Изобретение относится к машиностроению и может быть использовано ;и1Я обработки желобов переменного радиуса, например ручьев валков пи- лигримовых станов.
Цель изобретения - повышение производительности обработки за счет обеспечения наилучшего прилегания инструмента к обрабатываемой поверхности, чго увеличивает ширину строчки.
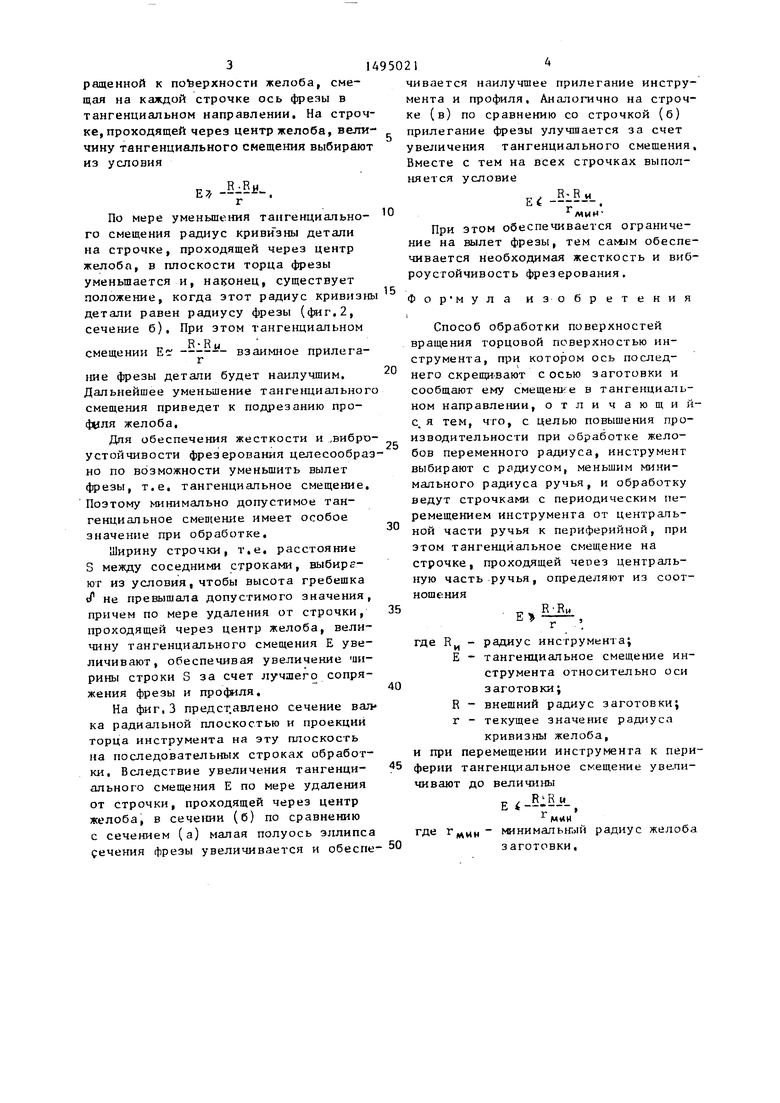
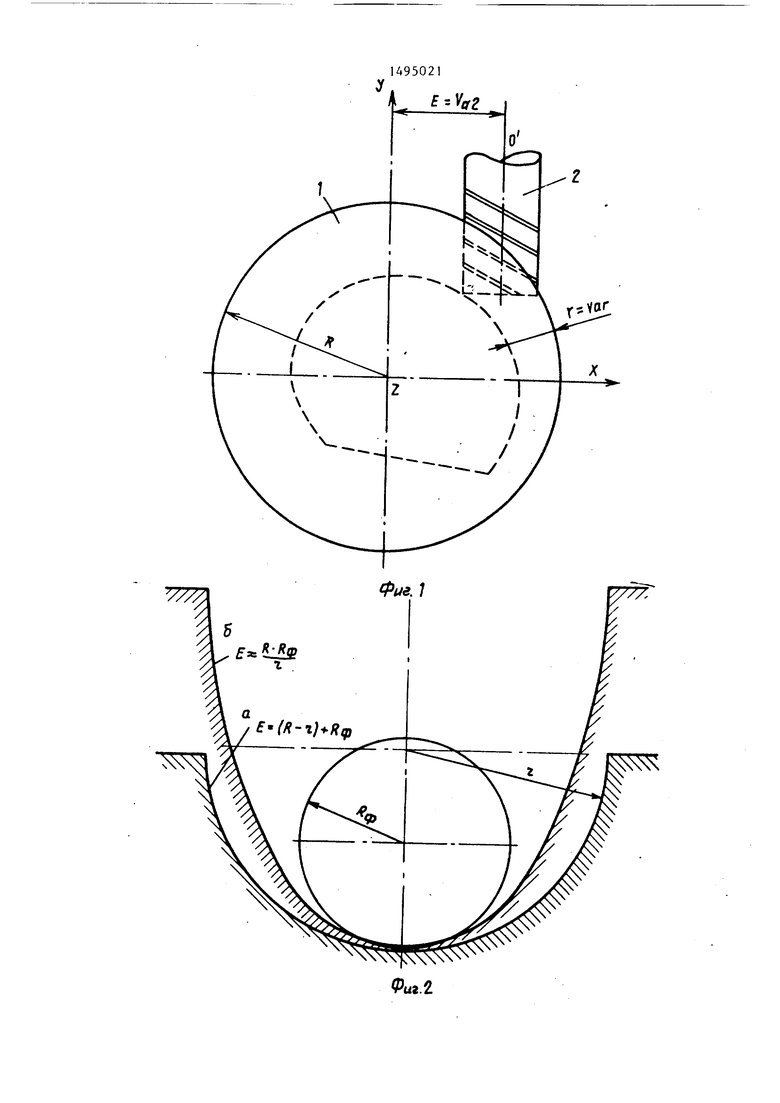
На фиг.I представлена схема положения инструмента относительно детали; на фиг.2 - схема взаимодействия фрезы и детали на строчке, проходящей через центр желоба; на фиг.З - схема взаимодействия инструмента и детали на последующих строчках.
Способ осуществляется следующим образом.
Заготовка 1 (фиг.1) установлена на станке с возможностью ее вращения вокруг оси Z.
Инструмент (фреза) 2 относительно заготовки имеет возможность перемещения по осям X, У, Z. При этом ось о вращения фрезы остается параллельной оси У, Фрезерование профиля желоба осуществляют строчками, нагтравлен- ными вдоль ручья, кондовой (или торцовой) фрезой, радиус которой выбирают из условия
4 QD СЛ
О
ю
R Ф - О , 8г
мим
где Rф - радиус фрезы; ми ним ручья
г - минималь {ый радиус профиляФормирование осуществляют периферией торцовой поверхности фрезы, обращенной к поверхности желоба, смещая на каждой строчке ось фрезы в тангенциальном направлении. На строчке, проходящей через центр желоба, величину тангенциального смещения выбирают из условия
Е. -2;5.
По мере уменьшения тангенциального смещения радиус кривй зны детали на строчке, проходящей через центр желоба, в плоскости торца фрезы уменьшается и, , существует
чивается наилучшее прилегание инструмента и профиля. Аналогично на строчке (в) по сравнению со строчкой (б) прилегание фрезы улучшается за счет увеличения тангенциального смещения. Вместе с тем на всех строчках выполняется условие
«-5j5- -.
мни- При этом обеспечивается ограничение на вылет фрезы, тем caNbiM обеспечивается необходимая жесткость и виб- роустойчнвость фрезерования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОБЛОЧНОГО ЛОПАТОЧНОГО КОЛЕСА РОТОРА И КОЛЕСО | 2002 |
|
RU2287409C2 |
| Способ фрезерования цилиндрической поверхности | 1987 |
|
SU1511013A1 |
| Способ обработки криволинейных поверхностей | 1982 |
|
SU1060349A1 |
| Способ фрезерования | 1990 |
|
SU1763103A1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛИ | 2006 |
|
RU2351441C2 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ДЕТАЛИ | 2006 |
|
RU2351443C2 |
| Торцовая фреза | 1989 |
|
SU1726163A1 |
| Способ обработки плоскостных деталей | 1986 |
|
SU1404201A1 |
Изобретение относится к машиностроению и может быть использовано для обработки желобов переменного радиуса, например ручьев валков пилигримовых станов. Цель изобретения - повышение производительности обработки за счет обеспечения наилучшего прилегания инструмента к обрабатываемой поверхности, что увеличивает ширину строчки. Инструмент выбирают радиусом, меньшим минимального радиуса ручья. Обработку ведут строчками с периодическим перемещением инструмента от центральной части ручья к периферийной. Тангенциальное смещение на строчке, проходящей через центральную часть ручья, определяют из математического соотношения. 3 ил.
15
20
25
30
положение, когда этот радиус кривизны фор мула изобретения детали равен радиусу фрезы (фиг,2,,
сечение б). При этом тангенциальном
смещении взаимное прилегание фрезы детали будет наилучщим. Дальнейшее уменьшение тангенциального смещения приведет к подрезанию профиля желоба.
Для обеспечения жесткости и .виброустойчивости фрезерования целесообразно по возможности уменьшить вылет фрезы, т,е, тангенциальное смещение. Поэтому минимально допустимое тангенциальное имеет особое значение при обработке.
Ширину строчки, т,е, расстояние S между соседними строками, выбире- юг из условия, чтобы высота гребешка «/ не превышала допустимого значения, причем по мере удаления от строчки, проходящей через центр желоба, величину тангенциального смещения Е увеличивают, обеспечивая увеличение ширины строки S за счет лучшего сопряжения фрезы и профиля.
На фиг.З предст.авлено сечение валка радиальной плоскостью и проекции торца инструмента на эту плоскость на последовательных строках обработки. Вследствие увеличения тангенциального смещения Е по мере удаления от строчки, проходящей через центр желоба, в сечении (б) по сравнению с сечением (а) малая полуось эллипса речения фрезы увеличивается и обеспе35
40
45
Способ обработки поверхностей вращения торцовой поверхностью инструмента, при котором ось последнего скрещивают с осью заготовки и сообщают ему смещение в тангенциальном направлении, отличающий с. я тем, что, с целью повышения производительности при обработке желобов переменного радиуса, инструмент выбирают с р 1диусом, меньшим минимального радиуса ручья, и обработку ведут строчками с периодическим перемещением инструмента от центральной части ручья к периферийной, при этом тангенциальное смещение на строчке, проходящей чеоез центральную часть ручья, определяют из соотношения
где R - радиус инструмента;
Е - тангенциальное смещение инструмента относительно оси заготовки;
R - внешний радиус заготовки; г - текущее значение радиуса
кривизны желоба,
и при перемещении инструмента к пери ферии тангенциальное смещение увеличивают до величины
J:R
г,
Е i
м««н
50
где минимальный радиус желоба заготовки.
0
5
0
Способ обработки поверхностей вращения торцовой поверхностью инструмента, при котором ось последнего скрещивают с осью заготовки и сообщают ему смещение в тангенциальном направлении, отличающий- с. я тем, что, с целью повышения производительности при обработке желобов переменного радиуса, инструмент выбирают с р 1диусом, меньшим минимального радиуса ручья, и обработку ведут строчками с периодическим перемещением инструмента от центральной части ручья к периферийной, при этом тангенциальное смещение на строчке, проходящей чеоез центральную часть ручья, определяют из соотношения
35
0
5
где R - радиус инструмента;
Е - тангенциальное смещение инструмента относительно оси заготовки;
R - внешний радиус заготовки; г - текущее значение радиуса
кривизны желоба,
и при перемещении инструмента к периферии тангенциальное смещение увеличивают до величины
J:R
г,
Е i
м««н
50
где минимальный радиус желоба заготовки.
Фиг.2
fc фие.З
| Способ обработки поверхностей вращения | 1984 |
|
SU1255302A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
