его из ложемента конвейера. Затем в осевое отверстие штока 14 подается сжатый воздух, Одновременно выдвигается ползун 16 и своей вилкой поддерживает контролируемое изделие 13. В случае нарушения его герметичности датчик 19 вьщает сигнал в блок 20 управления о браке. Далее штоки 14 и 15 возвращаются в исходные положения, а изделие остается на ползуне 16. В зоне сброса брака датчик 24 положе
ния вьщает сигнал в блок 20, который суммируется с сигналом от датчика 19. В этом случае рычаг 22 получает движение от электромагнита 23 и сбрасывает изделие в тару для брака. В случае годного изделия 13 датчик 19 сигнал не вьвдает и ползун 16 перемещает изделие 13 дальше. В зоне сброса годных изделий ползуны 16 вдвигаются в отверстия диска 9 и рычаги 22 сбрасывают изделия J3 в тару. 2 ил.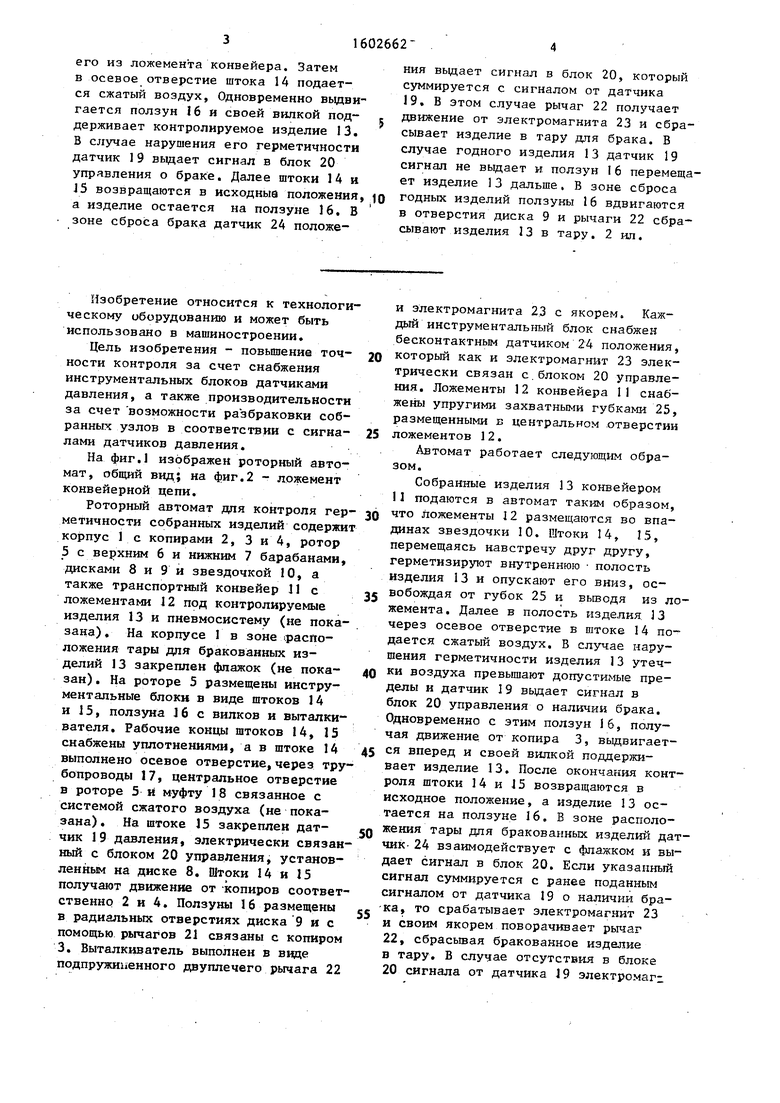
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ТАРЫ | 1969 |
|
SU244677A1 |
| Контрольно-сортировочное устройство | 1978 |
|
SU766674A1 |
| Автомат для контроля и сортировки изделий цилиндрической формы | 1985 |
|
SU1359006A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
| Контрольно-сортировочное устройство | 1979 |
|
SU848099A1 |
| Технологический ротор роторно- КОНВЕйЕРНОй МАшиНы | 1978 |
|
SU793666A1 |
| Роторный пресс для прессования изделий из порошковых материалов | 1990 |
|
SU1729791A1 |
| Линия для изготовления деталей | 1988 |
|
SU1666252A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И РЕЗКИ ТРУБЧАТОЙ ОБОЛОЧКИ | 1992 |
|
RU2043908C1 |
Изобретение относится к машиностроению и позволяет повысить точность контроля за счет наличия датчиков давления, а также производительность за счет возможности отбраковки исходных изделий. Изделия 13 конвейером 11 подаются в автомат. Штоки 14,15 движутся навстречу друг другу, герметизируют изделие и выводят его из ложемента конвейера. Затем в осевое отверстие штока 14 подается сжатый воздух. Одновременно выдвигается ползун 16 и своей вилкой поддерживает контролируемое изделие 13. В случае нарушения его герметичности датчик 19 выдает сигнал в блок 20 управления о браке. Далее штоки 14 и 15 возвращаются в исходные положения, а изделие остается на ползуне 16. В зоне сброса брака датчик 24 положения выдает сигнал в блок 20, который суммируется с сигналом от датчика 19. В этом случае рычаг 22 получает движение от электромагнита 23 и сбрасывает изделие в тару для брака. В случае годного изделия 13 датчик 19 сигнал не выдает и ползун 16 перемещает изделие 13 дальше. В зоне сброса годных изделий ползуны 16 вдвигаются в отверстия диска 9 и рычаги 22 сбрасывают изделия 13 в тару. 2 ил.
Изобретение относится к технологическому оборудованию и может быть использовано в машиностроении.
Цель изобретения - повьщтение точ- ности контроля за счет снабжения инструментальных блоков датчиками давления, а также производительности за счет возможности разбраковки собранных узлов в соответствии с сигма- лами датчиков давления.
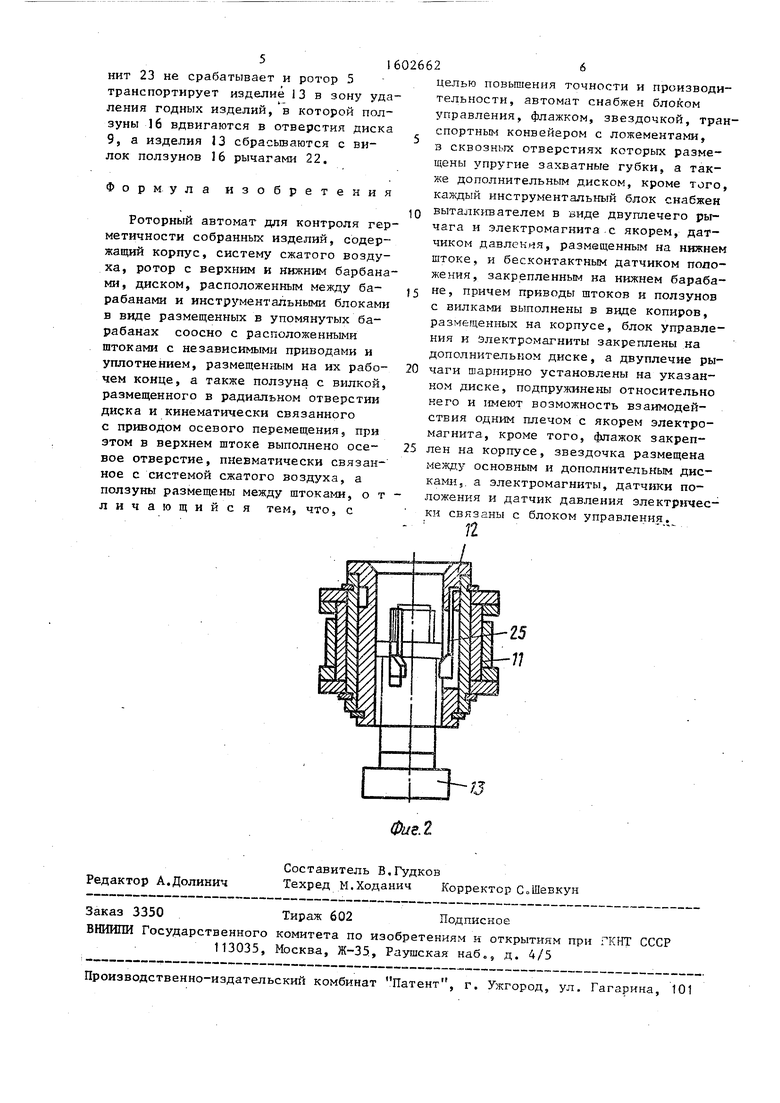
На фиг. 1 изображен роторный автомат, общий вид; на фиг.2 - ложемент конвейерной цепи.
Роторный автомат для контроля гер метичности собранных изделий содержи корпус 1с копирами 2, 3 и 4, ротор 5 с верхним 6 и нижним 7 барабанами, дисками 8 и 9 и звездочкой 10, а также транспортный конвейер 11с ложементами 12 под контролируемые изделия 13 и пневмосистему (не показана). На корпусе 1 в зоне расположения тары дпя бракованных изделий 3 закреплен флажок (не пока- зан). На роторе 5 размещены инструментальные блоки в виде штоков 14 и 15, ползуна J6 с вилков и выталкивателя. Рабочие концы штоков 14, 15 снабжены уплотнениями, а в штоке 14 выполнено осевое отверстие,через трубопроводы 17, центральное отверстие в роторе 5 и муфту 18 связанное с системой сжатого воздуха (не показана). На штоке 15 закреплен датчик 19 давления, электрически связанный с блоком 20 управления, установленным на диске 8. Штоки 14 и 15 получают движение от -копиров соответственно 2 и 4. Ползуны 16 размещены в радиальных отверстиях диска 9 и с помощью рычагов 21 связаны с копиром 3. Выталкиватель выполнен в ввде подпружиненного двуплечего рычага 22
и электромагнита 23 с якорем. Каждый инструментальный блок снабжен бесконтактным датчиком 24 положения, который как и электромагнит 23 электрически связан с.блоком 20 управления. Ложементы 12 конвейера II снабжены упругими захватными губками 25, размещенными в центральном .отверстии ложементов 1 2.
Автомат работает следующим образом.
Собранные изделия 13 конвейером 11 подаются в автомат таким образом, что ложементы 12 размещаются во впадинах звездочки 10. Штоки 14, 15, перемещаясь навстречу друг другу, герметизируют внутреннюю полость изделия 13 и опускают его вниз освобождая от губок 25 и выводя из ложемента. Далее в полость изделия 33 через осевое отверстие в штоке 14 подается сжатый воздух. В случае нарушения герметичности изделия 13 утечки воздуха превьшают допустимые пределы и датчик 19 выдает сигнал в блок 20 управления о наличии брака. Одновременно с этим ползун 16, получая движение от копира 3, выдвигается вперед и своей вилкой поддерживает изделие 13. После окончания контроля штоки 14 и 15 возвращаются в исходное положение, а изделие 13 остается на ползуне 16. В зоне расположения тары дпя бракованных изделий датчик- 24 взаимодействует с фпажком и выдает сигнал в блок 20. Если указанный сигнал суммируется с ранее поданным сигналом от датчика 19 о наличии бра- ка, то срабатывает электромагнит 23 и своим якорем поворачивает рычаг 22, сбрасьтая бракованное изделие в тару. В случае отсутствия в блоке 20 сигнала от датчика 19 электромагг
/
a.J
| СПОСОБ ВКЛЮЧЕНИЯ РТУТНЫХ ВЫПРЯМИТЕЛЕЙ В ЦЕПЬ ПЕРЕМЕННОГО ТОКА ДЛЯ ПОЛУЧЕНИЯ ПОСТОЯННОГО ТОКА ВЫСОКОГО НАПРЯЖЕНИЯ | 1921 |
|
SU777A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
