Обойма 7 обгонной муфты жестко соединена с приводным диском 6, а звездочка 9 жестко закреплена на валу 2. Инерционные ролики установлены на осях 16 с возможностью вращения. Оси 16 жестко закреплены на ползунах 17. Две пары роликов имеют постоянный радиус инерции, а две другие - регулируемый. В зависимости от заранее рассчитанного угла доворота правящего инструмента 5 относительно приводного диска 6 устанавливают требуемый радиус
инерции. Величина угла доворота определяет параметр формируемого макрорельефа. Вращение приводного диска 6 через обгонную муфту передается правящему инструменту и инерционным роликам, которые, обкатываясь по колесам 10 и 11, создают силы инерции, заснет которых увеличивается их угловая скорость. Вследствие этого увеличивается угловая скорость правящего инструмента и происходит доворот на требуемый угол.2 ил.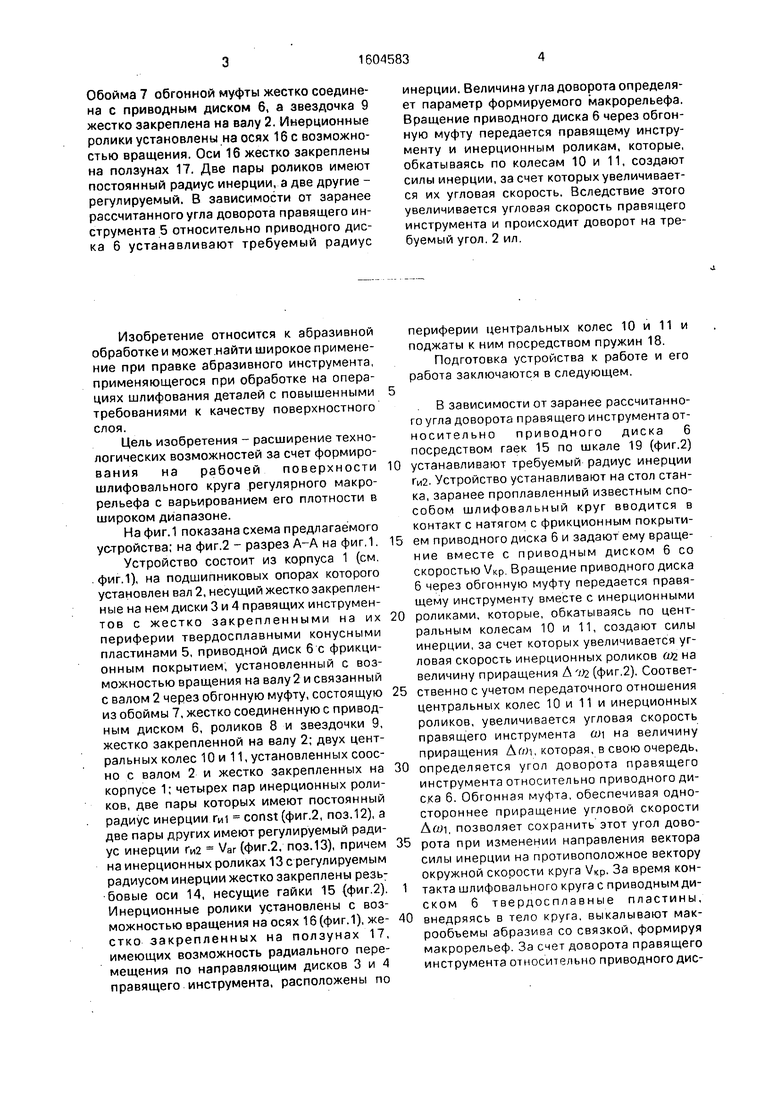
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки шлифовального круга | 1984 |
|
SU1220761A1 |
| Устройство для правки шлифовального круга | 1982 |
|
SU1114535A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2105656C1 |
| Способ правки шлифовального круга | 1982 |
|
SU1060446A1 |
| Способ правки шлифовального круга | 1987 |
|
SU1493447A1 |
| БЕСЦЕНТРОВЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК | 1948 |
|
SU84945A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА ИМПУЛЬСНОЙ СТРУЕЙ | 2009 |
|
RU2407627C2 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА ИМПУЛЬСНОЙ СТРУЕЙ | 2009 |
|
RU2407626C2 |
| Способ правки шлифовального круга | 1986 |
|
SU1399098A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА ВОДОЛЕДЯНОЙ СТРУЕЙ | 2009 |
|
RU2407624C2 |
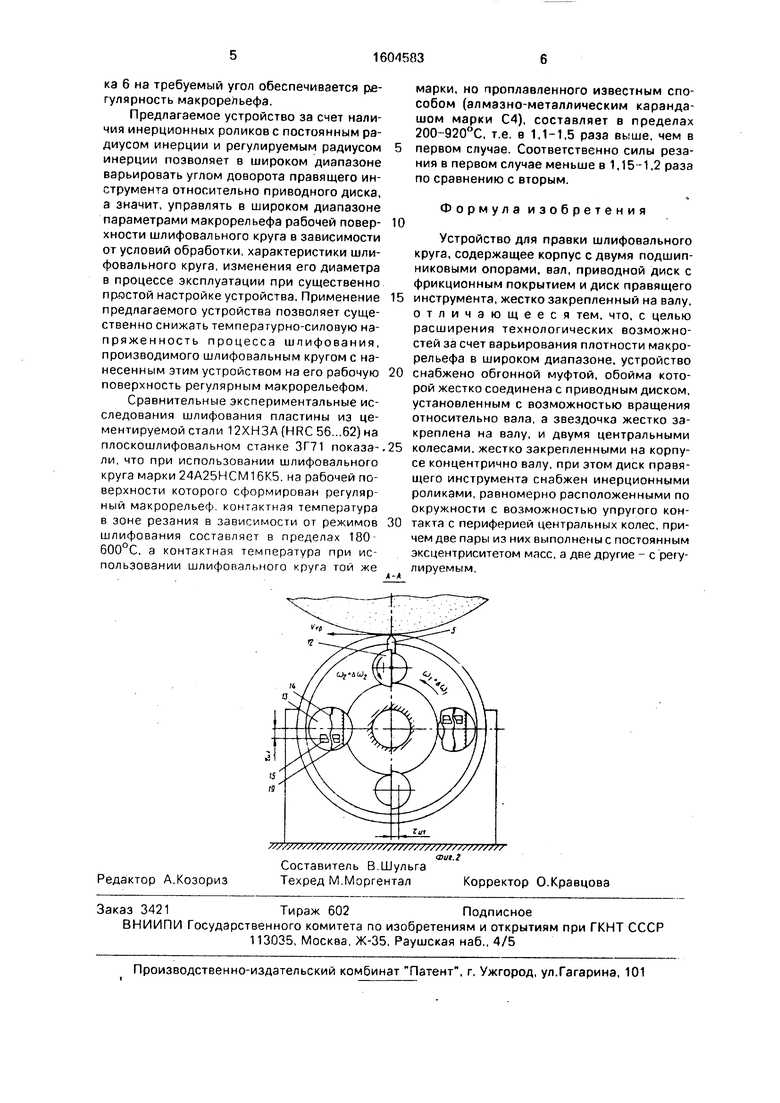
Изобретение относится к абразивной обработке и может найти широкое применение при правке абразивного инструмента, используемого на операциях шлифования с повышенными требованиями к качеству поверхностного слоя. Целью изобретения является расширение технологических возможностей за счет формирования на рабочей поверхности шлифовального круга регулярного макрорельефа с варьированием его плотности в широком диапазоне. Устройство содержит корпус 1, приводной диск 6 с фрикционным покрытием, установленный на валу 2, обгонную муфту, центральные колеса 10 и 11, диски правящих инструментов 3 и 4, инерционные ролики 12, 13. Обойма 7 обгонной муфты жестко соединена с приводным диском 6, а звездочка 9 жестко закреплена на валу 2. Инерционные ролики установлены на осях 16 с возможностью вращения. Оси 16 жестко закреплены на ползунах 17. Две пары роликов имеют постоянный радиус инерции, а две другие - регулируемый. В зависимости от заранее рассчитанного угла доворота правящего инструмента 5 относительно приводного диска 6 устанавливают требуемый радиус инерции. Величина угла доворота определяет параметр формируемого макрорельефа. Вращение приводного диска 6 через обгонную муфту передается правящему инструменту и инерционным роликам, которые, обкатываясь по колесам 10 и 11, создают силы инерции, за счет которых увеличивается их угловая скорость. Вследствие этого увеличивается угловая скорость правящего инструмента и происходит доворот на требуемый угол. 2 ил.
Изобретение относится к абразивной обработке и может .найти широкое применение при правке абразивного инструмента, применяющегося при обработке на операциях шлифования деталей с повышенными требованиями к качеству поверхностного
слоя.
Цель изобретения - расширение технологических возможностей за счет формирования на рабочей поверхности шлифовального круга регулярного макрорельефа с варьированием его плотности в широком диапазоне.
На фиг.1 показана схема предлагаемого устройства: на фиг.2 - разрез А-А на фиг.1. Устройство состоит из корпуса 1 (см. фиг.1), на подшипниковых опорах которого установлен вал 2, несущий жестко закрепленные на нем диски 3 и 4 правящих инструментов с жестко закрепленными на их периферии твердосплавными конусными пластинами 5, приводной диск 6с фрикционным покрытием, установленный с возможностью вращения на валу 2 и связанный с валом 2 через обгонную муфту, состоящую из обоймы 7, жестко соединенную с приводным диском 6, роликов 8 и звездочки 9, жестко закрепленной на валу 2; двух центральных колес 10 и 11, установленных соос- но с валом 2 и жестко закрепленных на корпусе 1; четырех пар инерционных роликов, две пары которых имеют постоянный радиус инерции Ги1 const (фиг.2, поз.12), а две пары других имеют регулируемый радиус инерции ги2 Var (фиг.2, П03.13), причем на инерционных роликах 13 с регулируемым радиусом инерции жестко закреплены резьбовые оси 14, несущие гайки 15 (фиг.2). Инерционные ролики установлены с возможностью вращения на осях 16 (фиг.1), жестко закрепленных на ползунах 17 имеющих возможность радиального перемещения по направляющим дисков 3 и 4 правящего инструмента, расположены по
периферии центральных колес 10 и 11 и поджаты к ним посредством пружин 18.
Подготовка устройства к работе и его работа заключаются в следующем.
В зависимости от заранее рассчитанного угла доворота правящего инструмента от- носительно приводного диска 6 посредством гаек 15 по шкале 19 (фиг.2) 0 устанавливают требуемый радиус инерции Ги2. Устройство устанавливают на стол станка, заранее проплавленный известным способом шлифовальный круг вводится в контакт с натягом с фрикционным покрыти- 5 ем приводного диска 6 и задают ему вращение вместе с приводным диском 6 со скоростью Укр. Вращение приводного диска 6 через обгонную муфту передается правя- ш,ему инструменту вместе с инерционными 0 роликами, которые, обкатываясь по центральным колесам 10 и 11, создают силы инерции, за счет которых увеличивается угловая скорость инерционных роликов ад на величину приращения Л i)2 (фиг.2). Соответ- 25 ственно с учетом передаточного отношения центральных колес 10 и 11 и инерционных роликов, увеличивается угловая скорость правящего инструмента на величину приращения Awi, которая, в свою очередь, 30 определяется угол доворота правящего инструмента относительно приводного диска 6. Обгонная муфта, обеспечивая одностороннее приращение угловой скорости Дол, позволяет сохранить этот угол дово- 35 рота при изменении направления вектора силы инерции на противоположное вектору окружной скорости круга . За время кон- 1 такта шлифовального круга с приводным диском 6 твердосплавные пластины, 40 внедряясь в тело круга, выкалывают макрообъемы абразива со связкой, формируя макрорельеф. За счет доворота правящего инструмента относительно приводного диска 6 на требуемый угол обеспечивается регулярность макрорельефа.
Предлагаемое устройство за счет наличия инерционных роликов с постоянным радиусом инерции и регулируемым радиусом инерции позволяет в широком диапазоне варьировать углом доворота правящего инструмента относительно приводного диска, а значит, управлять в широком диапазоне параметрами макрорельефа рабочей повер- хности шлифовального круга в зависимости от условий обработки, характеристики шлифовального круга, изменения его диаметра в процессе эксплуатации при существенно простой настройке устройства. Применение предлагаемого устройства позволяет существенно снижать температурно-силовую на- пряженность процесса шлифования, производимого шлифовальным кругом с нанесенным этим устройством на его рабочую поверхность регулярным макрорельефом.
Сравнительные экспериментальные исследования шлифования пластины из цементируемой стали 12ХНЗА (HRC 56...62) на плоскошлифовальном станке ЗГ71 показали, что при использовании шлифовального круга марки 24А25НСМ16К5. на рабочей поверхности которого сформирован регулярный макрорельеф, контактная температура в зоне резания в зависимости от режимов шлифования составляет в пределах 180- 600°С, а контактная температура при использовании шлифовального круга той же
марки, но проплавленного известным способом (алмазно-металлическим карандашом марки С4), составляет в пределах 200-920°С, т.е. в 1,1-1,5 раза выше, чем в первом случае. Соответственно силы резания в первом случае меньше в 1,15-1,2 раза по сравнению с вторым.
Формула изобретения
Устройство для правки шлифовального круга, содержащее корпус с двумя подшипниковыми опорами, вал, приводной диск с фрикционным покрытием и диск правящего инструмента, жестко закрепленный на валу, отличающееся тем, что, с целью расширения технологических возможностей за счет варьирования плотности макрорельефа в широком диапазоне, устройство снабжено обгонной муфтой, обойма которой жестко соединена с приводным диском, установленным с возможностью вращения относительно вала, а звездочка жестко закреплена на валу, и двумя центральными колесами, жестко закрепленными на корпусе концентрично валу, при этом диск правящего инструмента снабжен инерционными роликами, равномерно расположенными по окружности с возможностью упругого контакта с периферией центральных колес, причем две пары из них выполнены с постоянным эксцентриситетом масс, а две другие - с регулируемым.
-Г
| Устройство для правки шлифовального круга | 1982 |
|
SU1114535A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
