1
(21)4369485/27-02
(22)28.01.88
(46) 23.11.90. Бюл. № 43
(71)Институт черной металлургии
(72)Г. Ф. Онушкевич, М. Д. Куцыгин,
А. С. Надрега, В. А. Токарев, Е. Я. Под- ковырин, А. П. Куценко, И. М. Любимов, С. С. Тильга, В. Г. Логинов и В. Г Найдис
(53)621.771.23(088.8)
(56)Авторское свидетельство СССР № 628968, кл. В 21 В 27/10, 1978.
Европейский патент № 0222041 кл. В 21 В 37/06, 1987.
(54)СПОСОБ ОХЛАЖДЕНИЯ ВАЛКОВ БЛЮМИНГА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
(57)Изобретение относится к черной металлургии, а именно к прокатному производству, и может быть использовано на обжимных станах и обжимных клетях прокатных станов, оснащенных механизмами для перемещения прокатываемого металла вдоль бочки рабочих валков. Цель состоит в улучшении качества поверхности прокатываемого металла и повышении эксплуатационной стойкости калибров путем предотвращен ия попадания охладителя в очаг деформации Достигается это тем, что подачу охладителя на поверхность рабочего валка, предпочтительно верхнего, осуществляют на калибры, свободные от контакта с металлом Устройство для управления охлаждением рабочих валков блюминга содержит линейки манипулятора с приводом их перемещения секционный коллектор для охлаждения верх- него рабочего валка, спрейера и механизм подачи охладителя, выполненный в виде управляющих клапанов, установленных на каждой секции коллектора. Новым в устройстве является то, что количество секций коллектора и их ширина выполнены равными количеству и ширине калибров по разъ- соответственно, а управляющие клапаны функционально взаимодействуют с приводом линеек манипулятора 2 с п А-лы 1 ил.Ч
СП
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ НА ОБЖИМНЫХ СТАНАХ | 1997 |
|
RU2128094C1 |
| Способ охлаждения калибров про-КАТНыХ ВАлКОВ | 1979 |
|
SU820943A1 |
| Устройство для охлаждения валков прокатных станов | 1980 |
|
SU908438A1 |
| Способ прокатки слитков и заготовок | 1987 |
|
SU1480906A1 |
| СЕГМЕНТНЫЙ СПОСОБ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ БОЛЬШОГО ДИАМЕТРА | 2006 |
|
RU2322313C2 |
| Манипулятор-кантователь обжимного прокатного стана | 1982 |
|
SU1044368A1 |
| Способ охлаждения валков | 1979 |
|
SU854472A1 |
| Рабочий рольганг обжимного прокатного стана | 1977 |
|
SU716660A2 |
| Способ прокатки полос на широкополосном стане | 1989 |
|
SU1652007A1 |
| Способ охлаждения валков и проката при прокатке слябов | 1985 |
|
SU1369839A1 |
Изобретение относится к черной металлургии, а именно к прокатному производству, и может быть использовано на обжимных станах и обжимных клетях прокатных станов, оснащенных механизмами для перемещения прокатываемого металла вдоль бочки рабочих валков. Цель состоит в улучшении качества поверхности прокатываемого металла и повышения эксплуатационной стойкости калибров путем предотвращения попадания охладителя в очаг деформации. Достигается это тем, что подачу охладителя на поверхность рабочего валка, предпочтительно верхнего, осуществляют на калибры, свободные от контакта с металлом. Устройство для управления охлаждением рабочих валков блюминга содержит линейки манипулятора с приводом их перемещения, секционный коллектор для охлаждения верхнего рабочего валка, спрейера и механизм подачи охладителя, выполненный в виде управляющих клапанов, установленных на каждой секции коллектора. Новым в устройстве является то, что количество секций коллектора и их ширина выполнены равными количеству и ширине калибров по разъему соответственно, а управляющие клапаны функционально взаимодействуют с приводом линеек манипулятора. 2 с.п.ф-лы., 1 ил.
Изобретение относится к области черной металлургии, а именно к прокатному производству, и может быть использовано на обжимных станах и обжимных клетях прокатных станов, оснащенньгх механизмами для перемещения прокатываемого металла вдоль бочки рабочих валков.
Целью изобретения является улучшение качества поверхности прокатываемого металла и повышение эксплуатационной стойкости калибров путем предотврап|ения попадания охладителя в очаг деформации.
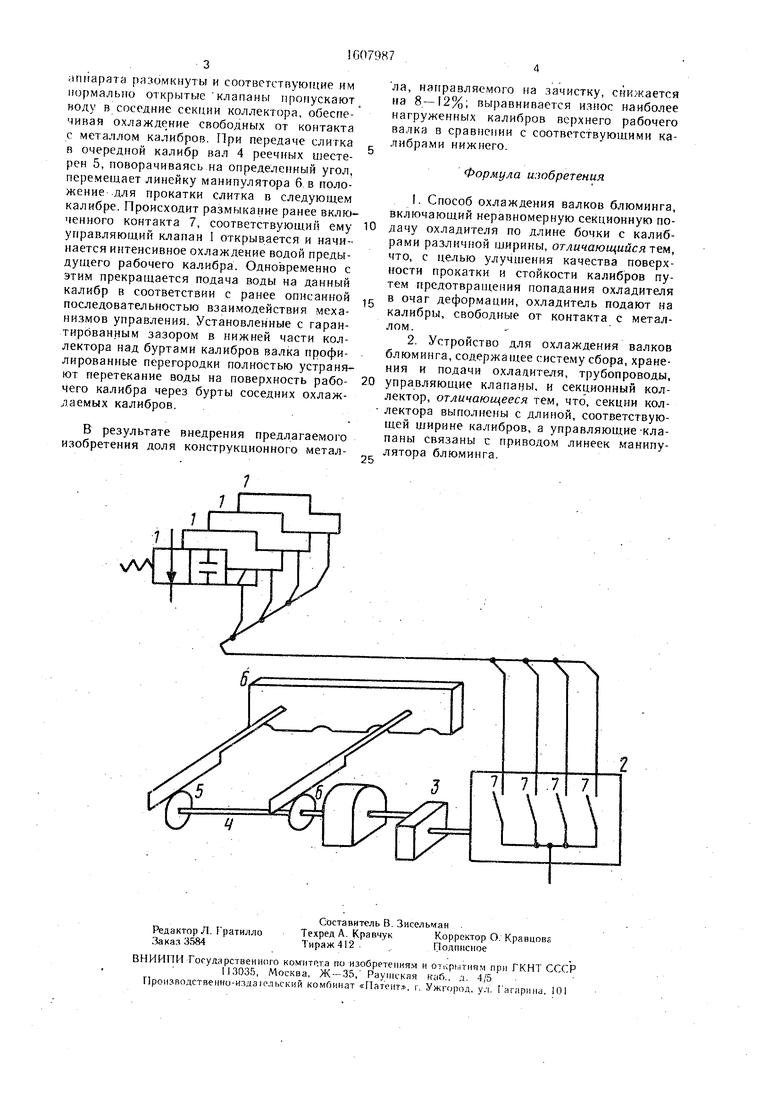
На чертеже дано устройство, реализующее, предлагаемый способ, сочержаГцсе нормально .открытые упра| дяк)1ние клапаны 1, каждый из которых сяязан с мп- гистральнььм трубопроводом и соответстную- uiP.fl секцией коллектора, командогишар.чт 2,
вал которого соединен через кинематический редуктор 3 с валом 4 реечных шестерен 5 линейки 6 манипулятора. Контакты 7 командоаппарата 2 включены в цепи у.равления клапанами I.
Устройство и способ реализуются следующим образом.
Поскольку положение линейки 6 манипулятора однозначно определяет рабочий.калибр в процессе прокатки слитков, а наличие кинематической связи между валом 4 реечных шестерен 5 через кинематический редуктор 3 обеспечивает замыкание соответствующего контакта 7 к хмаидоаппа- рата, управляющий сигнал которого закрывает нормально открытый клапан 1, проис- . ходит прекращение поллчи водьг п очаг деформации. Остальные контакты командоо:о
со
СХ)
аппарата разомкнуты и соответствующие им нормально открыть е клапаны пропускают воду в соседние секции коллектора обеспе- жвай охлаждение свободных от контакта с металлом калибров. При передаче слитка в очередной калибр вал 4 реечных шестерен 5, поворачиваясь на определенный угол перемещает линейку манипулятора 6 в положение .для прокатки слитка в следующем калибре. Происходит размыкание ранее вклюIIPU Urin/- Ь-г-чгтт. о .г г
-енного контакта 7, соотв тствующий e wv 10 неравномерную секционную по управляющий клапан I открЫваетГи „яГ- Z ™™..™.:«- бочки с калиб
управляющий клапан I открывается и нается интенсивное охлаждение водой предыдущего рабочего калибра. Одновременно с этим прекращается подача воды на данный калибр в соответствии с ранее описанной последовательностью взаимодействия механизмов управления. Установленные с гарантированным зазором в нижней части коллектора над буртами калибров валка профилированные перегородки полностью устраняют перетекание воды на поверхность рабочего калибра через бурты соседних охлаждаемых калибров.
В результате внедрения предлагаемого изобретения доля конструкционного металла, направляемого на зачистку, снижаетс на 8-12%; выравнивается износ наиболе нагруженных калибров верхнего рабочег валка в сравнении с соответствующими ка либрами нижнего.
Формула имбретения
. Способ охлаждения валков блюминга включающий неравномерную секционную по
ЛЯЧУ ОУгтапмтлпо ГТ/-1 г, „,,..
д-/-и г1 «
рами различной щирины, отличающийся тш что, с целью улучшения качества поверх ности прокатки и стойкости калибров пу тем предотврапхения попадания охладителя 15 в очаг деформации, охладитель подают на калибры, свободные от контакта с металлом.
лятора блюминга.
л/
неравномерную секционную по Z ™™..™.:«- бочки с калиб
ла, направляемого на зачистку, снижается на 8-12%; выравнивается износ наиболее нагруженных калибров верхнего рабочего валка в сравнении с соответствующими калибрами нижнего.
Формула имбретения
. Способ охлаждения валков блюминга включающий неравномерную секционную поЛЯЧУ ОУгтапмтлпо ГТ/-1 г, „,,..
неравномерную секционную по Z ™™..™.:«- бочки с калиб
д-/-и г1 « i aj Yi jрами различной щирины, отличающийся тш что, с целью улучшения качества поверх- ности прокатки и стойкости калибров путем предотврапхения попадания охладителя в очаг деформации, охладитель подают на калибры, свободные от контакта с металлом.
лятора блюминга.
