изобретение относится к цепям для цепных завес вращающихся печей, используемых в процессе производства цемента по мокрому способу.
Цель изобретения - повышение точности звена цепи..
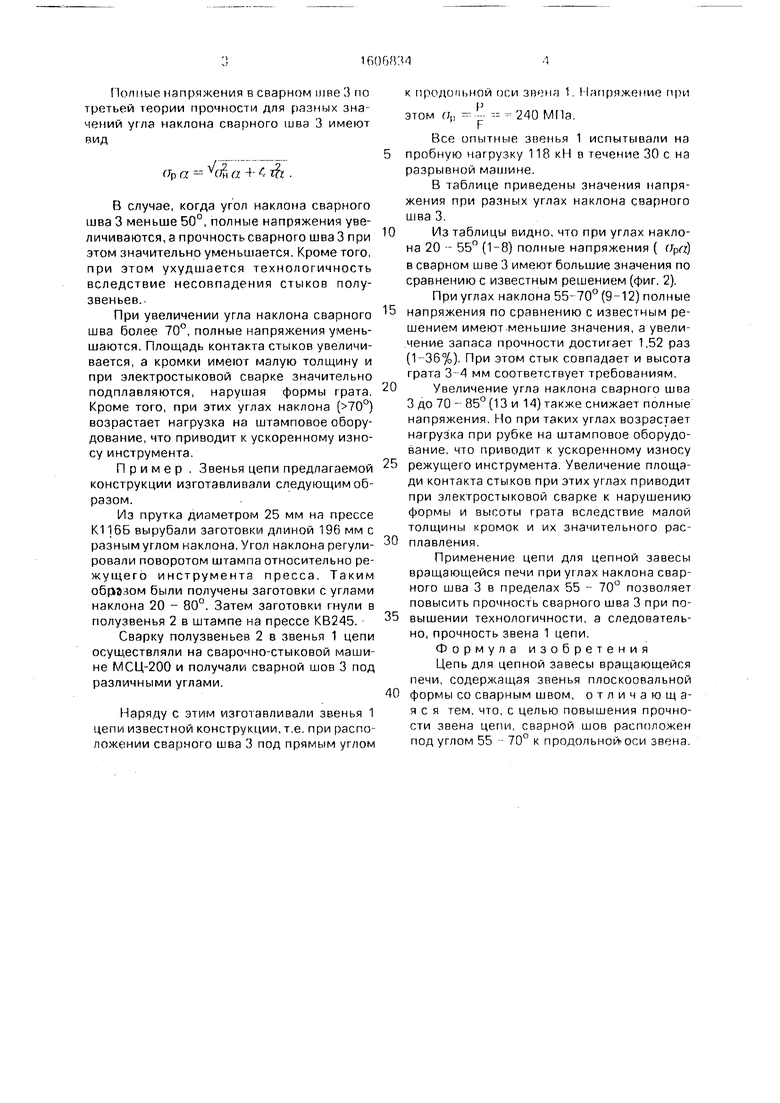
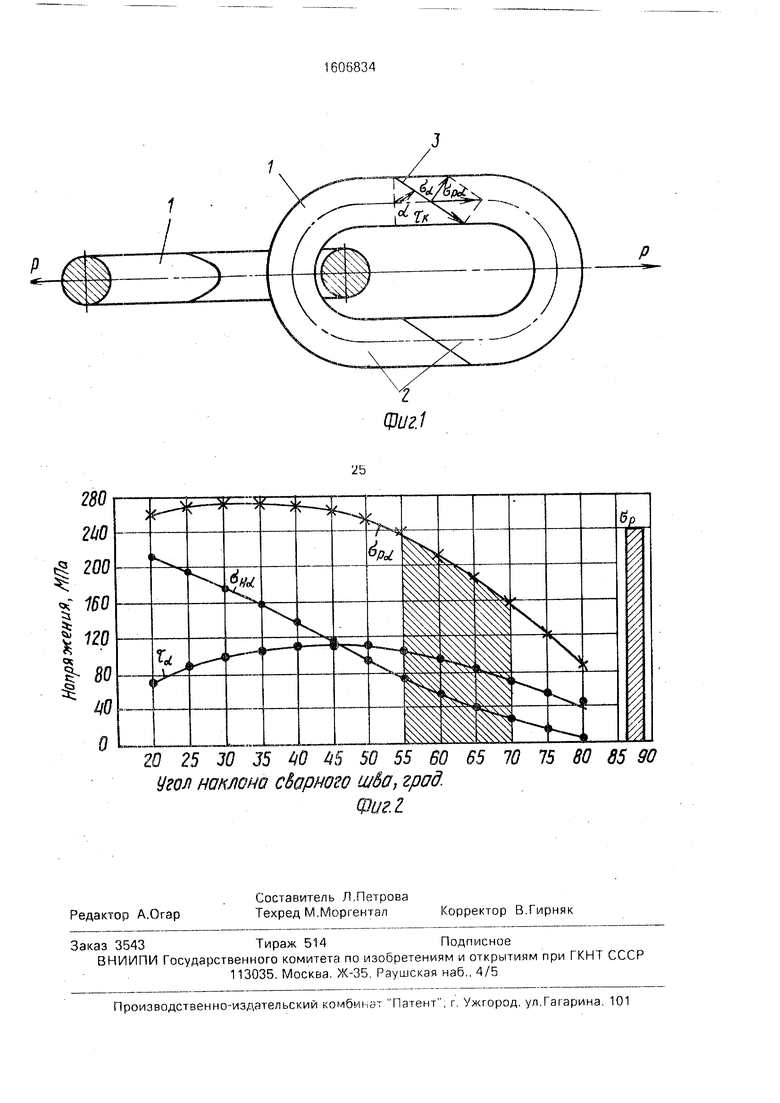
На фиг. 1 показана цепь, общий вид; на фиг. 2 - график распределения напряжений в сварном шве при постоянной растягивающей силе в зависимости от его угла наклона.
Цепь содержит звенья 1 плоскоовальной формы, образованные полузвеньями 2, соединенными при помощи электростыковой сварки с образованием взаимосвязанного соединения посредством сварного шва 3. Сварной шов образован вследствие среза полузвеньев в стыковом соединении под углом к продольной оси звена в пределах 55-70°.
Расположение сварного шва под углом к продольной оси звена 1 обеспечивается в процессе изготовления рубкой прутка под заданным углом к оси прутка с использованием серийного оборудования.
Расположение сварного шва под углом к продольной оси звена 1 в диапазоне 5570° увеличивает площадь стыка (среза), что, в свою очередь, увеличивает прочность сварного шва 3. Поскольку площадь сварного шва 3 увеличивается, это приводит к снижению удельных напряжений (нагрузки) на сварочный шов 3, обеспечивая высокую прочность сварного шва 3.
При расположении сварного шва 3 под углом 55-70° к продольной оси звена 1 и действии продольной растягивающей силы (Р) в сварном шве 3 появляются нормальные ( Он а) и касательные (га ) напряжения.
Нормальные напряжения направлены к сварному шву 3 перпендикулярно, а касательные - вдоль шва 3. Значения этих напряжений определяются по следующим формулам:
р,
cos а;
Р
та 5 где Р - усилие пробной нагрузки;
F - площадь поперечного сечения прутка диаметром 25 мм;
а- угол наклона сварного шва 3.
О
о
Os
с
CJ ib.
Полные напряжения в сварном шве; 3 по третьей теории прочности для разных значений угла наклона сварного шва 3 имеют вид
f/p«
- а -f- 4 .
В случае, когда угол наклона сварного шва 3 меньше 50°, полные напряжения увеличиваются, а прочность сварного шва 3 при этом значительно уменьшается. Кроме того, при этом ухудшается технологичность вследствие несовпадения стыков полузвеньев..
При увеличении угла наклона сварного шва более 70°, полные напряжения уменьшаются. Площадь контакта стыков увеличивается, а кромки имеют малую толщину и при электростыковой сварке значительно подплавляются, нарушая формы грата. Кроме того, при этих углах наклона (70°) возрастает нагрузка на штамповое оборудование, что приводит к ускоренному износу инструмента.
Пример . Звенья цепи предлагаемой конструкции изготавливали следующим образом.
Из прутка диаметром 25 мм на прессе К11бБ вырубали заготовки длиной 196 мм с разным углом наклона. Угол наклона регулировали поворотом штампа относительно режущего инструмента пресса. Таким o6fia;- oM были получены заготовки с углами наклона 20 - 80°. Затем заготовки гнули в полузвенья 2 в штампе на прессе КВ245.
Сварку полузвеньев 2 в звенья 1 цепи осуществляли на сварочно-стыковой машине МСЦ-200 и получали сварной шов 3 под различными углами.
Наряду с этим изготавливали звенья 1 цепи известной конструкции, т.е. при расположении сварного шва 3 под прямым углом
продопьной оси звена 1. Напряжение глри том f/p -- - ---- - 240 МПа.
Все опытные звенья 1 испытывали на
пробную нагрузку 118 кН в течение 30 с на разрывной ма1лине.
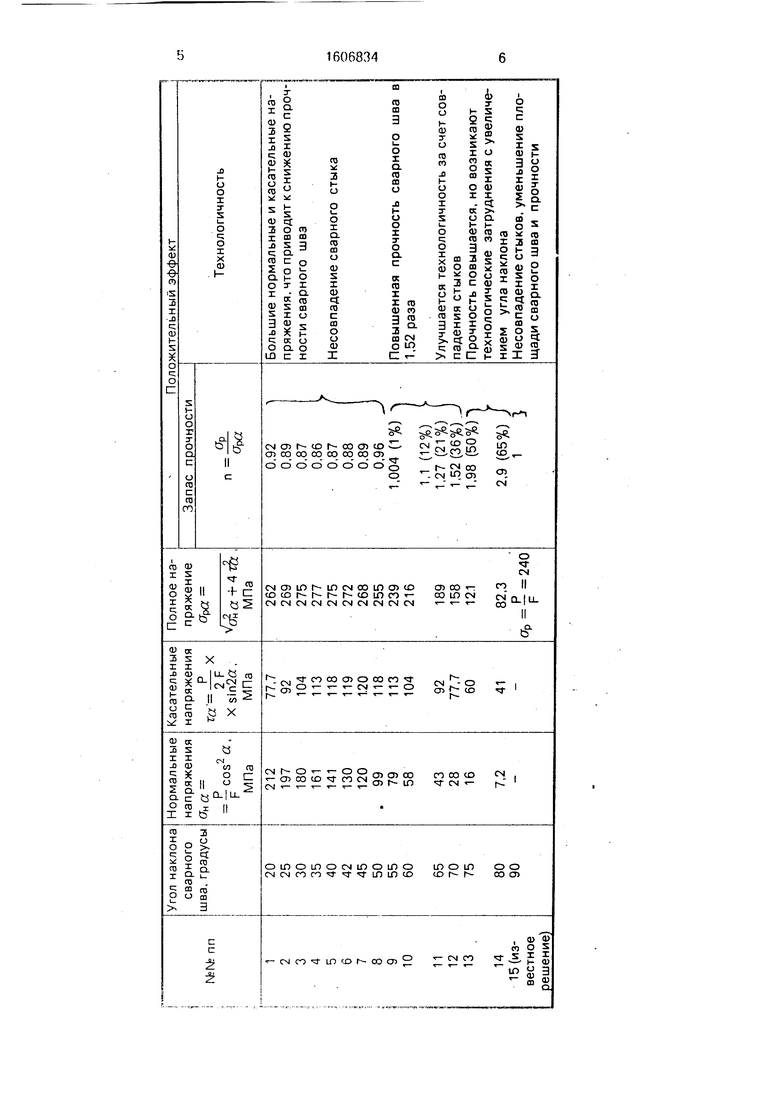
В таблице приведены значения напряения при разных углах наклона сварного шва 3.
Из таблицы видно, что при углах наклона 20 -- 55 (1-8) полные напряжения ( fjp«) в сварном шве 3 имеют большие значения по сравнению с известным решением (фиг. 2). При углах наклона 55-70° (9-12) полные
напряжения по сравнению с известным решением имеют.меньшие значения, а увеличение запаса прочности достигает 1.52 раз (). При этом стык совпадает и высота грата 3-4 мм соответствует требованиям.
Увеличение угла наклона сварного шва
3 до 70 - 85° (13 и 14) также снижает полные напряжения. Но при таких углах возрастает нагрузка при рубке на штамповое оборудование, что приводит к ускоренному износу
режущего инструмента. Увеличение площади контакта стыков при этих углах приводит при электростыковой сварке к нарушению формы и высоты грата вследствие малой толщины кромок и их значительного расплавления.
Применение цепи для цепной завесы вращающейся печи при углах наклона сварного шва 3 в пределах 55 - 70° позволяет повысить прочность сварного шва 3 при повышении технологичности, а следовательно, прочность звена 1 цепи.
Формула изобретения Цепь для цепной завесы вращающейся печи, содержащая звенья плоскоовальной
формы со сварным швом, отличающаяся тем, что, с целью повышения прочности звена цепи, сварной шов расположен под углом 55 - 70° к продольной оси звена.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ холодной стыковой сварки | 1988 |
|
SU1687402A1 |
| Способ изготовления цепи цепной завесы вращающейся печи | 1985 |
|
SU1293455A1 |
| Устройство для крепления цепей цепного теплообменника | 1981 |
|
SU1006889A1 |
| Способ изготовления прямошовных труб | 1988 |
|
SU1722647A1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ ВЫСОКОПРОЧНЫХ АЛЮМИНИЙ-ЛИТИЕВЫХ СПЛАВОВ СИСТЕМЫ AL-CU-LI | 2017 |
|
RU2679787C1 |
| Способ сварки плавлением | 1982 |
|
SU1109274A1 |
| Цепной фал | 1987 |
|
SU1474361A1 |
| ЦЕПЬ ДЛЯ ЦЕПНОЙ ЗАВЕСЫ ОБЖИГОВОГО АГРЕГАТА | 2014 |
|
RU2561545C1 |
| ЦЕПЬ ДЛЯ ЦЕПНОЙ ЗАВЕСЫ ВРАЩАЮЩЕЙСЯ ПЕЧИ | 2009 |
|
RU2425316C1 |
| ЦЕПЬ ЛИТАЯ ДЛЯ ЦЕПНОЙ ЗАВЕСЫ ВРАЩАЮЩЕЙСЯ ПЕЧИ (ВАРИАНТЫ) | 2011 |
|
RU2486386C1 |
Изобретение относится к конструкциям цепей для цепных завес вращающихся печей. Для повышения прочности звена цепи сварной шов расположен под углом 55-70° к продольной оси звена. 2 ил., 1 табл.
I
0
1 25 30 35 0 5 50 55 60 65 70 75 80 85 90 Уеол мамона спорно w ш60, град.
Poi
%
Ш.
v
| Цепт для цепной завесы вращающейся печи | 1977 |
|
SU614311A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Способ изготовления цепи цепной завесы вращающейся печи | 1985 |
|
SU1293455A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
