Изобрете1ше относится к технологии образования путем ушифования различных зубчатых профилей на плоских из- делиях типа ленточных пил, ножовочных полотен, напильников, мелкомодульных реек и т.По изделий, а также может быть использовано для переточки плоских режунщх инструментов
Целью изобретения является повышение качествл при обработке изделий с мелким шагом и островершинными зубьямИо
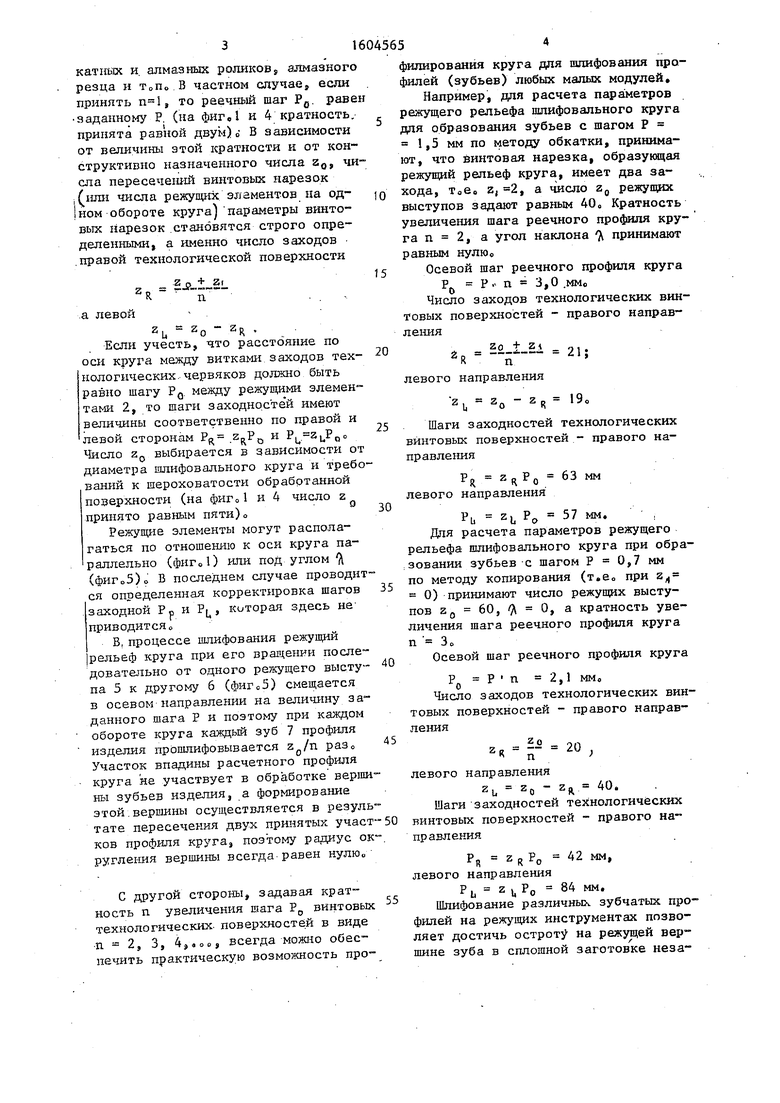
На фиго показан режущий рельеф шлифовального круга, предназначенного для работы по методу обкатки, вид спереди; на фиг о 2 - круг, вид с торца; на фиг„3 - сечение А-А на фиг,1; на фиго4 - режущий рельеф
круга, предназначенного для работы по методу копирования; на фиг«5 - схема образования зубчатого профиля на изделии
Режущий выступ 1 режущей поверхности формируется в виде режущих элементов 2, которые образуются путем проведения винтовых нарезок различного направления: правой 3 и левой 4 таким образом, что в радиальном сечении А-А (фиГоЗ) шаг Р между режущими выступами может быть увеличен с любой кратностью п по отношению к заданному шагу Р, . Р Р (п 2,3,joo)o Именно по этим винтовым нарезкам и производится профилиров; - ние шлифовального круга с помощью любого правящего инструмента - на05
О 4
сд
о ел
катиых и. алмазных роликов $ алмазного резца и ТоПо В частном случае, если принять , то реечньй шаг Р. равен заданному Р. (на фиг,1 и 4 кратность. принята равной двум)р В зависимости от величины этой кратности и от конструктивно назначенного числа z, числа пересечений винтовык нарезок 7или числа режущих эламентов на од- Iном обороте круга) параметры винтовых нарезок .становятся строго определенными а именно число заходов .правой технологической поверхности
2л
+ Zi
R . . , а левой
2и 2о - Z| .
Если учесть, что расстояние по оси круга между витками заходов технологических, червяков должно быть равно шагу PQ. между режупщми элементами 2, то шаги заходно.с теи имеют величины соответственно по правой и
и
левой сторонам Р(- .
Pu 2bPo
Число Zp выбирается в зависимости от диаметра шлифовального круга и требований к шероховатости обработанной поверхности (на фиго1 и 4 число z принято равным пяти)о
Режущие элементы могут располагаться по отношению к оси круга параллельно (фигоО или под углом 91 (фиг.,5) о В последнем случае проводится определенная корректировка шагов
заходной Рр и Рц, которая здесь не приводится
в, процессе шлифования режущт рельеф круга при его вращении после- довательно от одного режущего выступа 5 к другому 6 (фигоЗ) смещается в осевом направлении на величину заданного шага Р и поэтому при каждом обороте круга каждый зуб 7 профиля изделия прошлифовывается раз о Участок впадины расчетного профиля круга не участвует в обработке вершины зубьев изделия, а формирование этой вершины осуществляется в резултате пересечения двух принятых учас ков профиля круга, поэтому радиус о ругления вершины всегда-равен нулю„
С другой стороны, задавая кратность п увеличения шага Р, винтовых технологических. поверхносте.й в виде .ц 2, 3, 4,,ор, всегда можно обеспечить практическую возможность про
фшшрования круга для шлифования профилей (зубьев) любых малых модулей.
Например, для расчета параметров режущего рельефа шлифовального круга для образования зубьев с шагом Р 1,5 мм по методу обкатки, принимают, что винтовая нарезка, образующая режущий рельеф круга, имеет два захода, Тоео 2, 2, а число Zg режущих выступов задают равным 40. Кратность увеличения шага реечного профиля круга п 2, а угол наклона принимают равным нулюо
Осевой шаг реечного профиля круга
п 3,0 .ммо
заходов технологических винтовых поверхностей - правого направления
Zo t ZА о , .
R --r- левого направления
Z,, Zo - z 19о
Шаги заходностей технологических винтовых поверхностей - правого направления
РО
Число
0
5
63 мм
50
левого направления
PU 2 Р 57 мм. :
Для расчета параметров режущего рельефа шлифовального круга при обра- .зовании зубьев с шагом Р 0,7 мм по методу копирования (т.ео при z 0) принимают число режуш 1х выступов z 60, /Д О, а кратность увеличения шага реечного профиля круга
п Зо
Осевой шаг реечного профиля круга
п 2,1 мм.
заходов технологических винтовых поверхностей - правого направления
.
левого направления
Zb ZD - Zft 40. Шаги заходностей технологических винтовых поверхностей - правого направления
РО Р
Число
Z R РО
: 42 мм.
левого направления
uPo
84 мм,
Шлифование различных зубчатых профилей на режущих инструментах позволяет достичь острот на режущей вершине зуба в сплошной заготовке неза(j , -e,oK „.e«eBO Обрабатываемой поверхности,...
-г„ , в „ „ „Ч
Формула
и
3 о б р е т е
н и я
п
п

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления червячной фрезы | 1986 |
|
SU1364415A1 |
| Фреза червячная незатылованная и способ ее изготовления | 1986 |
|
SU1360924A1 |
| Способ шлифования зубьев ножовочных полотен | 1981 |
|
SU986734A1 |
| СПОСОБ ШЛИФОВАНИЯ ЗУБЬЕВ НОЖОВОЧНЫХ ПОЛОТЕН | 1995 |
|
RU2089357C1 |
| Способ обработки шлицевых отверстий | 1987 |
|
SU1657293A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Резьбошлифовальный станок Ткачика | 1990 |
|
SU1754358A1 |
| Способ заточки режущего инструмента | 1982 |
|
SU1066783A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |

Изобретение предназначено для получения зубьев на плоских изделиях типа ленточных пил, ножовочных полотен, напильников, мелкомодульных реек и т.п. изделий, а также может быть использовано для переточки плоских режущих инструментов. Целью изобретения является повышение качества при обработке изделий с мелким шагом и островершинными зубьями. Способ шлифования реализуется с использованием шлифовального круга, режущие выступы которого образованы посредством выполнения винтовых нарезок в двух противоположных направлениях. Осевой шаг режущих выступов в целое число раз больше шага нарезки обрабатываемого инструмента, а параметры винтовых нарезок - число заходов и шаг - выбирают в зависимости от принятого метода обработки изделия по определенным соотношениям, учитывающим конструктивные параметры обрабатываемых изделий. 5 ил.
Способ шлифования зубчатых режупщх инструментов, при котором берут шлифовальный круг с цшшвдрической рабочей поверхностью в виде чередующихся режущих выступов, расположенных по кольцевой линии, вводят его в контакт с обрабатываемым инструментом и сообщают им относительное перемещение, о т- личающийся тем, что, с целью повышения качества при обработке изделий с мелким шагом и остро- верпшнными зубьями, берут круг в котором режущие выступы образованы посредством винтовых нарезок в двух противоположных направлениях, при этом осевой шаг режущих выступов выбирают в целое число раз больше шага нарезки обрабатываемого инструмента.
2 I 333
Фиг,3
5
0
5
где
Ч
Z.
и
0 Z,
R L 2j.. Pg,
числа заходов соответственно правой и левой винтовых нарезок; - число пересечений винтовых нарезок; число заходов режущих выступов (2j О доя круга, работающего по методу копирования); величина превышения осевого шага винтовых нарезок по отношению к шагу изделия;
шаги соответственно правой н левой нарезок; осевой шаг режущих выступов о
Фа г. 2
Фигл
Фив. 5
| Шлифовальный круг | 1981 |
|
SU986766A1 |
