Изобретение относится к прокатному производству, а именно к станам горячей прокатки,и предназначено для автоматического выбора моталок, на которые необходимо произвести смотку проката, и управления уборочным конвейером.
Цель изобретения - повьшение производительности и безаварийности работы стана.
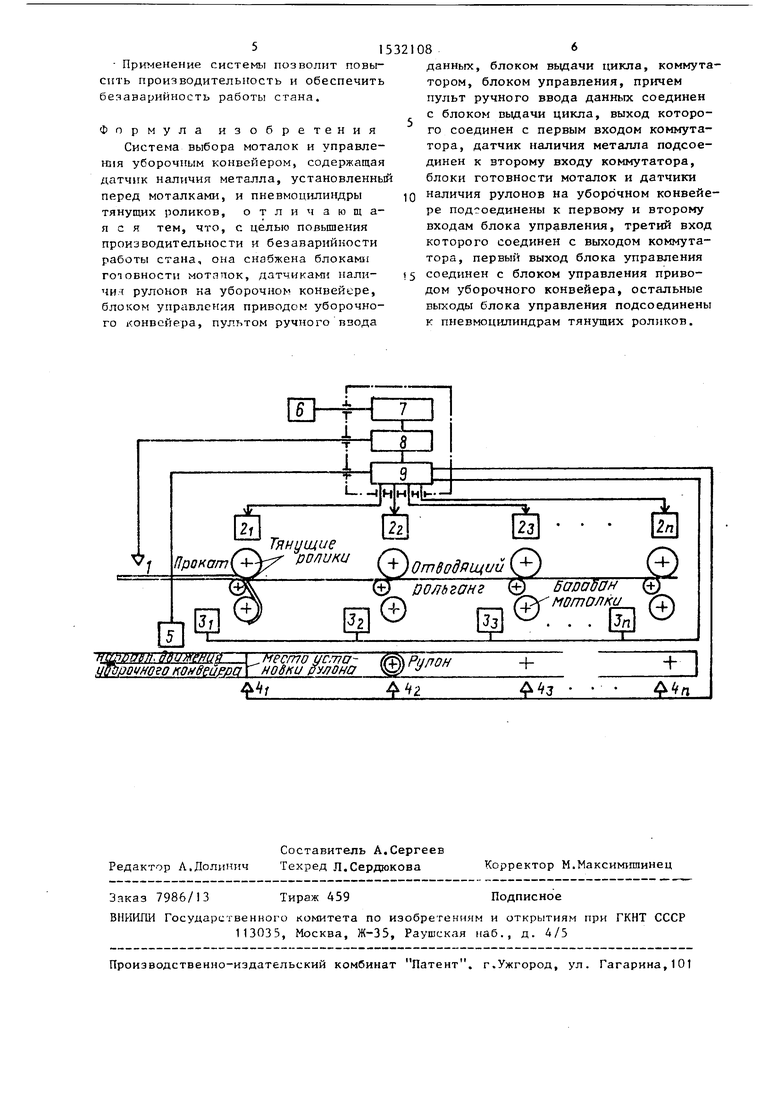
На чертеже представлена блок-схема системы.
Система управления смоткой полос в рулоны содержит датчик 1 наличия металла, пневмоцилиндры 2,,...,2 (где п - число моталок для конкретного стана) тянущих роликов, блоки 3 Зр готовности моталок, датчики 4,...,4„ наличия рулонов на уборочном конвейере напротив моталок.
10
15
блок 5 управления приводом уборочного конвейера, пульт 6 ручного ввода данных, блок 7 выдачи цикла, коммутатор 8 и блок 9 управления.
Пульт 6 ручного ввода данных соединен с блоком 7 выдачи цикла, выход которого соединен с первым входом коммутатора 7, датчик 1 наличия металла подсоединен по второму входу коммутаторов, блоки 3,...,3г, готовности моталок и датчики 4,,..,Aj, наличия рулонов на уборочном тсоывейёре подсоединены к пepвo гy и второму входам блока 9 управления, третий вход которого соединен с выходом коммутатора 8, а первый пыход блока 9 управления соединен с CJIOKOM 5 управления приводом уборочного конвейера, осталь- itbie выходы блока 9 управления подсое- 20 динеНы к пиевмоцилиидрам 2,...,2 тянущих роликов.
Система работает следующим образом.
Оператор-технолог с помощью пульта 6 ручного ввода да1П1ь х гзадает номера моталок, на которые следует принимать полосы. Эта информация поступает в блок 7 выдачи цикла, в котором для данного конкретного стана и выбранных оператором моталок храняться очередности их включения в работу, при которых не требуется дополнительного продвижения конвейера перед установкой на него рулона с очередной моталки, т.е. фиксированное продвижение конвейера на один шаг после установки на него рулона с очередной моталки исключает появление рулона на позиции уборочного конвейера, на которую должен быть установлен очередной рулон со следующей моталки. Поскольку указанные станы могут отличаться один от другого количеством моталок, расстояниями между моталками и группами
15321084
ла в блок 9 управления. В блоке 9 управления производится анализ готовности моталок с помощью блоков 3,..,3, представляющих собой И и вырабатыва- юпгнх сигнал готовности моталок при поступлений на их входы сигналов, характеризующих снятие и вращение барабана моталки, сведение и вращение формирующих и вращение тянущих роли25
30
35
40
ков, и анализ загрузки уборочного конвейера опросом датчиков 4,,..,4р. При наличии рулонов в поле зрения датчиков 4,,...,4, что мсжет произойти, например, при выборе оператором других (новых) моталок, в то время как при предыдущем наборе моталок цикл не закончился, на второй вход блока 9 управления поступит через третий вход вычислительного устройства 7 сигнал. Блок 9 управления выдает сигнал в пневмоцилиндр, соответствующий заданному номеру моталки, и в блок 5 управления приводом конвейера. Пневмоцилиндр 2 срабатывает и опускает тянущий ролик выбранной моталки.
Диаметр нижнего тянущего ролика MGHbiL e диаметра верхнего, поэтому полоса захваченная тянущими роликами направляется к моталке. Блок 5 управления приводом конвейера при получении сигнала от блока 9 управления включает привод уборочного конвейера и продвигает его на один шаг. Место установки рулона на конвейере снова проверяется датчиком 4 и при занятости команда на продвижение уборочного конвейера повторяется. Смотанньй в моталке рулон транспортируется на свободное место конвейера и конвейер производит шаг. Следующая полоса инициирует сигнал датчика 1 наличия металла и коммутатор по этому сигна
ков, и анализ загрузки уборочного конвейера опросом датчиков 4,,..,4р. При наличии рулонов в поле зрения датчиков 4,,...,4, что мсжет произойти, например, при выборе оператором других (новых) моталок, в то время как при предыдущем наборе моталок цикл не закончился, на второй вход блока 9 управления поступит через третий вход вычислительного устройства 7 сигнал. Блок 9 управления выдает сигнал в пневмоцилиндр, соответствующий заданному номеру моталки, и в блок 5 управления приводом конвейера. Пневмоцилиндр 2 срабатывает и опускает тянущий ролик выбранной моталки.
Диаметр нижнего тянущего ролика MGHbiL e диаметра верхнего, поэтому полоса захваченная тянущими роликами направляется к моталке. Блок 5 управления приводом конвейера при получении сигнала от блока 9 управления включает привод уборочного конвейера и продвигает его на один шаг. Место установки рулона на конвейере снова проверяется датчиком 4 и при занятости команда на продвижение уборочного конвейера повторяется. Смотанньй в моталке рулон транспортируется на свободное место конвейера и конвейер производит шаг. Следующая полоса инициирует сигнал датчика 1 наличия металла и коммутатор по этому сигна
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для передачи информации при учете перемещающихся изделий | 1982 |
|
SU1068957A2 |
| Устройство для сопровождения рулонов | 1975 |
|
SU564017A1 |
| Устройство для точного останова моталки листового стана | 1985 |
|
SU1299637A1 |
| СПОСОБ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2090276C1 |
| Устройство для передачи информации при учете перемещающихся изделий | 1981 |
|
SU942114A1 |
| Устройство для автоматического сопровождения сварных швов и останова реверсивного прокатного стана | 1977 |
|
SU743739A1 |
| Устройство управления электроприводом моталки на стане горячей прокатки | 1988 |
|
SU1607988A1 |
| Устройство для управления установкой направляющих линеек | 1980 |
|
SU876226A1 |
| Устройство автоматического торможения реверсивного стана холодной прокатки | 1990 |
|
SU1787478A1 |
| Устройство автоматического торможения реверсивного стана холодной прокатки | 1980 |
|
SU937070A1 |
Изобретение относится к прокатному производству, а именно к станам горячей прокатки, и предназначено для автоматического выбора моталок, на которые необходимо произвести смотку проката, и управления уборочным конвейером. Цель изобретения - повышение производительности и безаварийности работы стана, что достигается автоматическим выбором последовательностей включения в работу заданных оператором моталок, при которых не требуется дополнительного продвижения конвейера перед установкой на печь рулона с очередной моталки. В случае, если в позиции транспортера, в которую должен быть установлен рулон с очередной моталки, оказывается другой рулон, что возможно при задании оператором нового набора моталок, в то время как цикл работы предыдущего набора моталок не окончился, то автоматически выдается команда на продвижение транспортера с целью освобождения моста на уборочном транспортере для установки на него очередного рулона. 1 ил.
моталок, величиной шагового продвюке- лу выдает в блок 9 управления следу- ния конвейера и направлением (по от-ющи1{ номер моталки из последователь- ношению к направлению движения поло-ности заданного блоком 7 цикла. Блок сы) его перемещения, указанные после-9 управления при наличии сигнала годовательности также будут отличаться друг от друга для разных столов, В блоке 7 вьщачи цикла для заданных моталок выбирается последовательность их работы и передается в коммутатор
товности с датчика 3 включает пневмоцилиндр тянущих роликов следующей моталки.
Исключив одну из моталок или добавив в работу резервную, оператор вводит в блок 7 выдачи цикла новую инсЪормацию, Блок 7 выдачи цикла выбирает новую комбинацию работы моталок и 11ередает ее в ком гутатор.
Дальнейшая работа системы аналогична.
515
- Применение системы позволит повысить производительность и обеспечить
безаварийность работы стана.
Формула изобретения
Система выбора моталок и управления уборочным конвейером, содержащая датчик наличия металла, установленный перед моталками, и пневмоцилиндры
тянущих роликов, отличающаяся тем, что, с целью повьщ1ения производительности и безаварийности работы стана, она снабжена блоками готовности мотапок, датчиками нали- чил рулонов на уборочном конвейере, блоком управления приводом уборочного конвейера, пультом ручного ввода
и рок am (травП ddu ffniW
86
данных, блоком выдачи цикла, коммутатором, блоком управления, причем пульт ручного ввода данных соединен с блоком выдачи цикла, выход которого соединен с первым входом коммутатора, датчик наличия металла подсоединен к второму входу коммутатора, блоки готовности моталок и датчики наличия рулонов на уборочном конвейере подсоединены к первому и второму входам блока управления, третий вход которого соединен с выходом коммутатора, первый выход блока управления соединен с блоком управления приводом уборочного конвейера, остальные выходы блока управления подсоединены к пневмоцилиндрам тянущих роликов.
-ТТЛ
| Комановский А.З | |||
| Листопрокатное производство (справочник) | |||
| М.: Метал- | |||
| лургия, 1979, с | |||
| Приспособление к тростильной машине для прекращения намотки шпули | 1923 |
|
SU202A1 |
| Ковалов Ю.В | |||
| и др | |||
| Справочник прокатчика, М.: Металлургия, 1977, с | |||
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
| Технологическая инструкция по нагреву и прокатке слябов на полосу, смотке полос в рулоны и передаче рулонов на склад, Д-5п-1-86 | |||
| Жданове- кии металлургический завод им | |||
| Ильича, г | |||
| ))(данов | |||
| Донецкой обл., 1966, с | |||
| Аппарат для радиометрической съемки | 1922 |
|
SU124A1 |
| Челюсткин А.Б | |||
| Автоматизация процессов прокатного производства | |||
| М.: Металлургия, 1971, с | |||
| Приспособление для уменьшения дымовой тяги паровоза | 1920 |
|
SU270A1 |
