Изобретение относится к машиностроению и может быть использовано при правке шлифовальных кругов для шлифования деталей из труднообрабатываемых материалов
Целью изобретения является формирование на рабочей поверхности шлифовального круга регулярного макрорельефа
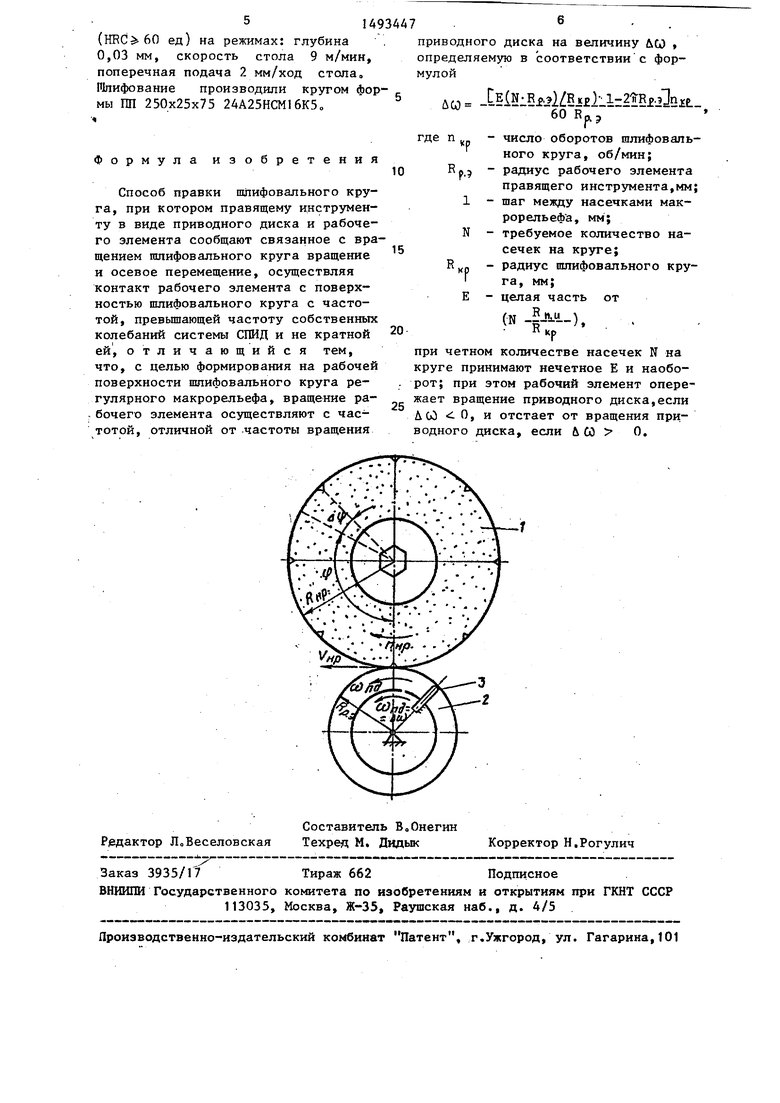
На чертеже представлена схема правки по предлагаемому способу
Для прдвки шлифовального круга 1, рращающегося с числом оборотов п, используется правящий инстрзгмент, состоящий иэ приводного фрикционного диска 2, находящегося в контакте с шлифовальным кругом 1 и вращающегося с частотой СО п.о рабочего элемента 3, в ращающегося с частотой, превышающей или запаздывающей от частоты вращения приводного диска на величину ДСО о Рабочий элемент несет правящие элементы, которые при введении их в контакт с шлифовальным кругом и подаче на врезание производят профилирование рабочей поверхности шлифовального круга 1,, {формирование макрорельефа его режущей поверхности При этом величина приращения частоты вращения рабочего элемента определяется, как
l&q) ЛОЗ -тс,
П. ц
СО СО 4 4
(1)
где йц - приращение угла разворо- та рабочего элемента к углу разворота ц шлифовального круга, имею- щего радиус R кр var, за время одного оборота правящего инструмента, имеющего радиус RB.U const; п u время одного оборота правящего инструмента,, При этом приращение угла разворота йЦ) рабочего элемента можно определить как отношение разности сум- мы длин шагов между насечками и периметром правящего инструмента к радиусу круга RKP а именно
iNj:. .LiLj, (2)
кр
ulp
где
R
R,
N. E(N . ), E(N. .) -н 1«,
КцрKj-p
N - требуемое количество насечек на рабочей поверхности шлифовального круга,
а время одного оборота правящего
инструмента как
Л 60 Rn.u п™ °
Подставляя выражения для utp и Гм.ц в выражение (О, получим развернутое выражение для U Q
.. ,
UCO
60 R
n.u
(3)
правка круга осуществляется следующим образомо
Исходя из требуемых условий иши- фования, задают шаг насечки и в зависимости от радиуса круга R,- определяют количество насечек N на рабочей поверхности шлифовального круга,, По полученному N корректируют шаг 1 между насечками и по выражению (2) определяют N ,, причем,если число насечек N на круге четное, то NJ выбирают нечетным, и наоборот„ В соответствии с выражением (З) и выбранным N( определяют приращение частоты вращения рабочего элемента 3 к. частоте СОп.ращения приводного диска 2 о Затем вводят коррекцию 6О на частоту вращения рабочего элемента, при этом приращение
. to is20
«,
25
30
)
35
40
Л СО должно совпадать с направлением вращения правящего инструмента при N,- 1 - 2 ii Rn y : О и противоположным направлению вращения при N,- 1 - - 2 ii Rn,n О, При связанном вращении круга 1 и приводного диска 2 приводится во вращение рабочий элемент 3 с частотой, превьш1ающей или запаз- дьгаающей на величину UG) от вращения правящего инструмента, последний, внедряясь в тело круга, выкалыва- ет макрообъемы абразива со связкой, формируя тем самым регулярный макрорельеф.
Коррекция частоты вращения рабочего элемента позволяет формировать на рабочей поверхности круга заранее заданный регулярный макрорельеф в зависимости от требуемых температур- но-динамических характеристик шлифования. Кроме того, предлагаемый способ прост в исполнении и позволяет производить насечку на рабочих скоростях круга
Испытания предлагаемого способа правки производились на плоскощли- фовапьном станке ЗГ71„ Производили правку шлифовального круга диаметром мм правящим инструментом диаметром 100 мм. На круге (исходя из тем- пературно-динамических характеристик шлифования стали 12Х2Н4А) необходимо было сформировать 16 равномерно расположенных насечеко Частота вращения шпинделя станка составляла 2880 об/мино Расчет способа правки:
g irR tt Тб кр Так как N - четное, принимаем N не45
1
N,
N
41,2 мм; 7,6.
четным.
7,
UW
N,
. NII
60 24,58 .
R
V1.U
Частота входа в контакт рабочего элемента правящего инструмента с поверхностью шлифовального круга при формировании регулярного макрорельефа составляла ПО Гц, что пре- вьш1ает собственную частоту спектра частот плоскошлифовального станка, равную 100 Гц, в 1,1 раза. После правки производили шлифование плоских образцов из стали 12Х2Н4А
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки шлифовального круга | 1988 |
|
SU1604583A1 |
| Устройство для правки шлифовального круга | 1984 |
|
SU1220761A1 |
| Устройство для правки шлифовального круга | 1982 |
|
SU1114535A1 |
| Способ правки шлифовального круга | 1982 |
|
SU1060446A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2105656C1 |
| Устройство для правки шлифовального круга | 1982 |
|
SU1033299A1 |
| Способ правки шлифовального круга | 1986 |
|
SU1399098A1 |
| Способ правки шлифовального круга | 1985 |
|
SU1266716A1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА ВОДОЛЕДЯНОЙ СТРУЕЙ | 2009 |
|
RU2407625C2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА ВОДОЛЕДЯНОЙ СТРУЕЙ | 2009 |
|
RU2407624C2 |
Изобретение относится к машиностроению и может быть использовано при правке шлифовальных кругов для шлифования деталей из труднообрабатываемых материалов. Целью изобретения является формирование на рабочей поверхности шлифовального круга регулярного макрорельефа. Для этого рабочему элементу 3 правящего инструмента сообщают связанное с вращением шлифовального круга 1 вращение и приводят в контакт его рабочую поверхность с поверхностью шлифовального круга с частотой, превышающей собственную частоту колебаний системы СПИД и не кратной ей. Вращение рабочему элементу 3 правящего инструмента передается от находящегося в контакте с шлифовальным кругом фрикционного приводного диска 2, вращающегося с частотой ωпд. Вращение рабочего элемента осуществляется с частотой, отличной от частоты вращения приводного диска на величину Δω, определяемую из математического выражения. 1 ил.
| Способ правки шлифовального круга | 1979 |
|
SU854697A1 |
