СО
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Система мерного реза изделия | 1990 |
|
SU1696183A2 |
| Система мерного реза изделия | 1990 |
|
SU1722717A2 |
| Система мерного реза изделия | 1989 |
|
SU1726166A1 |
| Система мерного реза изделия | 1989 |
|
SU1687384A2 |
| Система мерного реза изделия | 1988 |
|
SU1542705A1 |
| Система мерного реза изделия | 1989 |
|
SU1653915A2 |
| Способ управления станом с перфорацией и порезкой гнутых профилей на ходу и устройство для его осуществления | 1989 |
|
SU1680406A1 |
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1982 |
|
SU1092015A1 |
| Устройство управления безупорным мерным резом полосы | 1978 |
|
SU774832A1 |
| Устройство управления летучими ножницами | 1984 |
|
SU1234072A1 |
Изобретение относится к способам резки на мерные длины непрерывно движущихся длинномерных материалов. Цель изобретения - повышение качества получаемых путем резки изделий. В способе резки на мерные длины с помощью измерителя длины осуществляют слежение за положением расстояния L конца изделия за осью реза, посредством формирователя кода формируют задание длины Lз на порез изделия, выявляют момент равенства величин L и Lз. При равенстве этих величин вырабатывают команду "рез" для отрезания изделия заданной длины. Датчик дефекта устанавливают на расстоянии L*д от оси реза навстречу движению, Lд выбирают в пределах 2Lмин≤Lд≤Lмакс, где Lмин - минимально допустимая мерная длина изделия
Lмакс - максимально допустимая мерная длина изделия. Задание длины Lзд на отрезание изделия с дефектом формируют в виде Lзд=Lд+L/2, после поступления сигнала "Дефект" отрезают два изделия одинаковой длины Lзд. 1 ил.
Изобретение относится к способам резки на мерные длины непрерывно движущихся длинномерных материалов,
Цель изобретения - повышение качества получаемых путем резки изделий.
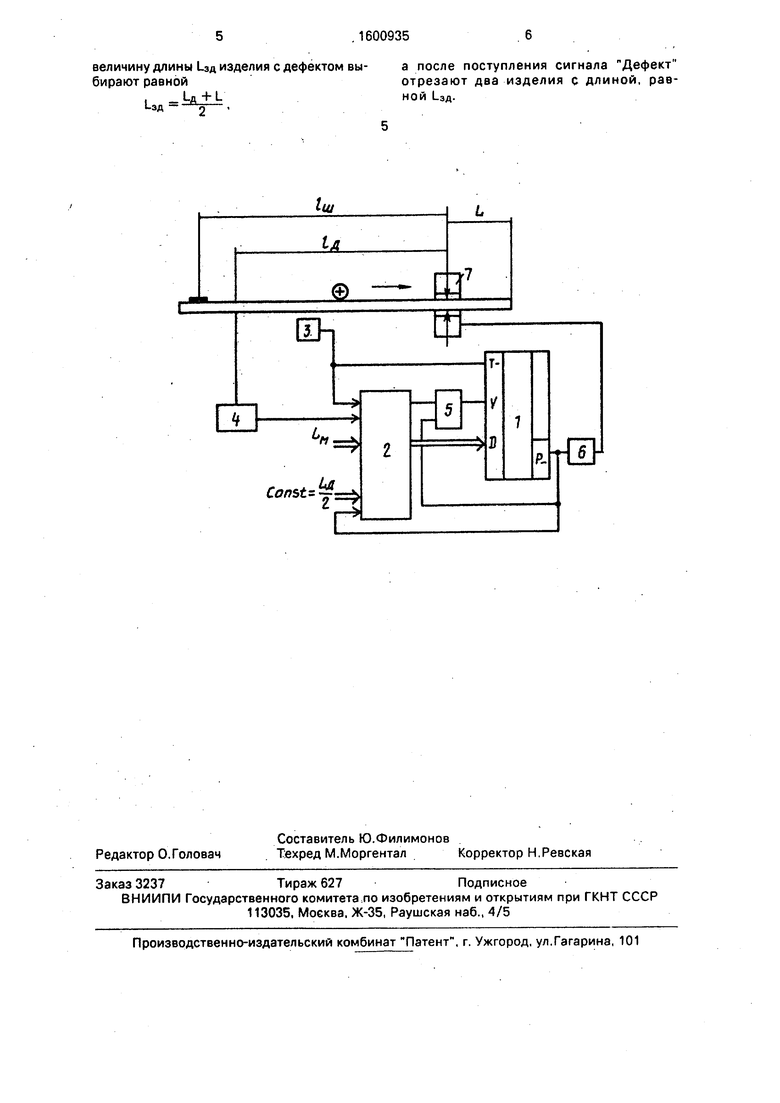
На чертеже дана принципиальная схема, обеспечивающая резку на мерные длины.
Схема для реализации способа резки на мерные длины включает счетчик 1 длины изделия, к D-входу которого подключен первый выход формирователя 2 кода задания длины изделия La для его отрезания, первый вход формирователя 2 соединен с вычитающим входом счетчика 1 и подключен к выходу датчика 3 длины (перемещения) изделия (датчик 3 в совокупности со счетчиком 1 представляют собой измеритель длины изделия), второй вход - к выходу датчика 4
дефекта изделия (поперечного шва соединения полос, непровара продольного шва и т.п,), на третий и четвертый входы формирователя 2 подаются коды соответственно LM - мерной длины изделия; константа и/2.
Пятый вход формирователя 2 соединен с первым входом элемента ИЛИ 5, с йходом блока 6 управления ножницами 7 и подключен к выходу Р переполнения счетчика 1, второй вход элемента ИЛИ 5 соединен с вторым выходом формирователя 2 кода, выход элемента ИЛИ 5 подключен к V-входу разрешения записи информации в счетчик 1,
Датчик 4 дефекта изделия установлен перед ножницами на расстоянии 1д от оси их реза:
о о о о со
СП
u 1-м
макс
-Д т i-wt
где LM - минимально допустимая мерная длина изделия;
LM -максимально допустимая мерная длина изделия.
Соотношение допускаемых максимальной и минимальной мерных длин изделия обычно выбирают из неравенства
.
в общем случае конец изделия за осью реза ножниц 7 находится на расстоянии L:
- Л -и- I лг I М8КС
и S L S LM
а дефект изделия - на расстоянии 1ш.
Формирователь 2 вырабатывает три вида кодов задания длины изделия для отрезания: LM - мерная длина, задаваемая по третьему входу формирователя 2, когда отсутствует сигнал Дефект с датчика 4; Lsfli - длина первого изделия после поступления сигнала Дефект ; 1зд2-длина второго изделия после поступления сигнала Дефект. Причем
., , , макс.м
, мин ; I 1 макс, LM S LM LM
U-HL
1зд2 (2)
На момент прихода сигнала Дефект длина изделия за осью реза ножниц равна L, А поскольку заданием на порез изделия по сигналу Дефект должно быть (2). то для первого изделия заданием будет
,. Lfl L
UAI ид2 - L - -2
для второго изделия - задание (2), так как в момент отрезания первого изделия по сигналу Дефект L 0..
Способ резки на мерные длины реализуют следующим образом.
В момент перехода счетчика 1 через нуль (по окончании вычитания из задания Ls, записанного из формирователя 2 импульсов длины с выхода датчика 3) на его выходе Р появляется сигнал Рез, который пройдя через блок 6 управления ножницами 7 обеспечивает отрезание заданной длины La изделия; пройдя через злемент ИЛИ 5. производит запись в счетчик 1 по входу D задания из формирователя 2; производит вспомогательные операции в формирователе 2, сначала обнуляя его. а затем записывая в него константу 1д/2 .
Из этой константы во время перемеще- ния изделия (L 0) согласно выражениям (1) и (2) в формирователе 2 вырабатываются задания на порез изделий по сигналу Дефект.„
При отсутствии сигнала Дефект формирователь 2 к моменту выдачи сигнала
0
5
0
25
30
35
40
50
Рез счетчиком 1 подготавливает задание в виде мерной длины LM. Счетчик 1 отсчитывает количество импульсов LM с датчика 3 длины и снова выдает команду Рез. Бяок 6 по этой команде управляет ножницами 7. обеспечивая мерный порез непрерывного изделия на готовые изделия.
При поступлении сигнала Дефект с датчика 4 формирователь 2 выдает код задания (1) для отрезания первого изделия после обнаруженияхдефекта, Сигнал Дефект, пройдя через формирователь 2 (например, после некоторой задержки и формирования в виде короткого импульса), обеспечивает через злемент ИЛИ 5 запись в счетчик 1 кода задания (1). стирая в нем накопленную информацию. После этой операции счетчик 1 выдает команду Рез при длине изделия за осью реза ножниц 7, равной (2).
Первая команда Рез после поступления сигнала Дефект (т.е. по наличию этих двух сигналов) обеспечивает выдачу формирователем 2 кода задания (2). по которому отрезано второе изделие.
После отрезания второго изделия (после прихода сигнала Дефект) по сигналу Рез счетчика 1 формирователь 2 снова переходит к формированию кодов задания (1) иД2) изделия по ожидаемому следующему сигналу Дефект, а в счетчик 1 выдает задание LM.
При таком раскрое дефект всегда ориентирован на конец второго изделия, а длина обоих изделий находится в пределах мерных длин, т.е. больше минимально и меньше максимально допустимых длин изделий.
Формула изобретения
Способ резки материала на мерные длины, включающий контроль расстояния L переднего конца разрезаемого материала за осью реза, контроль за возможными дефектами на разрезаемом материале в зоне, расположенной на расстоянии 1дот оси реза по ходу движения в направлении подачи, формирование сигнала Дефект и отрезку изделия с дефектом, формирование кода заданной отрезаемой длины 1з и выработку команды Рез при равенстве заданной отрезаемой длины и расстояния переднего конца разрезаемого материала от оси реза, отличающийся тем, что, с целью повышения качества получаемых путем резки изделий, расстояние зоны контроля дефектов U выбирают из соотношения
1д.1м .
где LM - минимально допустимая мерная длина изделия;
- максимально допустимая мерная длина изделия.
величину длины UA изделия с дефектом вы- а после поступления сигнала Дефект бмрают равнойотрезают два изделия с длиной, рав U+Lной 1зд.
1-эд - « ,
| Система мерного реза проката | 1981 |
|
SU1030110A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
