Изобретение относится к обработке материалов абразивными инструментами и применяется в машиностроении при производстве лопастных изделий, например гребных винтов,турбин.
Известен способ шлифования лопастей, по которому обработку винтовой поверхности осуществляют продольными строчками шлифовальным кругом, спрофилированным по радиусу, который перемещают в плоскости, проходящей через ось изделия, вдоль образующей винтовой поверхности обрабатываемой лопасти, а деталь перемещают в направлении к кругу. При переходе к очередной строчке лопасти сообщают поворот, а абразивному кругу - согласованное с ним перемещение вдоль оси поворота
Недостатком известного способа является невысокая производительность обработки из-за неудовлетворительной формы контакта круга с обрабатываемой лопастью, так как круг спрофилирован по радиусу и его профиль существенно отличается от профиля сечения лопасти. Отрицательно влияет на производительность и то, что для каждой
винтовой поверхности необходимо перепрофилировать круг на иной радиус
Целью изобретения является повышение производительности шлифования винтовых поверхностей лопастей, в частности в форме прямого геликоида.
Это достигается благодаря тому, что шлифование винтовой поверхности лопасти осуществляют цилиндрическим кругом, один из торцов которого располагают из условия совпадения его с плоскостью расположения образующей винтовой поверхности, а противоположный торец - над выпуклой частью винтовой поверхности, при этом при перемещении круга вдоль образующей винтовой поверхности указанное его положение сохраняют неизменным
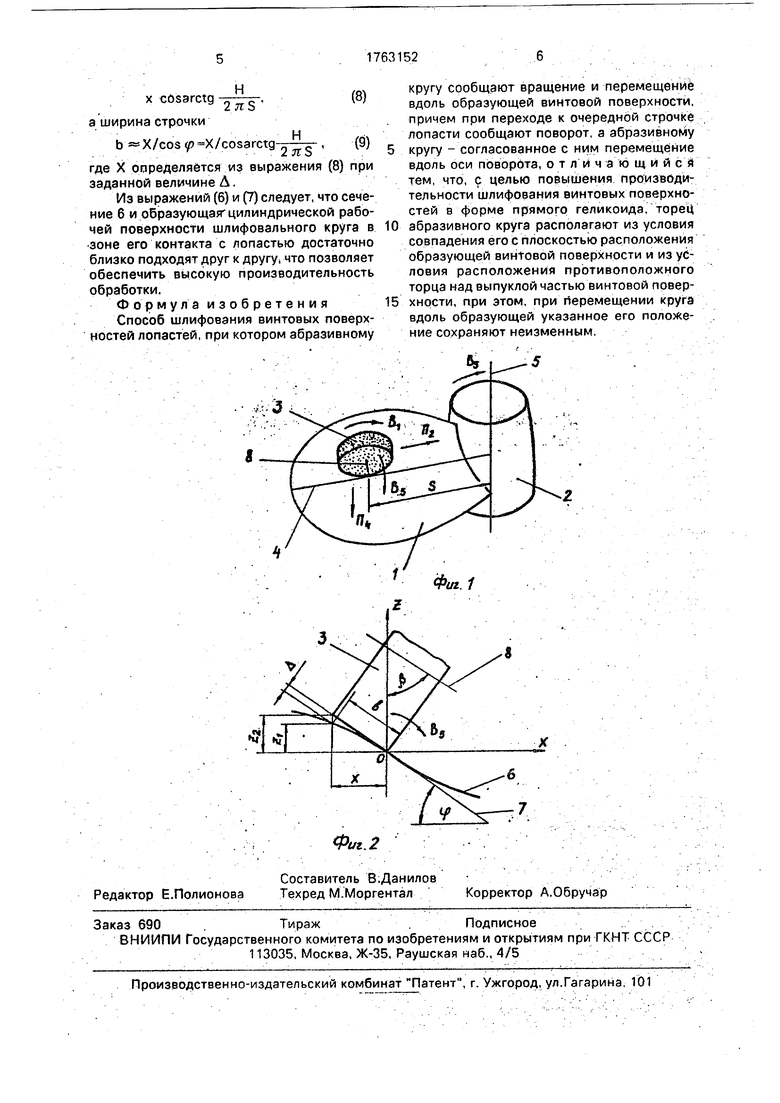
На фиг. 1 изображена кинематическая схема шлифования лопасти, на фиг.2 - расположение шлифовального круга относительно образующей и оси винтовой поверхности.
Винтовую поверхность в форме прямого геликоида лопасти 1, например гребного винта 2, обрабатывают шлифовальным крусо
VI
СО
сл
hO
гом 3, имеющим цилиндрическую рабочую поверхность. Шлифовальный круг устанавливают относительно лопасти в положение, исходя из условиях совпадения его торца с плоскостью расположения образующей 4 винтовой поверхности, перпендикулярной ее оси 5, и из условия расположения противоположного торца над выпуклой частью винтовой поверхности в сечениях 6 плоскостями, перпендикулярными образующей 4 При перемещении круга 3 вдоль образующей 4 указанное его положение сохраняют неизменным, так что образующая 7 его рабочей поверхности постоянно касательна-к сечениям 6 винтовой поверхности.
Лопасть обрабатывают продольными строчками. Для этого шлифовальному кругу 3 сообщают вращение Вч вокруг своей оси 8 с частотой п и возвратно-поступательное перемещение П2 вдоль образующей 4 винтовой поверхности со скоростью SM. Гребному винту 2 сообщают периодический или непрерывный поворот Рз вокруг оси 5, а шлифовальному кругу согласованное с этим поворотом поступательное перемещение Пз вдоль оси 5.
Если гребному винту сообщают периодический поворот Вз между строчками, то угол t/ этого поворота составляет
-Ј.т
где b - ширина строчки;
R - радиус гребного винта.
При этом шлифовальному кругу сообщают согласованное с этим поворотом перемещение вдоль оси винтовой поверхности на расстояние
С--Й
С 2л
Максимальный угол периодического поворота гребного винта соответствует максимальной ширине b строчки, При которой высота Д межстрочечных гребней не превышает допускаемое,значение. Если же греб- ному винту сообщают непрерывный поворот Вз. то за один двойной ход шлифовального круга он не должен поворачиваться на угол, превышающий его значение, определенное по формуле (1).
Одновременно с поступательным перемещением П4 шлифовальному кругу сообщают поворот Bs вокруг образующей 4 винтовой поверхности, изменяющий угол Р между осями 5 и 7 винтовой поверхности и круга по зависимости
Р -тг-агад Л -,(3)
где/ - текущее значение угла между осями
круга и винтовой поверхности;
мм
(2)
и
10
15
20
25
30
35
40
bff
45
50
55
Н - шаг винтовой поверхности;
S - перемещение круга от оси винтовой поверхности.
Указанная зависимость определяется из следующих соображений. Угол (см.фиг.2} наклона касательной 7 к выпуклому участку плоского сечения б лопасти, проходящей через точку О контакта круга с винтовой поверхностью (ее образующей 4), равен углу подъема винтовой линии, проходящей через эту точку, т.е.
arctg s {4)
где S - расстояние от точки А до оси 5. Поэтому угол/3 между осями 5 и 8 выражается зависимостью (3).
При указанном расположении круга 3 относительно образующей 4 независимо от шага Н винтовой поверхности и расстояния S от рассматриваемого сечения 6 до ее оси 5 имеет место соприкосновение прямолинейной образующей рабочей поверхности шлифовального круга с выпуклой частью этого сечения. Такая форма контакта круга с лопастью позволяет при том же качестве обработки увеличить ширину строчки и следовательно, производительность в форме прямого геликоида по предлагаемому способу может быть обработана одним Шлифовальным кругом с цилиндрической рабочей поверхностью. Тем самым отпадает необходимость профилировать рабочую поверхность шлифовального круга по определенному радиусу, что упрощает осуществление способа.
Высота А межстрочечных гребней при ширине строчки b (фиг.2) определяется зависимостью
д-AzZL{)
Сечение 6 винтовой поверхности прямого геликоида в системе координат XOZ описывается уравнением
Zl.JL.ercta.x,(6)
где Н - шаг винтовой поверхности;
S - расстояние от оси 5 винтовой поверхности до рассматриваемого сечения.
Для правых винтовых поверхностей величина Н положительна, а для левых - отрицательна. Уравнение образующей цилиндрической поверхности шлифовального круга в тех же координатах имеет вид:
22 Х-1др Х-.(7)
Поэтому высота межстрочечных гребней
-Z7Farc S-|)
Н
(8)
х cusarctg - .
а ширина строчки
и
b « X/cos X/cosarctg- -- - , (9)
где X определяется из выражения (8) при заданной величине Л.
Из выражений (6) и (7) следует, что сечение 6 и образующая цилиндрической рабочей поверхности шлифовального круга в зоне его контакта с лопастью достаточно близко подходят друг к другу, что позволяет обеспечить высокую производительность обработки.
Формула изобретения Способ шлифования винтовых поверхностей лопастей, при котором абразивному
ю
15
кругу сообщают вращение и перемещение вдоль образующей винтовой поверхности, причем при переходе к очередной строчке лопасти сообщают поворот, а абразивному кругу - согласованное с ним перемещение вдоль оси поворота, отличающийся тем, что, с целью повышения производительности шлифования винтовых поверхностей в форме прямого геликоида, торец абразивного круга располагают из условия совпадения его с плоскостью расположения образующей винтовой поверхности и из условия расположения противоположного торца над выпуклой частью винтовой поверхности, при этом, при перемещении круга вдоль образующей указанное его положение сохраняют неизменным.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки винтовых поверхностей лопастей | 1991 |
|
SU1798054A1 |
| СПОСОБ ШЛИФОВАНИЯ ПЕРА ЛОПАТКИ ГАЗОВОЙ ТУРБИНЫ СЛОЖНОПРОФИЛЬНЫМИ ИНСТРУМЕНТАМИ | 2002 |
|
RU2217290C1 |
| Способ обработки винтовых поверхностей лопастей гребных винтов | 1990 |
|
SU1745526A1 |
| Способ обработки винтовых поверхностей | 1984 |
|
SU1180241A1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2123925C1 |
| Способ обработки винтовых поверхностей | 1990 |
|
SU1757801A2 |
| СПОСОБ ШЛИФОВАНИЯ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2153969C2 |
| Устройство для шлифования лопастей гидротурбины | 1979 |
|
SU918042A1 |
| Способ обработки сложных поверхностей | 1985 |
|
SU1255303A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
Использование: в металлообработке. Сущность изобретения шлифование лопасти осуществляют продольными строчками кругом с цилиндрической рабочей поверхностью. Торец круга устанавливают в плоскости, проходящей через образующую винтовой поверхности лопасти, и осуществляют контакт с ней на выпуклых участках сечений плоскостями, перпендикулярными образующей. В процессе обработки вращающемуся шлифовальному кругу сообщают возвратно-поступательное перемещение вдоль образующей винтовой поверхности и согласованный с ним поворот вокруг этой образующей, а также перемещение вдоль оси винтовой поверхности, согласованное с поворотом винта вокруг этой оси 2 ил.
,-3
| Способ обработки винтовых поверхностей | 1984 |
|
SU1180241A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
