Изобретение относится к судовому и энергетическому машиностроению и может быть использовано при производстве гребных винтов, лопаток турбин, шнеков и подобных деталей.
Цель изобретения - повышение производительности изготовления винтовых поверхностей - достигается за счет снижения трудоемкости следующей за фрезерованием отделочной обработки.
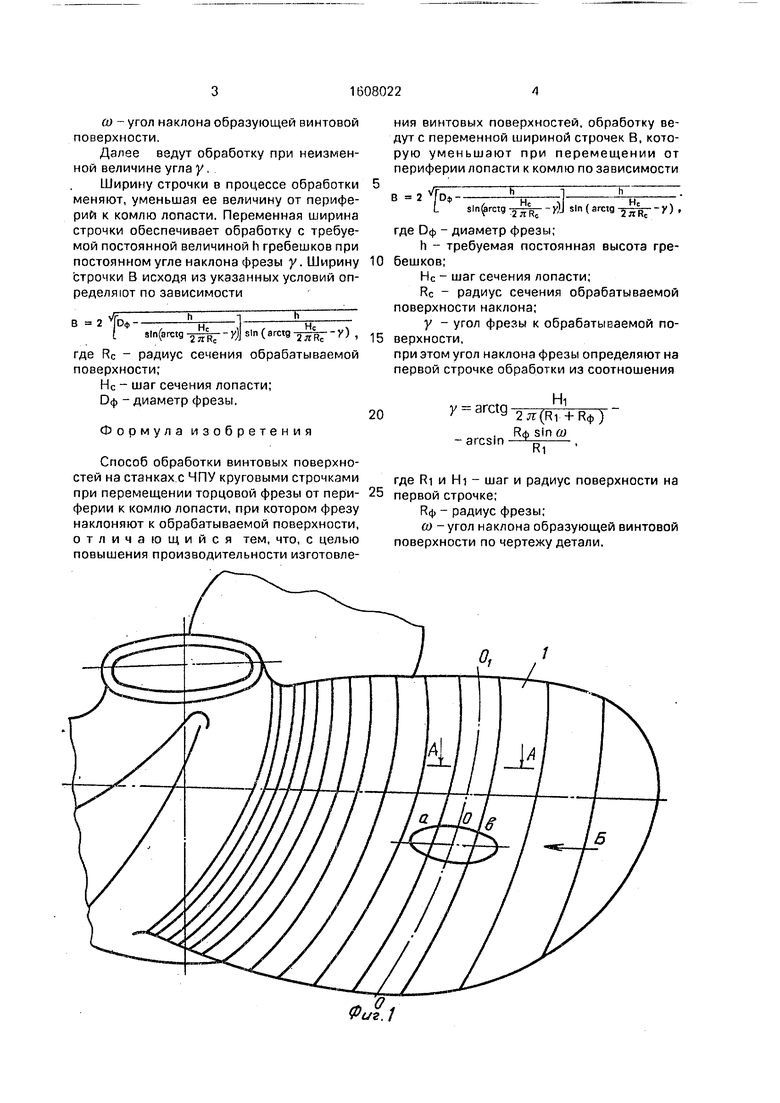
На фиг. 1 представлена схема осуществления описываемого способа; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - вид Б на фиг.1.
Способ осуществляют следующим образом.
Лопасть 1 гребного винта обрабатывают торцовой фрезой 2. Фрезу 2 перемещают
круговыми строчками с шириной В. Траектория движения фрезы 2 представлена как линия OiOOi. Ось фрезы 2 наклоняют на угол у к поверхности лопасти. Этот угол определяет угол атаки а (между касательной к поверхности и плоскостью вершин зубьев фрезы). Зубья фрезы не должны врезаться в поверхность лопасти на участке ав. Выдерживая заданную величину гребешков h, определяют угол у для первой строчки на периферии лопасти по зависимости
У ( sin (Ц
RI
- arcstn
где Н, R - шаг и радиус первой строчки: Rф - радиус фрезы;
ш - угол наклона образующей винтовой поверхности,
Далее ведут обработку при неизменной величине угла у,
Ширину строчки в процессе обработки меняют, уменьшая ее величину от периферий к комлю лопасти. Переменная ширина строчки обеспечивает обработку с требуемой постоянной величиной h гребешков при постоянном угле наклона фрезы у. Ширину строчки В исходя из указанных условий определяют по зависимости
2 Оф-Нс
Не
sln(arctg - - у) sin ( arctg -jj - у ) ,
где RC - радиус сечения обрабатываемой поверхности;
Не - шаг сечения лопасти;
Оф - диаметр фрезы.
Формула изобретения
Способ обработки винтовых поверхностей на станках.с ЧПУ круговыми строчками при перемещении торцовой фрезы от периферии к комлю лопасти, при котором фрезу наклоняют к обрабатываемой поверхности, отличающийся тем, что, с целью повышения производительности изготовления винтовых поверхностей, обработку ведут с переменной шириной строчек В, которую уменьшают при перемещении от периферии лопасти к комлю по зависимости
в 2 1 Оф - Не
Г5
Не
s,n(arctg- -y).
0
5
:2
где Оф - диаметр фрезы;
h - требуемая постоянная высота гребешков;
Не - шаг сечения лопасти;
Re - радиус сечения обрабатываемой поверхности наклона;
у - угол фрезы к обрабатываемой поверхности,
при этом угол наклона фрезы определяют на первой строчке обработки из соотношения
HI
927г(РЦ-Рф)
RA sin О)
- arcsin ,
KI
где RI и HI - шаг и радиус поверхности на первой строчке;
Rф - радиус фрезы;
О) -угол наклона образующей винтовой поверхности по чертежу детали.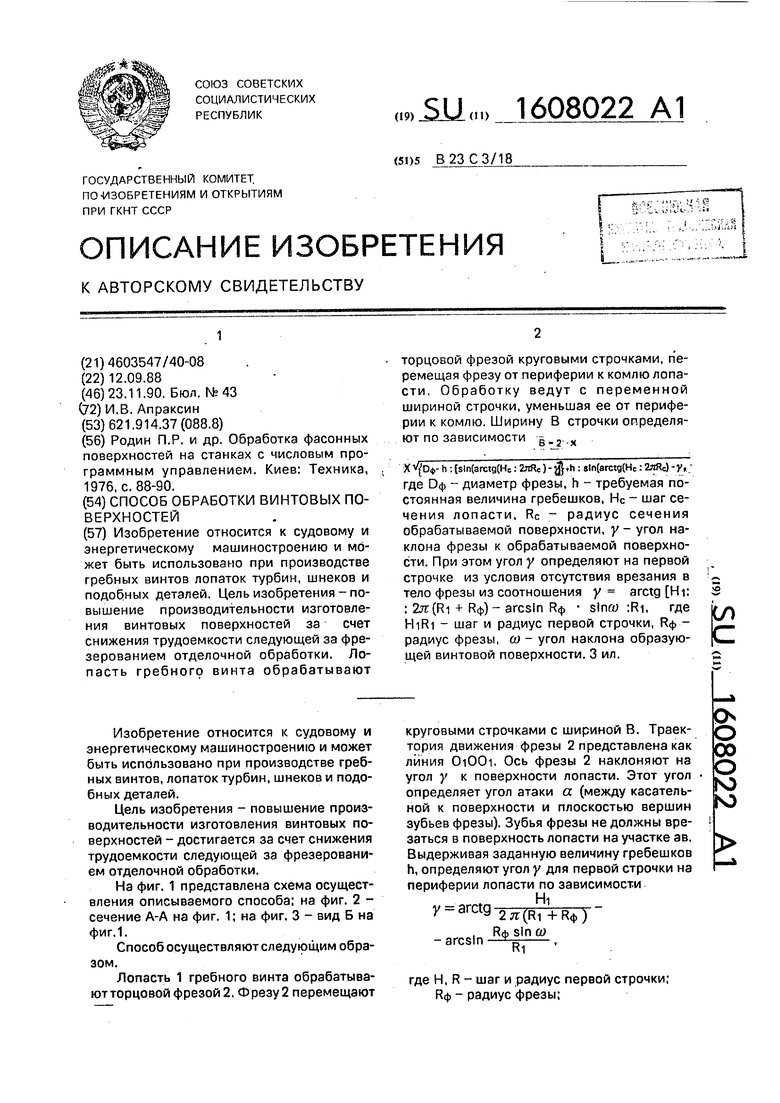
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки винтовых поверхностей лопастей | 1991 |
|
SU1798054A1 |
| Способ обработки винтовых поверхностей | 1990 |
|
SU1757801A2 |
| Способ обработки винтовых поверхностей лопастей гребных винтов | 1990 |
|
SU1745526A1 |
| Способ шлифования винтовых поверхностей лопастей | 1990 |
|
SU1763152A1 |
| СУДОВОЙ ВОЛНОВОЙ ДВИЖИТЕЛЬ | 2012 |
|
RU2488518C1 |
| СПОСОБ СТРОЧНОГО ФРЕЗЕРОВАНИЯ ПЕРА ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ НА МНОГОКООРДИНАТНЫХ СТАНКАХ С ЧПУ | 2015 |
|
RU2607880C2 |
| Способ обработки поверхностей вращения | 1987 |
|
SU1495021A1 |
| Гребной винт | 1987 |
|
SU1539139A1 |
| Способ моделирования обработки пространственных поверхностей | 1985 |
|
SU1304991A1 |
| Способ обработки сложных поверхностей | 1985 |
|
SU1255303A1 |
Изобретение относится к судовому и энергетическому машиностроению и может быть использовано при производстве гребных винтов лопаток турбин, шнеков и подобных деталей. Цель изобретения - повышение производительности изготовления винтовых поверхностей за счет снижения трудоемкости следующей за фрезерованием отделочной обработки. Лопасть гребного винта обрабатывают торцовой фрезой круговыми строчками, перемещая фрезу от периферии к комлю лопасти. Обработку ведут с переменной шириной строчки, уменьшая ее от периферии к комлю. Ширину B строчки определяют по зависимости B=2.√{Dф-H:[SIN(ARCTG (HC.2φRC)-γ}.H:SIN(ARCTG (HC:2φRC)γ , где Dф - диаметр фрезы, H - требуемая постоянная величина гребешков, HC - шаг сечения лопасти, RC - радиус сечения обрабатываемой поверхности, γ - угол наклона фрезы к обрабатываемой поверхности. При этом угол γ определяют на первой строчке из условия отсутствия врезания в тело фрезы из соотношения γ = ARCTG [H1:2φ(R1+Rф ) - ARCSIN Rф.SIN Ω:R1, где H1R1 - шаг и радиус первой строчки, Rф - радиус фрезы, ω угол наклона образующей винтовой поверхности. 3 ил.
Видб
Oi
/4-/f
(/s,2
Of
0as.d
| Родин П.Р | |||
| и др | |||
| Обработка фасонных поверхностей на станках с числовым программным управлением | |||
| Киев: Техника, 1976, с | |||
| Шланговое соединение | 0 |
|
SU88A1 |
