(54) АВТОМАТИЧЕСКОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ БАЗИРОВАНИЯ
И ЗАЖИМА ДЕТАЛЕЙ
I
Изобретение относится к станкостроению, в частности к приспособлениям для металлообрабатывающих станков.
Наиболее близким к предлагаемому является автоматическое приспособление для базирования и зажима деталей, содержащее базовые элементы, выдвижной поворотный прихват и подвижный кулачок привода зажима, который перемещает прихват к зажимаемой детали, после чего наклонный скос кулачка, взаимодействуя с прихватом, поворачивает его и этим осуществляет зажим детали между неподвижным базовым элементом приспособления и прихватом (}.
Недостатком данного приспособления является невысокая надежность установки детали в приспособлений в случае использования прихвата в качестве выдвижной базы.
Цель изобретения - повышение надежности базирования детали путем поджима детали к прихвату и фиксации последнего.
Для достижения указанной цели прих ват снабжен двуплечим рычагом для поджима одним плечом детали к прихвату, а кулачок установлен с возможностью взаимодействия со вторым плечом двуплечего рычага и с прихватом.
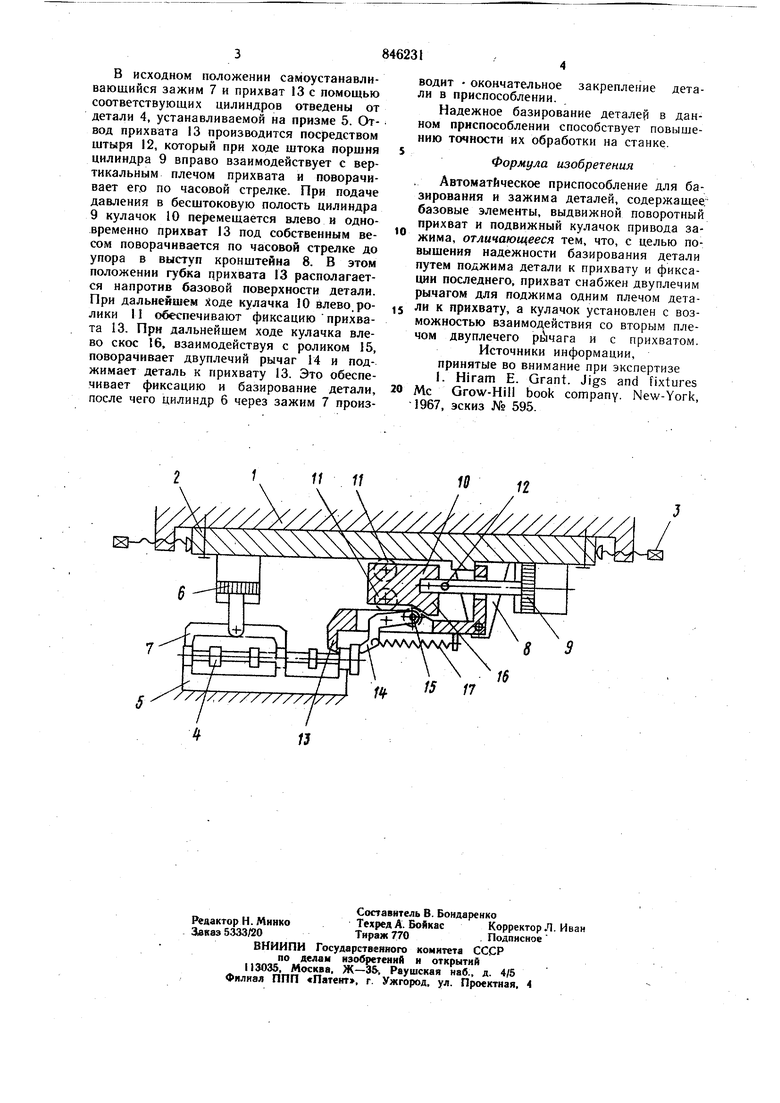
На чертеже изображено предлагаемое приспособление.
Приспособление содержит корпус I с подвижной плитой 2, перемещаемой регулировочными винтами 3. Обрабатываемая деталь 4, например распределительный вал, установлена на неподвижную призму 5. На . плите 2 установлен цилиндр 6 зажима, связанный самоустанавливающимся зажимом
to 7. Кроме того, на плите 2 имеется кронщтейн : 8 н цилиндр 9 фиксации, связанный с кулачком 10, имеющим рпорные ролики П. На штоке цилиндра 9 установлен щтырь 12. Выдвижной по-воротный прихват 13 имеет Г-образую форму. Ось вращения прихвата
15 закреплена в кронщтейне 8- На прихвате установлен поворотный двуплечий рычаг 14, один конец которого взаимодействует с деталью, а другой, снабженный роликом 15, - с скосом 16 кулачка 10. Рычаг 14 также взаимодействует, с пружиной 17, установленной на прихвате 13.
Приспособление работает следующим образом.
В исходном положении самоустанавливающийся зажим 7 и прихват 13 с помощью соответствующих цилиндров отведены от детали 4, устанавливаемой на призме 5. Отвод прихвата 13 производится посредством штыря 12, который при ходе штока поршня цилиндра 9 вправо взаимодействует с вертикальным плечом прихвата и поворачивает его по часовой стрелке. При подаче давления в бесштоковую полость цилиндра 9 кулачок 10 перемещается влево и одновременно прнхват 13 под собственным весом поворачивается по часовой стрелке до упора в выступ кронштейна 8. В этом положении губка прихвата 13 располагается напротив базовой поверхности детали. При дальнейшем Ходе кулачка 10 влево, ролики II обеспечивают фиксацию прихвата 13. При дальнейшем ходе кулачка влево скос 16, взаимодействуя с роликом 15, поворачивает двуплечий рычаг 14 и поджимает деталь к прихвату 13. Это обеспечивает фиксацию и базирование детали, после чего цилиндр 6 через зажим 7 производит окончательное закрепле гие детали в приспособлении.
Надежное базирование деталей в данном приспособлении способствует повышению точности их обработки на станке.
Формула изобретения
. Автоматическое приспособление для базирования и зажима деталей, содержащее; базовые элементы, выдвижной поворотный прихват и подвижный кулачок привода зажнма, отличающееся тем, что, с целью повышения надежности базирования детали путем поджима детали к прихвату и фиксации последнего, прихват снабжен двуплечим рычагом для поджима одним плечом детали к прихвату, а кулачок установлен с возможностью взаимодействия со вторым плечом двуплечего рь1чага и с прихватом.
Источники информации, принятые во внимание при экспертизе 1. Hiram Е. Grant. Jigs and fixtures
Me Grow-Hill book company. New-York, 1967, эскиз № 595.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая поточная линия | 1986 |
|
SU1395461A1 |
| Способ установки деталей и устройство для его осуществления | 1988 |
|
SU1577936A1 |
| Наладка тисков | 1989 |
|
SU1719192A1 |
| Механизм для фиксации наконечника выводного конца к устройству для припайки его к катушке электрической машины | 1990 |
|
SU1838862A3 |
| Линия спутникового типа | 1989 |
|
SU1646798A1 |
| Устройство непрерывной резки хрупких заготовок | 1986 |
|
SU1320180A1 |
| Устройство для сборки тонкостенных изделий | 1974 |
|
SU524654A1 |
| Устройство для зажима деталей | 1988 |
|
SU1549716A1 |
| Механизм базирования приспособленияспутника | 1974 |
|
SU519313A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
s- V , -fea
