Изобретение относится к технологии изготовления коллектора электрической машины и может быть использовано в электротехнической промышленности.
Цель изобретения - снижение трудоемкости изготовления.
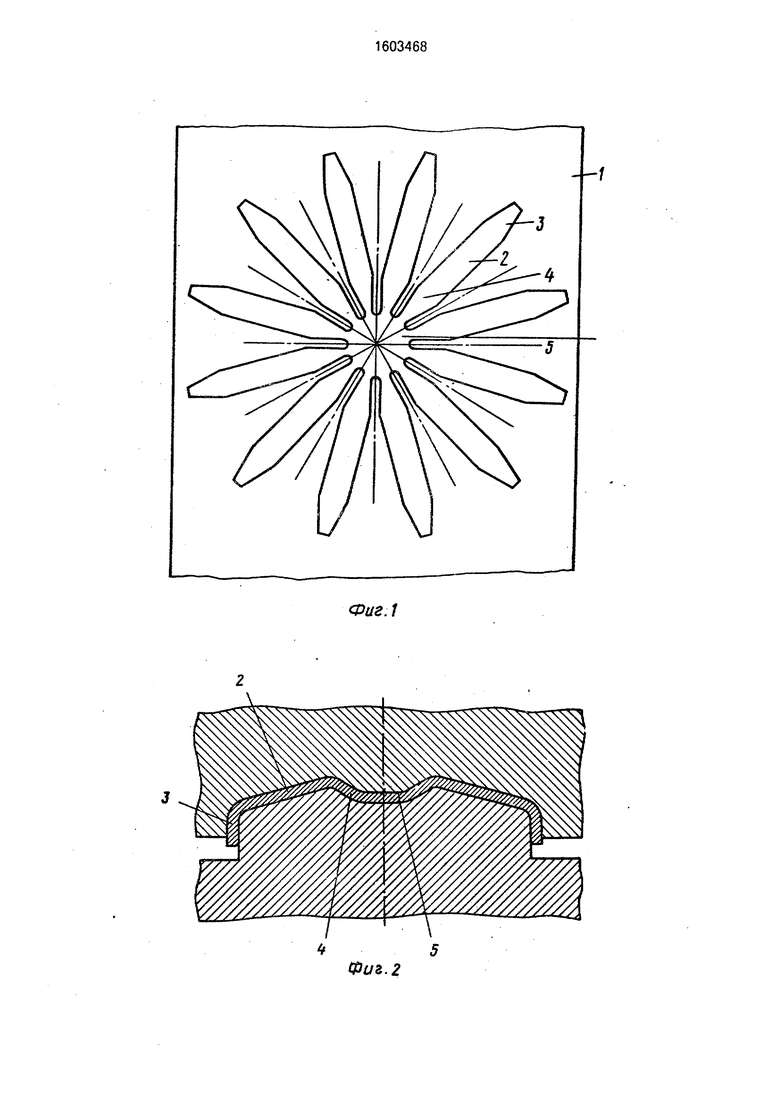
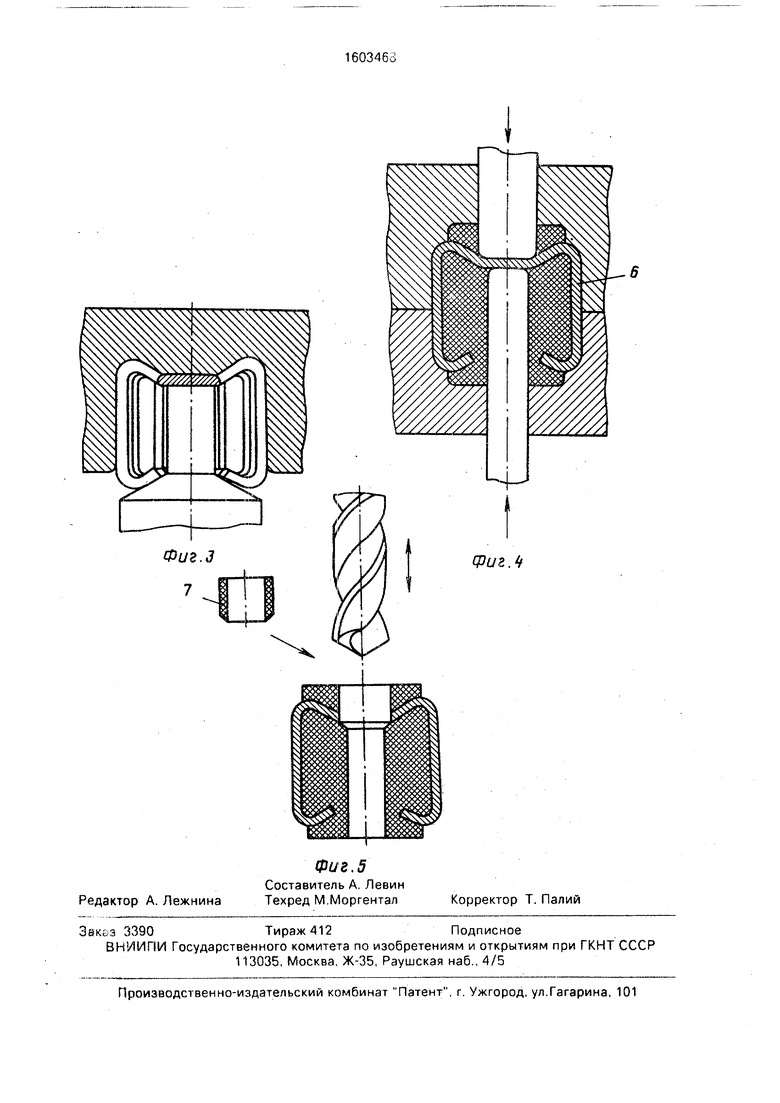
На фиг.1 показана схема раскроя для штамповки плоской ленты, полосы заготовки (звездочки); на фиг.2 - гибка и вытяжка плоской заготовки; на фиг.З - сворачивание заготовки в цилиндр; на фиг.4 - формирование пластмассовой изолирующей втулки; на фиг.5 - окончательное разделение коллекторных пластин и установка второй изолирующей втулки.
Предлагаемый способ изготовления коллектора реализуют следующим образом.
Из панты или полосы 1 электропроводного материала (фиг.1) вырубается методом холодной листовой штамповки заготовка, например, в виде звездочки, содержащей пластины 2 и крепежные лепестки 3 и 4, связанные материалом центральной части 5
заготовки. Методом холодной листойой штамповки (фиг:2) вытягивают центральную часть звездочки, загибают крепежные лепестки 3 и 4 и коллекторные пластины 2 формируют в поперечном сечении по радиусу, равному, радиусу готового коллектора. Сворачивают полученную заготовку в цилиндр (фиг.З). Закладывая цилиндрическую заготовку в пресс-форму или литформу (фиг.4), прессуют изолирующую втулку 6.
Можно также вставлять в металлическую заготовку заранее изготовленную изолирующую втулку. Высверливают (фиг.5) часть материала втулки вместе с материалом центральной части металлической заготовки, проводя окончательное разделение пластин, и вставляют внутрь дополнительную изолирующую втулку 7 или после уста- новки на валу двигателя заполняют изолирующим материалом.
Формула изобретения Способ изготовления коллектора электрической машины, согласно которому щтам- пуют в медном листе плоскую заготовку с
сл
о о
CJ
0s 00
коллекторными пластинами и технологической перемычкой, деформируют заготоаку до размещения коллекторных пластин по цилиндрической образующей поверхности. формуют изоляционную пластмассовую втулку, разделяют коллекторные пластины, отличающийся тем, что, с целью
снижения трудоемкости изготовления, при шта чповке коллекторные пластины располагают радиально-направленно из технологической перемычки, а деформирование заготовки выполняют путем одновременного изгиба каждой из пластин по ее продольной оси. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления торцового коллектора электрической машины | 1988 |
|
SU1534588A1 |
| Способ изготовления коллектора электрической машины | 1981 |
|
SU978252A1 |
| Способ изготовления коллектора | 1980 |
|
SU1112460A1 |
| Способ изготовления коллектора | 1988 |
|
SU1640762A1 |
| Способ изготовления коллектора электрической машины | 1983 |
|
SU1098057A1 |
| Способ изготовления коллектора электрической машины | 1984 |
|
SU1275606A1 |
| Коллектор электрической машины | 1981 |
|
SU978250A1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКИХ МАШИН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233518C2 |
| Способ изготовления коллектора электрической машины | 1982 |
|
SU1070631A1 |
| Коллектор для электрической машины | 1982 |
|
SU1069038A1 |
Изобретение относится к технологии изготовления коллектора электрической машины и может быть использовано в электротехнической промышленности. Цель изобретения - снижение трудоемкости изготовления. Из медной ленты или листа вырубают заготовку с коллекторными пластинами, радиально направленными из технологической перемычки, деформируют заготовку путем одновременного изгиба каждой из пластин по ее продольной оси до размещения пластин по цилиндрической образующей поверхности, формуют изоляционную пластмассовую втулку, разделяют коллекторные пластины. 5 ил.
Фиг. 1
| Способ изготовления коллектора электрической машины | 1985 |
|
SU1319124A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
