2ff 2023
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство съема и передачи деталей на токарном автомате | 1989 |
|
SU1712126A1 |
| Инструментальная головка | 1978 |
|
SU742047A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ | 1970 |
|
SU285944A1 |
| Пружинно-пневматическое зажимное устройство | 1981 |
|
SU1028462A1 |
| СПОСОБ УСТАНОВКИ ДЕТАЛЕЙ ТИПА ВТУЛКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288077C1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Приспособление для навивки пружин к токарному станку | 1988 |
|
SU1639849A1 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| Устройство для крепления инструмента в шпинделе станка | 1978 |
|
SU768572A1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
Изобретение относится к обработке материалов резанием, а именно к зажимным устройствам металлорежущих станков. Цель изобретения - повышение надежности закрепления деталей. В шпиндель 1 ввернута резьбовая втулка 23 со ступенчатым отверстием 24 и зубчатым венцом 25. Втулка 23 охватывает тягу 10, связывающую шток 16 поршня 17 с шомполом 6. Торцовые поверхности втулки 23 заключены между выступами 13 и гайкой 12 с зазором, равным ходу разжимного конуса 7. Зубчатый венец 25 связан с вал-шестерней 26, расположенной в полости приводного элемента - шкива 11, и имеет выходящий из торца конец 27 под ключ для регулировок. Вращением за конец 27 вала-шестерни 26 приводится во вращение зубчатый венец 25 втулки 23, которая, перемещаясь относительно шпинделя 1, перемещает дном ступенчатого отверстия 24 шток 16 поршня 17, обеспечивая положение разжимного конуса 7 для надежного закрепления детали. 1 ил.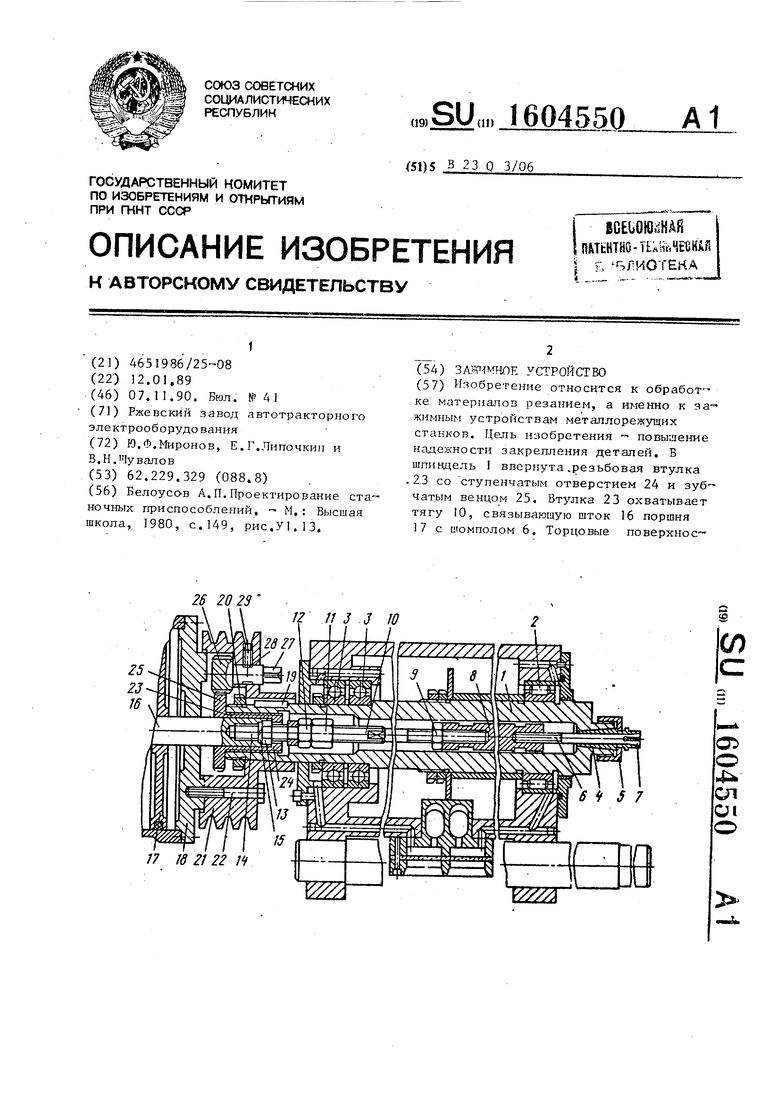
Щ 11 3 J Ю I
17 Ю 21 22 14
ел
о
N.
сл
01
о
У///Л
ти втулки 23 заключены между выступом 13 и гайкой 12 с зазором, равньм ходу разжимного конуса 1 Зубчатый венец 25 связан с вал-шестерней 26, расположенной в полости приводного элемента - шкива 21, и имеет выходящий из торца конец 27 под ключ для регулировок. Вращением за конец 27
16045504
вапа- шестерни 26 приводится во вращение зубчатый венец 25 втулки 23, которая, перемещаясь относительно шпинделя 1/ перемещает дном ступенчатого отверстия 24 шток 16 поршня 17, обеспечивая положение разжимното конуса 7 для надежного закрепления детали, 1 ил...
Изобретение относится к обработке t5 атериахдов резанием, а именно к устойствам для закрепления деталей на еталлорежущий станках.
Целью изобретения является повышеие надежности закрепления деталей. 20
На чертеже изображЬно устройство, родольный разрез.
Шпиндель Ь установленный в о.порах и 3, имеет на пе реднем конце зажим- ангу 4, жестко закрепленную в нем 25 гайкой 5, шомпол 6 с разжимным конусом 7. С шомполом 6 связана резьбовая .Уфта 8 с контргайкой 9, тяга 10 с гайками 11 и 12 и выступом 13, Закан- швается тяга 10 резьбовой частью 14 JQ с шайбой 15, которыми тяга 10 жестко связана со штоком 16 поршня 17 вращающегося пневмоцилиндра 18, На заднем конце шпинделя 1 посредством шпонки 1-9 и гайки 20 крепится приводной эле- мент - шкив 21, Через болты 22 к шкиву 21 крепите корпус пневмоцилиндра 18,.
Внутрь резьбового отверстия шпинделя 1 ввернута резьбовая втулка 23 0 со ступенчатым отверстием 24 и зубчатым вё1щом 25, Торцовые поверхности резьбовой втулки 23 заключены между выступом 13 тяги 10 и гайкой 12 с зазором, равным ходу шомпола 6 с разжимным конусом 7, необходимым для зажатия детали рабочими элементами цанги 4,
Зубчатый венец 25 втулки 23 находится в полости шкива 21 сцеплен с вал-шестерней 26, также находящейся в полости шкива 21, и конец 27 вала под ключ выступает из торца шкива 21, Для фиксации от проворота и осевого непредусмотренного перемещения вал-шестерня 26 имеет проточку 28 и стопорный винт 29,
Для-надежного закрепления детали выполняют тонкую регулировку величи45
0
5
ны зажима детали следующим образом. Предварительно поршень 17 пневмоцилин- дра 18 устанавливают в среднее положение, собирают в жесткую цепь: шток 16, резьбрвая часть 14 тяги 10, резьбовая втулка 23, гайки 12 и 11 с зазором по торцам, например, 4 мм, резьбовая муфта 8 с контргайкой 9, Затем собранный узел концом муфты 8 вво- . ят в шпиндель 1, сближают торцы шкива 21 и пневмоцилиндра 18, Вал- шестерней 26 за конец 27 ввертывают резьбовую втулку 23 в конец шпинделя 1, стягивают болтами 22 шкив 21 с цилиндром 18, Затем через установленную в шпинделе 1 цангу 4 до, упора ввертывают в муфту 8 шомпол 6. Конус 7 пола 6 выступает из цанги 4 на величину несколько большую, чем необходимо для полного зажима детали. Вращая вал- шестерню 26 в обратном направлении, вывинчивают резьбовую втулку 23, перемещая в осевом направлении к приводу через торец втулки 23 и выступ 13 весь блок деталей 6, 8, 10, .16, обеспечивая тонкую регулировку величинЬг зажима детали tia цанге 4 конусом 7 в :пределах установленного зазора между торцовым выступом 13 и гайкой 12 4 мм. Включая пне вмоцилиндр 18 на зажим детали и обрабатывая деталь, -вы- бирают положение конуса шомпола для качественного зажима без деформаций, разрушающих деталь ,в пределах огра- нич:енного хода штока равного 4 мм.
Формула изобретения
Зажимное устройство, содержащее приводной элемент, -размещенный на переднем конце шпинделя зажим и вращающийся пневмоципиндр со штоком, соединенным с зажимом, отличающ е- е с я тем, что, с целью повьш1енйя
51604550
надежности закрепления деталей, при зубчатым венц„м и ступенчатым отвер
водной элемент выполнен в виде закреп-стием, .пневмоцилиндр закреплен на
ленного н-а заднем конце шпинделя шки шкиве, а вал-шестерня кинематически
ва с размещен ным в нем в ал ом-шее т ер-- есвязана с зубчатым венцом резьбовой
ней, при этом в заднем конце шпинде-втулки, которая установлена с возможля выполнено резьбовое отверстие,ностью взаимодействия посредством дна
предназначенное Для установки введен-ступенчатого отверстия со штоком
ной в устройство резьбовой втулки с пневмоцилиндра.
| Белоусо-в А, П | |||
| Проектирование станочных приспособлений | |||
| - М | |||
| : Высшая школа, 1980, с | |||
| Подъемник для выгрузки и нагрузки барж сплавными бревнами, дровами и т.п. | 1919 |
|
SU149A1 |
