения волок, выполнен- 45 ным в виде тягового органа с захватами под волоки, которые установлены стационарным зажимом и тяговым органом с возможностью выдвижения их в исходное рабочее положение.
50 2. Устройство по п. 1, о т л и ч а ю щ е S- с я тем, что тяговый орган выполнен в виде бесконечной пластинчатой цепи.
3. Устройство по п. 1, о т л и ч а 50 щ е е- с я тем что тяговый орган выполнен в виде 55 установленных параллельно оси волочения по обе стороны от волок поочередно выдвигаемых штоков.
0
«N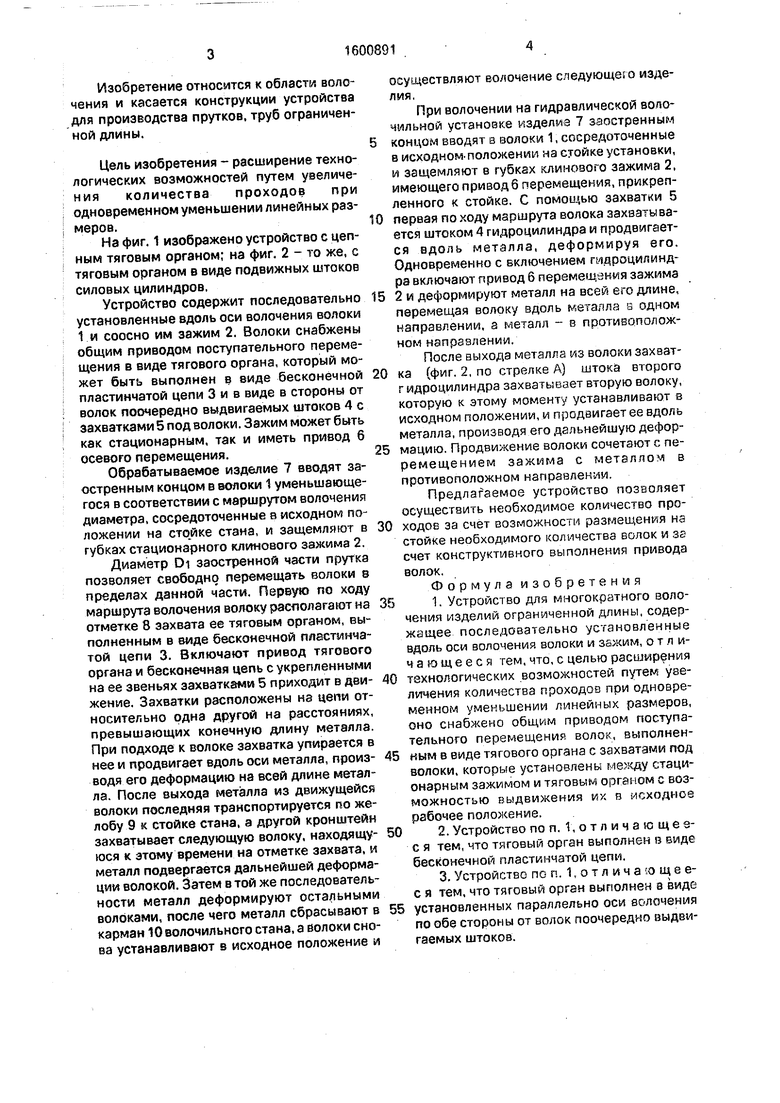
| название | год | авторы | номер документа |
|---|---|---|---|
| Волочильный стан | 1978 |
|
SU747553A1 |
| Волочильный стан | 1979 |
|
SU806193A2 |
| Устройство для деформирования металла с применением виброколебаний | 1983 |
|
SU1082509A1 |
| Волочильный стан | 1976 |
|
SU567520A1 |
| Непрерывный стан для деформированияМЕТАллА ВОлОчЕНиЕМ и пРОТАлКиВАНиЕМ | 1978 |
|
SU801930A1 |
| ВОЛОЧИЛЬНЫЙ СТАН | 1973 |
|
SU387761A1 |
| Волочильный стан | 1984 |
|
SU1169771A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРУТКОВЫХ И ПРОВОЛОЧНЫХ МЕТАЛЛОИЗДЕЛИЙ | 2017 |
|
RU2675710C1 |
| Способ определения размеров деформирующего канала рабочей волоки одного из переходов при многократном волочении пруткового материала | 1989 |
|
SU1733146A1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2009 |
|
RU2404873C1 |
Изобретение относится к волочению и касается конструкции устройства для производства прутков, труб ограниченной длины. Цель - расширение технологических возможностей путем увеличения количества проходов при одновременном уменьшении линейных размеров. Устройство для многократного волочения изделий ограниченной длины содержит установленные вдоль оси волочения волоки 1 и зажим 2. Волоки имеют общий привод поступательного перемещения в виде тягового органа с захватками 5, который может быть выполнен и в виде бесконечной пластинчатой цепи 3 и в виде параллельно установленных линий волочения по обе стороны от волок поочередно выдвигаемых штоков. 2 з.п.ф-лы, 2 ил.