Изобретение относится к машиностроению, в частности к обработке изделий резанием, и может быть использовано для управления механизмами реза длинномерного изделия на мерные длины с автоматической вырезкой дефекта.
Цель изобретения - повышение качества готовых изделий за счет ориентации дефекта на конец готового изделия.
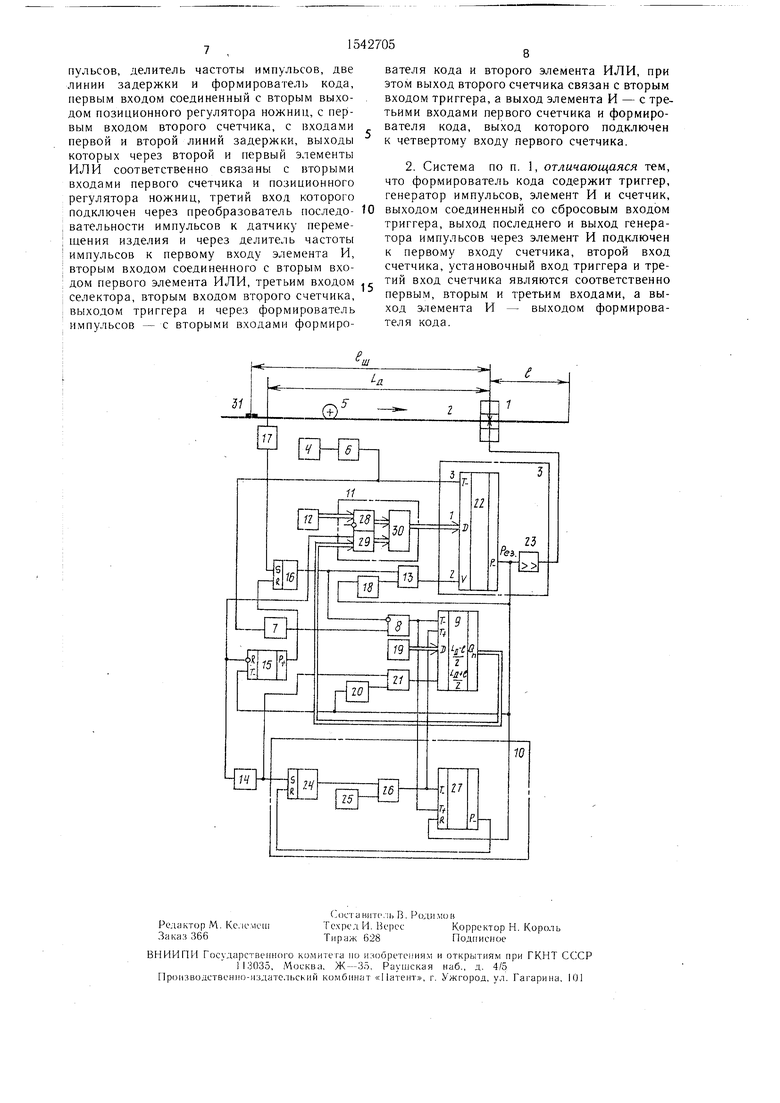
На чертеже представлена блок-схема системы мерного реза изделия.
Система содержит ножницы 1 для отрезания мерных длин бесконечного изделия 2, связанные с первым выходом позиционного регулятора 3. Датчик 4 перемещения изделия 2, механически сопряженный со следящим роликом 5, подключен к входу преобразователя 6 последовательности импульсов, выход которого соединен с третьим входом регулятора 3 ч входом делителя 7 частоты импульсов, выход которого через элемент И 8 подключен к третьим входам первого счетчика 9 и формирователя 10 кода, первый вход регулятора 3 через селектор 1 I подключен к выходу первого задатчика 12 кода, второй групповой вход селектора 1 1 подключен к групповому выходу первого счетчика 9, третий вход селектора 11 соединен с вторым входом первого элемента ИЛИ 13, входом формирователя 14 импульсов, вторым входом второго счетчика 15, вторым входом второго элемента И 8 и подключен к выходу триггера 16, первый вход которого соединен с датчиком 17 дефекта изделия 2, второй вход триггера 16 подключен к выходу второе счетчика 15, второй выход тора 3 соединен с первым входом форСПЈь
to
Ч
О
ел
мирователя 10, первым входом второго счетчика 15 и через элемент 18 задержки - с входом элемента ИЛИ 13, задатчик 19 кода подключен к первому входу счетчика 9, второй выход позиционного регулятора 3 соединен также через элемент 20 задержки с элементом ИЛИ 21, выходы элементов ИЛИ 13 и 2 подключены соответственно к вторым входам позиционного регулятора 3 и первого счетчика 9, к четвертому входу которого подключен выход формирователя 10 кода, второй вход формирователя 10 кода соединен с выходом формирователя 14 импульсов и входом элемента ИЛИ 21. Регулятор 3 конструктивно представляет собой последовательно соединенные счетчик 22 и блок 23 управления ножницами 1. Выход блока 23 и выход счетчика 22 являются первым и вторым выходами регулятора 3 соответственно. D-вход, У-вход и Г-вход (вычитающий) являются первым, вторым и третьим входами регулятора 3 соответственно. Формирователь 10 кода содержит триггер 24, генератор 25 ишпльсов. эле мент И 26, счетчик 27, выход которого соединен со сбросовым входом триггера 24, выход последнего и выход генератора
25 через элемент И 26 соединены с первым входом счетчика 27, второй вход которого, установочный вход триггера 24 и третий вход счетчика 27 являются соответственно первым, вторым, третьим входами, а выход элемента И 26 - выходом формирователя.
Селектор 11 конструктивно включает в себя групповые элементы И 28 и 29, выходами подключенные соответственно к первой и второй группе входов группового элемента ИЛИ 30, выход которою является выходом селектора 11, а первым и вторым входом последнего являются групповые входы элементов И 28, 29, а третьим входом - их разрешающие (запрещающие) входы.
Датчик 17 дефекта установлен от оси реза ножниц 1 навстречу движению изделия 2 на расстоянии
2L
нахс. Lv
ем на как
, .
L. ,
- мерная минимальная и максимальная длины го товых изделий соответственно.
практике их величины соот,
2Lv
В общем случае длина изделия за осью реза ножниц (по направлению движения изделия 2) находятся в пределах
,
0
5
0
0
5
0
5
а расстояние от дефекта 31 изделия 2 до оси реза ножниц 1 равно /ш.
Система работает следующим образом.
В исходном состоянии (принимается условно для удобства рассмотрения протекающих процессов) в регуляторе 3 с выхода счетчика 22 выдается команда «Рез, сигналом которой: блоком 23 запускаются ножницы 1, отрезающие готовое изделие определенной длины (определяется заданием, записанным по О-входу в счетчик 22); воздействуя через элементы 18 задержки и ИЛИ 13 на V-вход счетчика 22, обеспечивается запись в него информации с выхода селектора И (элемента ИЛИ 30); воздействуя через элементы 20 задержки и ИЛИ 21 на К-вход счетчика 9, обеспечивается запись в него константы с выхода задатчика 19; устанавливается в нуль счет- чих 27 в формирователе 10 кода.
Триггер 16 и триггер 24 формирователя 10 кода находятся в исходном состоянии, при котором: в селекторе 1 1 групповой элемент И 28 открыт, а групповой элемент И 29 закрыт; счетчик 15 удерживается в исходном нулевом состоянии; элемент И 8 открыт; ь формирователь 10 кода элемент И 26 закрыт (вырабатываемые генератором 25 импульсы на выход элемента И 26 не проходят)
Изделие 2, перемещаясь по технологической линии (обозначено стрелкой), обеспечивает при помощи следящего ролика 5 и датчика -1 выдач-, последовательности импульсов, пропорциональной по количеству импульсов величины перемещения изделия. Последовательность импульсов с датчика 4, пройдя через блок 6 преобразования последовательности импульсов (цена каждого импульса приводится ч типовой единице измерения длины, напримео 1 мм, 1 см, 1 дм и т.п.). поступает в регулятор 3 на вычитающий вход счетчика 22 и через де- дв и открытый элемент И 8 вычитающий вход счетчика 9 вход формирователя 10 кода (суммирующий вход счетчика 27).
При этом, осли отсутствует дефект 31 на изделии 2, то сигналом «Рез с выхода счетчика 22 регутятора 3 в него записывается информация о мерной длине с выхода задатчика 12, а в счетчик 9 конл и те ль 7 на проходит на и на третий
станта
L г
выхода задатчика 19.
5
Поступающие в регулятор 3 на вычитающий вход счетчика 22 импульсы длины изделия 2 обеспечивают вычитание в нем записанной ранее информации до обнуления, при котором выдается команда «Рез и выполняются описанные вспомогательные операции.
В счетчике 27 формирователя 10 между смежными командами «Рез с выхода счетчика 22 формируется информация
-. В
счетчике 9 в этом случае формируется задание для счетчика 22 на случай отрезания первого из двух готовых изделий одинаковой длины при обнаружении датчиком 17 дефекта 31 изделия 2.
Это задание определяется из следующих предпосылок. На момент обнаружения датчиком 17 дефекта 31 длина изделия от дефекта (т.е. от датчика 17) до переднего конца изделия, находящегося за осью реза ножниц 1, в общем случае равна сумме Li-)-/. По предлагаемому алгоритму эта длина должна быть поделена пополам, обеспечивая тем самым ориентацию дефекта на конец готового изделия.
Поскольку на момент обнаружения дефекта информация в счетчике 22 должна быть заменена HOBLJM заданием (вместо мерного раскроя должен выполняться раскрой изделия по сигналу «Дефект), а длина изделия за осью реза ножниц 1 равна /, то, очевидно, заданием на порез изделия по сигналу «Дефект будет
/д+/ 2.
r Ls-L
2
Это задание и формируется счетчиком 9.
Процесс мерного реза изделия проходит описанным методом до появления дефекта 31 изделия 2 в зоне датчика 17.
При поступлении сигнала «Дефект с датчика 17 триггер 16 устанавливается в состояние, при котором: закрывается в селекторе 11 групповой элемент И 28 и открывается групповой элемент И 29; посредством элемента ИЛИ 13 в счетчик 22 регулятора 3 записывается информация из счетчика 9 (задание на отрезание первого изделия из двух одинаковой длины по сигналу «Дефект); закрывается элемент И 8; от выходного сигнала «1 триггера 16 запускается формирователь 14, короткий сигнал которого, пройдя через элемент ИЛИ 21, обеспечивает запись константы в счетчик 9 с выхода задятчика 19; снимается Запрет удержания счетчика 15 в исходном нулевом состоянии.
В формирователе 10 сигнал «1 с выхода триггера 24 открывает элемент И 26, обеспечивая при помощи импульсов генератора 25 перепись информации из счетчика 27 (половина длины /) в счетчик 9. По окончании переписи этой информации импульсом переполнения с выхода счетчика 27 триггер 24 возвращается в исходное состояние, закрывая элемент И 26 для прохождения импульсов генератора 25.
Таким образом, после обнаружения датчиком 17 дефекта на изделии 2 в счетчике 23 находится
I
информация -&--, а
с
0
5
0
5
0
0
счетчике 9 - информация ..
Поступающие импульсы длины изделия на вычитающий вход счетчика 22 обеспечивают его обнуление и выдачу сигнала «Рез (первого после поступления сигнала «Дефект), который: при помощи блока 23 и ножниц 1 обуславливает отрезание первого готового изделия по сигналу «Дефект ; в счетчик 15 записывает число при помощи элементов 18 задержки и ИЛИ 13 записывает информацию в счетчик 22 из счетчика 9; устанавливает счетчик 27 формирователя 10 в исходное состояние; при помощи элементов 20 задержки и ИЛИ 21 обеспечивает в счетчик 9 запись константы с выхода задатчика 19.
Продолжающие поступать на вычитающий вход счетчика 22 импульсы длины изделия 2 обеспечивают обнуление его и выдачу команды «Рез, по которой: при помощи блока 23 регулятора 3 и ножниц 1 обеспечивается отрезание второго готового изделия по сигналу «Дефект ; счетчиком 15 считывается вторая единица (второе готовое изделие после прихода сигнала «Дефект), при которой по сигналу переполнения счетчика 15 триггер 16 возвращается в исходное состояние, обеспечивая переключение элементов И 28, 29 и 8 на мерный раскрой изделия; счетчик 27 обнуляется; в счетчик 22 записывается информация о меряем длине изделия с выхода задатчика 12; в счетчик 9 записывается константа с выхода задатчика 19. На этом раскрой изделия пс сигнал} «Дефект заканчивается и начинается мерный порез изделия 2.
Предложенная система мерного реза обеспечивает: ориентацию дефекта на конец готового изделия; длину готовых изделий не меньше минимально допускаемых мерных длин; повышение точности раскроя; компактное размещение оборудования системы в технологической линии.
Формула изобретения
1. Система мерного держащая позиционный первый вход которого селектора, первый и
реза изделия, соре гул я тор ножниц, подключен к ВЫХОДА второй групповые
50
55
входы которого соединены с групповыми выходами первого задатчика кода и первого счетчика соответственно, к первом групповому входу первого счетчика подключен второй задатчнк кода, датчик перемещения изделия, механически соединенный со следящим роликом, датчик дефекта изделия, подключенный к первому вход триггера, элемент И, элемент ИЛИ. отличающаяся гем. что, с целью повышения качества готовых изделий, введены второй счетчик, второй элемент ИЛИ. формирователь импульсов, преобразователь последовательности импульсов, делитель частоты импульсов, две линии задержки и формирователь кода, первым входом соединенный с вторым выходом позиционного регулятора ножниц, с первым входом второго счетчика, с входами первой и второй линий задержки, выходы которых через второй и первый элементы ИЛИ соответственно связаны с вторыми входами первого счетчика и позиционного регулятора ножниц, третий вход которого
вателя кода и второго элемента ИЛИ, при этом выход второго счетчика связан с вторым входом триггера, а выход элемента И - с третьими входами первого счетчика и формирователя кода, выход которого подключен к четвертому входу первого счетчика.
2. Система по п. 1, отличающаяся тем, что формирователь кода содержит триггер, генератор импульсов, элемент И и счетчик,
ПРГУЛЯТООа НОЖНИЦ, ipcisin DAUA г.и i v/ .- ггJ
подключен через преобразователь последе- 10выходом соединенный со сбросовым входом вательности импульсов к датчику переме-триггера, выход последнего и выход генера- щения изделия и через делитель частотытора импульсов через элемент И подключен импупьсов к первому входу элемента И,к первому входу счетчика, второй вход втором входом соединенного с вторым вхо-счетчика, установочный вход триггера и тредом первого элемента ИЛИ, третьим входом 5тий вход счетчика являются соответственно гепектора вторым входом второго счетчика, 15первым, вторым и третьим входами а вы- выходом триггера и чере$ формировательход элемента И - выходом формирова- импульсов - с вторыми входами формиро-теля кода.
вателя кода и второго элемента ИЛИ, при этом выход второго счетчика связан с вторым входом триггера, а выход элемента И - с третьими входами первого счетчика и формирователя кода, выход которого подключен к четвертому входу первого счетчика.

| название | год | авторы | номер документа |
|---|---|---|---|
| Система мерного реза изделия | 1990 |
|
SU1722717A2 |
| Система мерного реза изделия | 1989 |
|
SU1687384A2 |
| Система мерного реза изделия | 1989 |
|
SU1653915A2 |
| Система мерного реза изделия | 1989 |
|
SU1726166A1 |
| Система мерного реза изделия | 1990 |
|
SU1696183A2 |
| Устройство управления мерным резом проката | 1980 |
|
SU927422A1 |
| Устройство управления летучей пилой | 1979 |
|
SU998017A1 |
| Устройство управления летучей пилой | 1983 |
|
SU1109270A1 |
| Способ резки материала на мерные длины | 1988 |
|
SU1600935A1 |
| Способ управления приводом летучих ножниц и устройство для его осуществления | 1990 |
|
SU1764865A1 |
Изобретение относится к машиностроению, в частности к обработке изделий резанием, и может быть использовано для управления механизмами реза длинномерного изделия на мерные длины автоматической вырезкой дефекта. Цель изобретения - повышение качества готовых изделий за счет ориентации дефекта на конец готового изделия. Система содержит позиционный регулятор ножниц, датчик перемещения изделия, механически соединенный со следящим роликом, преобразователь последовательности импульсов, делитель частоты, элемент И, два счетчика, формирователь кода, селектор, два элемента ИЛИ, формирователь импульсов, триггер и датчик дефекта. При отсутствии дефекта система обеспечивает заданный мерный раскрой. При обнаружении дефекта система перестраивается на торец проката с новым заданием реза - ориентирующий дефект на конец готового изделия с последующим после второго реза по сигналу "Дефект" мерным раскроем. 1 з.п. ф-лы, 1 ил.
| Система мерного реза проката | 1981 |
|
SU1030110A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ РЕЗКОЙ МЕЛКОСОРТНОГО РАСКАТА | 1972 |
|
SU425744A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
