1
(21)4607035/25-27 (22)22.11.88 (46)15.11.90. Бюл. №42
(71)Научно-производственное обьединение АНИТИМ
(72)В.М.Бояшко и А.В.Траутвейн (53)621.791.77(088.8)
(56)Авторское свидетельство СССР N: 610636, кл. В 23 К 13/00, 1976.
(54) УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ ИНДУКЦИОННОЙ НАПЛАВКИ
(57)Изобретение относится к сварочному производству и может быть использовано для наплавки и термообработки деталей машин. Цель изобретения - повышение качества наплавки. Деталь 10 из загрузочного устройства 3 подается шибером 12. Кулачок
13 упирается в выступ 8, и упор 14 и поворачивает двуплечий рычаг. Деталь 10 вводится между основанием 2 и рычагом 7 с зазором по отношению к основанию 2. При дальнейшем ходе выступ 8 выходит из взаимодействия с кулачком 13 и деталь 10 зажимается с помощью пружины 9. При обратном ходе шибера 12 кулачок 13 упирается в выступ 8, поворачивается вокруг шарнира, а затем под действием собственного веса приходит в исходное положение. На позиции выгрузки детали 10 выступ 8, опираясь на копир, раскрывает захват и деталь под собственным весом падает в тару. Качество наплавки повышается за счет исключения износа элементов базирования детали, а также за счет базирования по наплавляемой поверхности. 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая поточная линия для наплавки | 1972 |
|
SU440229A1 |
| Магазинное загрузочное устройство | 1985 |
|
SU1281375A1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1991 |
|
RU2023566C1 |
| Загрузочно-разгрузочное устройство к горизонтальному поворотному столу | 1984 |
|
SU1180226A1 |
| Устройство для подачи деталей | 1983 |
|
SU1152098A1 |
| Установка для автоматической индукционной наплавки | 1976 |
|
SU610636A1 |
| Устройство непрерывной резки хрупких заготовок | 1986 |
|
SU1320180A1 |
| Автоматическое приспособление длябАзиРОВАНия и зАжиМА дЕТАлЕй | 1979 |
|
SU846231A1 |
| Способ установки деталей и устройство для его осуществления | 1988 |
|
SU1577936A1 |
| Загрузочный ротор | 1989 |
|
SU1646783A1 |

Изобретение относится к сварочному производству и может быть использовано для наплавки и термообработки деталей машин. Цель изобретения - повышение качества наплавки. Деталь 10 из загрузочного устройства 3 подается шибером 12. Кулачок 13 упирается в выступ 8 и упор 14 и поворачивает двуплечий рычаг. Деталь 10 вводится между основанием 2 и рычагом 7 с зазором по отношению к основанию 2. При дальнейшем ходе выступ 8 выходит из взаимодействия с кулачком 13 и деталь 10 зажимается с помощью пружины 9. При обратном ходе шибера 12 кулачок 13 упирается в выступ 8, поворачивается вокруг шарнира, а затем под действием собственного веса приходит в исходное положение. На позиции выгрузки детали 10 выступ 8, опираясь на копир, раскрывает захват и деталь под собственным весом падает в тару. Качество наплавки повышается за счет исключения износа элементов базирования детали, а также за счет базирования по наплавляемой поверхности. 3 ил.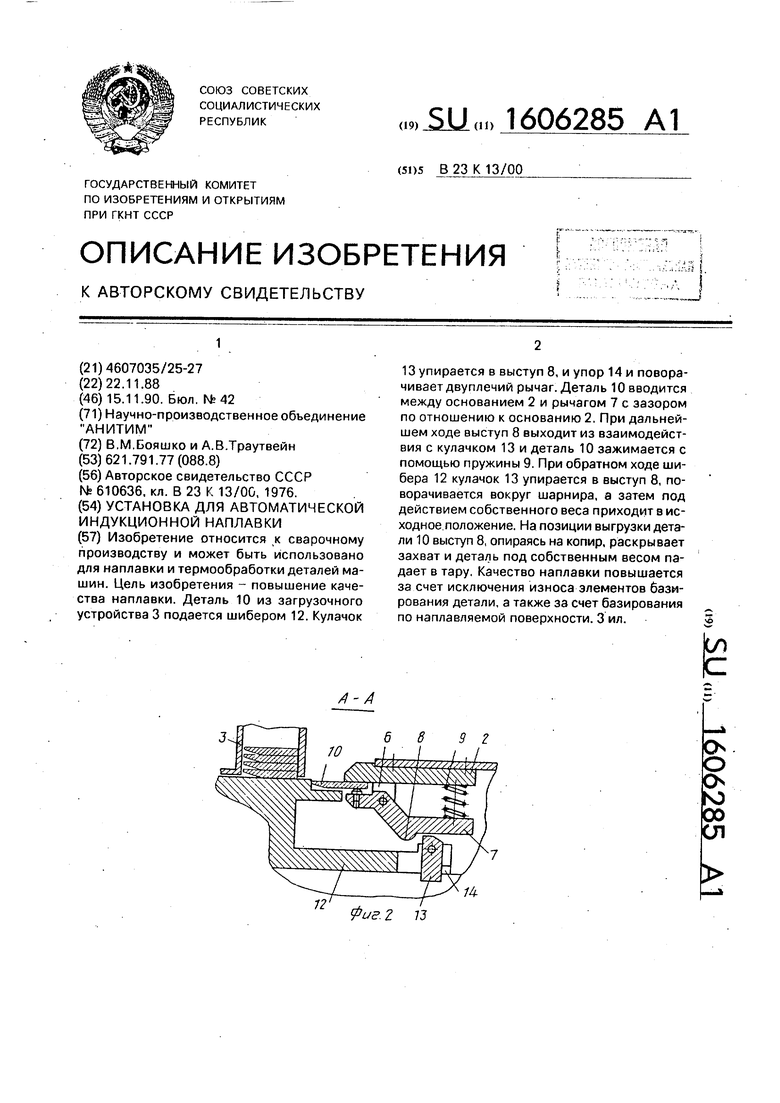
риг. 2 13
6 S 92
О
о
о ю
00
ел
Изобретение относится к сварочному производству, в частности к устройствам для наплавки, и может быть использовано для наплавки и термообработки деталей.
Цель изобретения - повышение качест- ва наплавки.
На фиг,1 изображена предлагаемая установка для автоматической индукционной наплавки, вид сверху: на фйг.2 - разрез А-А на фиг.1; на фиг.З-вид Б нафиг.1.
Установка для наплавки содержит станину 1, на которой смонтировано поворотное основание 2 и установленные по ходу технологического процесса загрузочное устройство 3, дозатор 4 для мерного нанесе- ния слоя шихты и индуктор 5. На нижней поверхности поворотного основания 2 жестко крепится опора 6, к которой шарнирно присоединен прижим в виде двуплечего рычага 7 с полусферическим выступом 8. Между опорой 6 и рычагом 7 установлена пружина 9. На станине 1, на позиции выгрузки детали 10 установлен копир 11. Загрузочное устройство 3 снабжено подвижным шибером 12, на котором установлены поворотный кулачок 13 и упор 14. Кулачок 13 выполнен в виде двуплечего рычажка с неуравновешенными плечами.
Установка для автоматической наплавки работает следующим образом.
Деталь 10 из загрузочного устройства 3 подается шибером 12 вправо (фиг.2), при этом кулачок 13 упирается в выступ 8 и упор 14 и поворачивает двуплечий рычаг. Деталь 10 вводится между основанием 2 и двупле- чим рычагом 7 с зазором в 2-3 мм по отношению к основанию 2, при дальнейшем ходе полусферический выступ 8 выходит из
взаимодействия с кулачком 13 и деталь 10 зажимается с помощью пружины 9.
При ходе шибера 12 справа налево кулачок 13 упирается в выступ 8, поворачивается вокруг шарнира, а затем под действием собственного веса приходит в исходное положение. На позиции выгрузки детали полусферический выступ 8 двуплечего рычага 7, опираясь на копир 11, раскрывает захват и деталь 10 под собственным весом падает в тару.
Предлагаемая установка для автоматической наплавки позволяет повысить качество наплавки за счет исключения износа элементов базирования детали, а также за счет базирования по наплавляемой поверхности.
Формула изобретения
Фиг. 1
Вид в
ГГ
