(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Система мерного реза изделия | 1988 |
|
SU1542705A1 |
| Система мерного реза изделия | 1989 |
|
SU1687384A2 |
| Система мерного реза изделия | 1989 |
|
SU1726166A1 |
| Система мерного реза изделия | 1990 |
|
SU1722717A2 |
| Система мерного реза изделия | 1990 |
|
SU1696183A2 |
| Устройство управления мерным резом проката | 1980 |
|
SU927422A1 |
| Устройство управления летучей пилой | 1979 |
|
SU998017A1 |
| Устройство управления летучей пилой | 1983 |
|
SU1109270A1 |
| Способ резки материала на мерные длины | 1988 |
|
SU1600935A1 |
| Устройство управления летучей пилой | 1982 |
|
SU1072991A1 |
Изобретение относится к машиностроению, в частности к оборудованию управлением механизмами реза бесконечного изделия на мерные длины на ходу. Цель изобретения - повышение надежности системы мерного реза изделия Система содержит ножницы дпя отрезки мерных длин Пес- конечного изделия, позиционный регулятор, датчик перемещения изделия, сопряженный с мерительным роликом, датчик дефекта нэ изделии, формирователь кода, селектор, задатчики цифровые элементы: делители частоты, счетчики, триггеры, элементы И и ИЛИ, в совокупности обеспечивающие задачу мерного раскроя изделия на заданные длины, а в случае дефекта - ориентацию его на конец изделия. За счет введения в систему дополнительно элемента И и триггера исключается сбой в работе при поступлении сигнала от датчика дефекта в момент искажения информации задания для раскроя в случае превышения задания мерной длины заданных начальных условий. 1 ил
Изобретение относится к области машиностроения, в частности к оборудованию управления механизма реза бесконечного изделия на мерные длины на ходу, и является усовершенствованием известного устройства по авт. св. N 1542705.
Цель изобретения - повышение надежности системы мерного реза изделия в работе путем исключения сбоев в процессе раскроя.
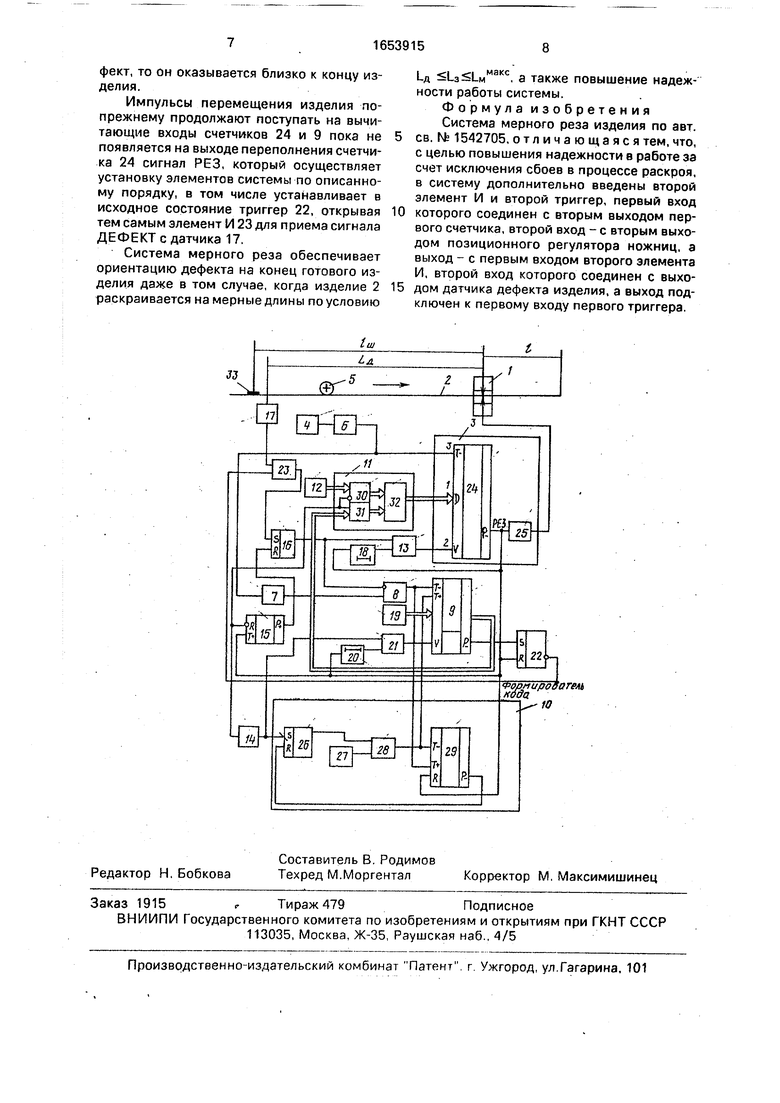
На чертеже представлена блок-схема системы мерного реза изделия.
Система содержит ножницы 1 для отрезания мерных длин бесконечного изделия 2, связанные с первым выходом позиционного регулятора 3, датчик 4 перемещения изделия 2, механически сопряженный со следящим роликом 5. подключен к входу преобразователя 6 последовательности импульсов, выход которого соединен с третьим входом регулятора 3 и входом делителя 7
частоты импульсов, выход которого через элемент И 8 подключен к третьим входам первого счетчика 9 и формирователя 10 кода, первый вход регулятора 3 через селектор
11подключен к выходу первого задатчика
12кода, второй групповой вход селектора 11 подключен к групповому выходу первого счетчика 9, третий вход селектора 11 соединен с вторым входом первого элемента ИЛИ 13, входом формирователя 14 импульсов, вторым входом второго счетчика 15, вторым входом второго элемента И 8 и подключен к выходу триггера 16, датчик 17 дефект а изделия 2, второй вход триггера 16 подключен к выходу второго счетчика 15, второй выход регулятора 3 соединен с первым входом формирователя 10, с первым входом формирователя 10, с первым входом второго счетчика 15 и через элемент 18 задержки с входом элемента ИЛИ 13, задатчик 19 кода подключен к первому входу счетчика 9, втоо ел
GJ Ю
СЛ
ю
рой выход позиционного регулятора 3 соединен также через элемент 20 задержки с элементом ИЛИ 21, выходы элементов ИЛИ 13 и 21 подключены соответственно к вторым входам позиционного регулятора 3 и первого счетчика 9, к четвертому входу которого подключен выход формирователя 10 кода, второй вход последнего соединен с выходом формирователя 14 импульсов и входом элемента ИЛИ 21, первый вход триггера 22 соединен с вторым выходом первого счетчика 9, а второй его вход - с вторым выходом позиционного регулятора 3 ножниц, выход триггера 22 соединен с первым входом второго элемента И 23, второй вход которого подключен к выходу датчика 17 дефекта изделия, выход элемента И 23 соединен с первым входом первого триггера 16.
Регулятор 3 конструктивно представляет собой последовательно соединенные счетчик 24 и блок 25 управления ножницами 1.
Выходы блока 25 и счетчика 24 являются первым и вторым выходами регулятора 3 соответственно, D-вход, V-вход иТ-вход(вычитающий) счетчика 24 являются первым, вторым и третьим входами регулятора 3 соответственно.
Формирователь 10 кода содержит триггер 26, генератор 27 импульсов, элемент И 28, счетчик 29, выход которого соединен со сбросовым входом триггера 26, выход последнего и выход генератора 27 через элемент И 28 соединены с первым входом счётчика 29, второй вход которого, установочный вход триггера 26 и третий вход счетчика 29 являются соответственно первым, вторым, третьим входами, а выход элемента И 28 - выходом формирователя.
Селектор 11 имеет групповые элементы И 30 и 31, выходами подключенные соответственно к первой и второй группе входов группового элемента ИЛИ 32, выход которого является выходом селектора 11, а первым и вторым входами последнего являются групповые входы элементов И 30 и 31, а третьим входом - их разрешающие (запрещающие) входы.
Датчик 17 дефекта установлен от оси реза ножниц 1 навстречу движению изделия
2 на расстоянии
oi мин , I -- | макс 1-д 5 LM
где и 1 ммакс- мерные минимальная и максимальная длины готовых изделий соответственно.
Причем на практике их величины соотносятся как
макс N л I мин
LM / LM
В общем случае длина изделия за осью реза ножниц (по направлению движения изделия 2)
О 1 1ммакс ,
а расстояние от дефекта 33 изделия 2 до оси реза ножниц 1 равно ш.
Система работает следующим образом.
В исходном состоянии (принимается условно для удобства рассмотрения протекающих процессов) в регуляторе 3 с выхода счетчика 24 выдается команда РЕЗ, сигналом которой блоком 25 запускаются ножницы 1, отрезающие готовое изделие определенной длины (определяется заданием, записанным по входу D в счетчик 24); воздействуя через элементы задержки 18 и ИЛИ 13 на V-вход счетчика 24. обеспечивается запись в него информации с выхода селектора 11 (элемента ИЛИ 32); воздействуя через элементы задержки 20 и ИЛИ 21 на V-вход счетчика 9, обеспечивается запись в него константы с выхода задатчика
19; устанавливается в нуль счетчик 29 в формирователе 10 кода; устанавливается в исходное состояние триггер 22, при котором элемент И 23 открыт.
Триггеры 16 и 26формирователя 10 кода
находятся в исходном состоянии, при котором в селекторе 11 групповой элемент И 30 открыт, а групповой элемент И 31 закрыт, счетчик 15 удерживается в исходном нулевом состоянии, элемент И 8 открыт, в формирователе 10 кода элемент И 28 закрыт (вырабатываемые генератором 27 импульсы на выход элемента И 28 не проходят).
Изделие 2. перемещаясь по технологической линии (показано стрелкой)обеспечивает с помощью следящего ролика 5 и датчика 4 выдачу последовательности импульсов, пропорциональной по их количеству величине перемещения изделия. Последовательность импульсов с датчика 4.
пройдя через блок 6 преобразования последовательности импульсов (цена каждого импульса приводится к типовой единице измерения длины, например, 1 мм, 1 см, 1 дм и т. п.), поступает в регулятор 3 на вычитающий вход счетчика 24 и через делитель 7 (на два) и открытый элемент И 8 проходит на вычитающий вход счетчика 9 и на третий вход формирователя 10 кода (суммирующий вход счетчика 29).
При этом, если отсутствует дефект 33 на
изделии 2, то сигналом РЕЗ с выхода счетчика 24 регулятора 3 в него записывается информация о мерной длине с выхода задатчика 12, а в счетчик 9 - константа -Ј с выхода задатчика 19.
Поступающие в регулятор 3 на вычитающий вход счетчика 24 импульсы длины изделия 2 обеспечивают вычитание в нем
записанной ранее информации до обнуле ния, при котором выдана команда РЕЗ v. выполнены описанные вспомогательные операции.
В счетчике 29 формирователя 10 между смежными командами РЕЗ с выхода счетчика 24 формируется информация .
В счетчике 9 в этом случае формируется задание для счетчика 24 на случай отрезания первого из двух готовых изделий одинаковой длины при обнаружении датчиком 17 дефекта 33 изделия 2.
Это задание определяется из следующих предпосылок. На момент обнаружения датчиком 17 дефекта 33 длина изделия от дефекта, т. е. от датчика 17, до переднего конца изделия, находящегося за осью резэ ножниц 1, в общем случае равна сумме , По предлагаемому алгоритму эта длина должна быть поделена пополам, обеспечивая тем самым ориентацию дефекта на конец готового изделия (второго).
Поскольку на момент обнаружения дефекта 33 информация в счетчике 24 должна быть заменена новым заданием (вместо мерного раскроя необходимо выполнить раскрой изделия по сигналу ДЕФЕКТ), а длина изделия за осью реза ножниц равна I. то, очевидно, заданием на порез изделия по сигналу ДЕФЕКТ является
LA + I , U - I
2 2
эго задание и формируется счетчиком 9.
При поступлении сигнала ДЕФЕКТ с датчика 17 (через открытый элемент И 23} триггер 16 устанавливается в состояние, при котором закрывается в селекторе 11 групповой элемент И 30 и открывается групповой элемент И 31, посредством элемента ИЛИ 13 в счетчик 24 регулятора 3 записывается информация из счетчика 9 (задание на отрезание первого изделия из двух одинаковой длины по сигналу ДЕФЕКТ), закрывается элемент И 8, от выходного сигнала 1 триггера 16 запускается формирователь 14, короткий сигнал которого, пройдя через элемент ИЛИ 21, обеспечивает запись константы в счетчик 9 с выхода задатчика 19 и снимается запрет удержания счетчика 15 в исходном нулевом состоянии.
В формирователе 10 сигнал 1 с выхода триггера 26 открывает элемент И 28, обеспечивая с помощью импульсов генератора 27 перепись информации из счетчика 29 (половина длины I) в счетчик 9. По окончании переписи этой информации импульсом переполнения с выхода счетчика 29 триггер 26 возвращается в исходное состояние, закрывая элемент И 28 для прохождения лмпуль- СОБгенератора 27,
Таким образом, после обнаружения датчиком 17 дефекта на издегчч 2 в счс гчике 24 есть информация
s в с if 1чике 9
LA +
Поступающие импульсы длины изделия
на вычитающий вход счетчика 24 обеспечивают его обнуление и выдачу сигнала РЕЗ (первого после поступления сигнала ДЕФЕКТ), который с помощью блока 25 и ножниц 1 обуславливает отрезание первого
готового изделия по ситалу ДЕФЕКТ, в счетчик 15 записывает число 1, с помощью элементов задержки 18 и ИЛИ записывает информацию в счетчик 24 из счетч/.кл 9, устанавливает счетчик 29 формирователя 10
в исходное состояние и с помощью элемен-. тг.о задержки 20 и ИЛИ 21 обеспечивает в г.чегчик 9 запись константы с чыхода задатчика 19.
Продолжающие поступать на вычитающий вход счетчика 24 импульсы длины изделия 2 обеспечивают обнуление ого и выдачу команды РЕЗ, по которой с помощью блока 25 регулптора 3 и ножниц 1 обеспечивается отрезание второго готового изделия по сигналу ДЕФЕКТ, счетчиком 15 сосчитывается вторая единица (второе готовое изделие после прихода сигнала ДЕФЕКТ), при которой по сигналу переполнения счетчика 15 триггер 16 возвращается в исходное состояние,
обеспечивая переключение элементов И 30, 31 и 8 на мерный раскрой изделия, счетчик 29 обнуляется, в счетчик 24 записывается информация о мерной длине изделия с выхода задатчика 12 и а счетчик 9 записывается константа с выхода задатчика 19.
На этом раскрой изделия по сигналу ДЕФЕКТ заканчивается и начинается мерный раскоой изделия 2 по заданию с задатчика 12.
В случае, когда в эадатчике 12 установлено задание в пределах
I Г1 МЗКС
LflSLaSLM
то при отсчете в счетчике 9 длины (равное заданию с помощью задзгчика 19) на выходе переполнения его появляется сигнал, ус- танавливэющий триггер 22 в состояние, при котором закрывается элемент И 23, запрещая прием триггером 16 сигнала ДЕФЕКТ с датчика 17. Однако это практически не нарушит основной принцип ориентации дефекта на конец изделия, поскольку величина разницы - LA незначительна и, если на этом участке изделия имеется дефект, то он оказывается близко к концу изделия.
Импульсы перемещения изделия по- прежнему продолжают поступать на вычитающие входы счетчиков 24 и 9 пока не появляется на выходе переполнения счетчика 24 сигнал РЕЗ, который осуществляет установку элементов системы по описанному порядку, в том числе устанавливает в исходное состояние триггер 22, открывая тем самым элемент И 23 для приема сигнала ДЕФЕКТ с датчика 17.
Система мерного реза обеспечивает ориентацию дефекта на конец готового изделия даже в том случае, когда изделие 2 раскраивается на мерные длины по условию
0
д L3 LMMaKC. а также повышение надежности работы системы.
Формула изобретения Система мерного реза изделия по авт. св. №1542705, отличающаяся тем, что, с целью повышения надежности в работе за счет исключения сбоев в процессе раскроя, в систему дополнительно введены второй элемент И и второй триггер, первый вход которого соединен с вторым выходом первого счетчика, второй вход - с вторым выходом позиционного регулятора ножниц, а выход - с первым входом второго элемента И, второй вход которого соединен с выходом датчика дефекта изделия, а выход подключен к первому входу первого триггера.
| Система мерного реза изделия | 1988 |
|
SU1542705A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
