В результате сгорания разделительного покрытия 5 выделяются летучие вещества, обраэуккдие газовую прослойку между поверхностями модели 4 и облицовочного покрытия 2. Вьщеляющееся при горении тепло ускоряет процесс затвердевания облицовочного покрытия 2. После сгорания разделительного покрытия 5 модель 4 извлекают из формы. Прилипания облицовочного покрытия 2 к модели 4 и повреждений формы не обнаружено, качество поверхности формы высокое.
Приведенное соотношение компонентов разделительного покрытия обеспечивает его самовоспламенение к моменту полного погружения модели и длительность горения 2 мин. При необходимости увеличения инкубационного периода самовоспламенения разделительного покрытия и увеличения длительности его горения изменяют соотношение компонентов покрытия в сторону уменьшения перманганата калия, а при необ- ходимости уменьшения инкубационного периода самовоспламенения и уменьшения длительности горения - в сторону увеличения перманганата калия.
Технические преимущества изобрете- НИН выражаются в повьппении качества поверхности форм и отливок, а также в ускорении процесса формообразования.
Это достигается тем„ что в результате сгорания разделительного покры
0
5
25
Q
0
35
тия образуется газообразная прослойка между поверхностями облицовочного покрытия и формы, которая устраняет прилипание облицовочного покрытия к модели. В результате улучшается качество поверхности форм, а следовательно, и отливок. Кроме того, тепло, выделяющееся при горении разделитель- - ного покрытия, ускоряет процесс затвердевания облицовочной смеси и сокращает время выдержки модели в форме, например, с 10 до 2 мин, т.е. в 5 раз.
Изобретение позволяет повысить качество поверхности форм, а следовательно, и отливок, при этом увеличивается производительность.
Формула изобретения
Способ изготовления литейной формы, включающий нанесение разделительного покрытия на поверхность модели и погружение последней в формовочную смесь, находящуюся в полости металлической оболочки, для образования облицовочного покрытия на ее поверхности, .отли чающийся тем, что, с целью улучшения качества поверхности форм и отливок за счет устранения прилипания облицовочного покрытия к поверхности модели, разделительное покрытие сжигают в период формообразования до извлечения модели из формы,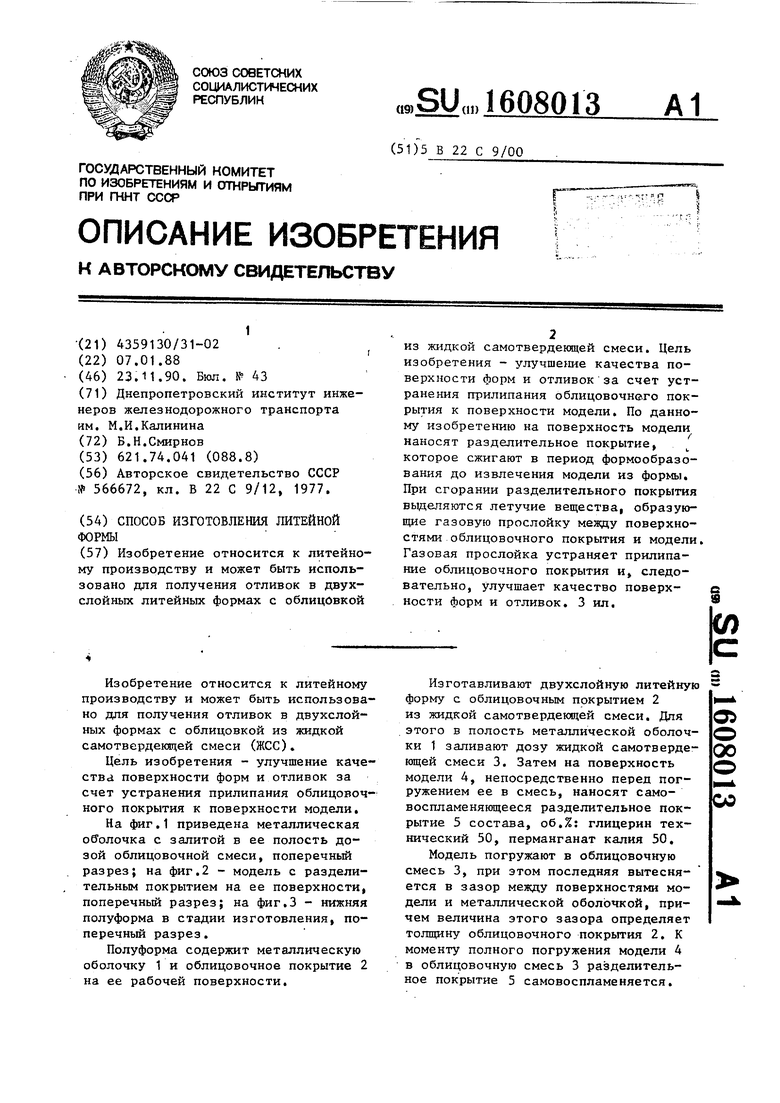
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО РАСТВОРЯЕМЫМ МОДЕЛЯМ | 2012 |
|
RU2499651C1 |
| Способ изготовления литейных форм | 1986 |
|
SU1359054A1 |
| КОМПОЗИЦИОННАЯ КЕРАМИЧЕСКАЯ ФОРМА, СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ КЕРАМИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU2024343C1 |
| Способ изготовления керамических литейных форм | 1980 |
|
SU944740A1 |
| Способ изготовления литейной формы | 1980 |
|
SU925520A1 |
| Способ изготовления литейных форм | 1979 |
|
SU825269A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2433013C1 |
| ОБЛИЦОВОЧНАЯ СМЕСЬ ДЛЯ ЛИТЕЙНЫХ ФОРМ | 2009 |
|
RU2397839C1 |
| СПОСОБ ФОРМОВКИ ЛИТЕЙНЫХ ФОРМ | 2007 |
|
RU2456116C2 |
| Способ изготовления керамических форм по выплавляемым моделям для получения точных отливок из химически активных и жаропрочных сплавов | 2021 |
|
RU2757519C1 |

Изобретение относится к литейному производству и может быть использовано для получения отливок в двухслойных литейных формах с облицовкой из жидкой самотвердеющей смеси. Цель изобретения - улучшение качества поверхности форм и отливок за счет устранения прилипания облицовочного покрытия к поверхности модели. По данному изобретению на поверхность модели наносят разделительное покрытие, которое сжигают в период формообразования до извлечения модели из формы. При сгорании разделительного покрытия выделяются летучие вещества, образующие газовую прослойку между поверхностями облицовочного покрытия и модели. Газовая прослойка устраняет прилипание облицовочного покрытия и, следовательно, улучшает качество поверхности форм и отливок. 3 ил.
.-f
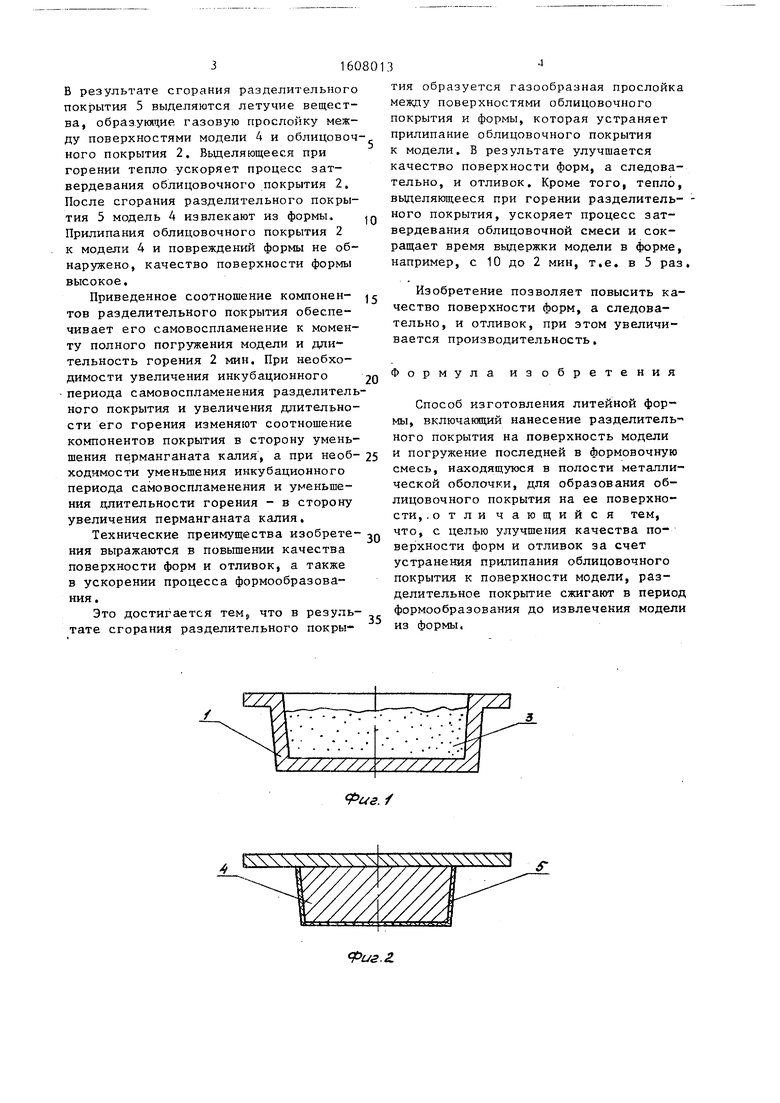
Фиг. 2.
а -2
. 5
| Способ изготовления литейной формы | 1975 |
|
SU566672A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
