Предлагаемый способ относится к обработке резанием лопастных изделий, например, гребных винтов, турбин и т.п. и является усовершенствованием способа обработки винтовых поверхностей лопастей: по а.с. CCCPtvfe 1180241, Согласно этому способу обработку осуществляют продольными строчками спрофилированным по радиусу режущим инструментом. В процессе обработки круг перемещают в плоскости, проходящей через ось изделия и образующую винтовой поверхности обрабатываемой лопасти, а деталь перемещают в направлении к кругу и поворачивают вокруг ее оси (1).
Недостатком известного способа является то, что в процессе обработки непрерывно изменяется скорость резания, так как инструмент контактирует с лопастью точками своей рабочей поверхности, расположенными на различных радиусах от оси его вращения. Вследствие этого недостатка невозможна обработка на оптимальных режимах резания, что отрицательно влияет на производительность и качество о бработки. Указанный недостаток в возрастающей степени проявляется при уменьшении диаметра инструмента.
Целью настоящего предложения является устранение отмеченного недостатка, т.е. повышение производительности и качества обработки за счет стабилизации скорости резания. -;С :,,.-.:- /-; ; :
Указанная цель достигается тем, что в отличие от известного способа частоту вращения инструмента задают из соотношения
-У . :/ .-: - . -
L Т
2 л (г cos arctg - +у - г cos ymin)
где п - частота вращения инструмента; V- скорость резания; Н - шаг винтовой поверхности лопасти; . D - диаметр инструмента;
п -
VJ
СЛ VJ 00 О
.ю
R - расстояние между осями винтовой поверхности и инструмента;
г- радиус профилирования инструмента;
h - ширина инструмента;
Ут1п - минимальный угол подъема винтовой линии, ограничивающей-обрабатываемую поверхность лопасти.
Подачу инструмента осушествляютс переменной скоростью, пропорциональной частоте его вращения.
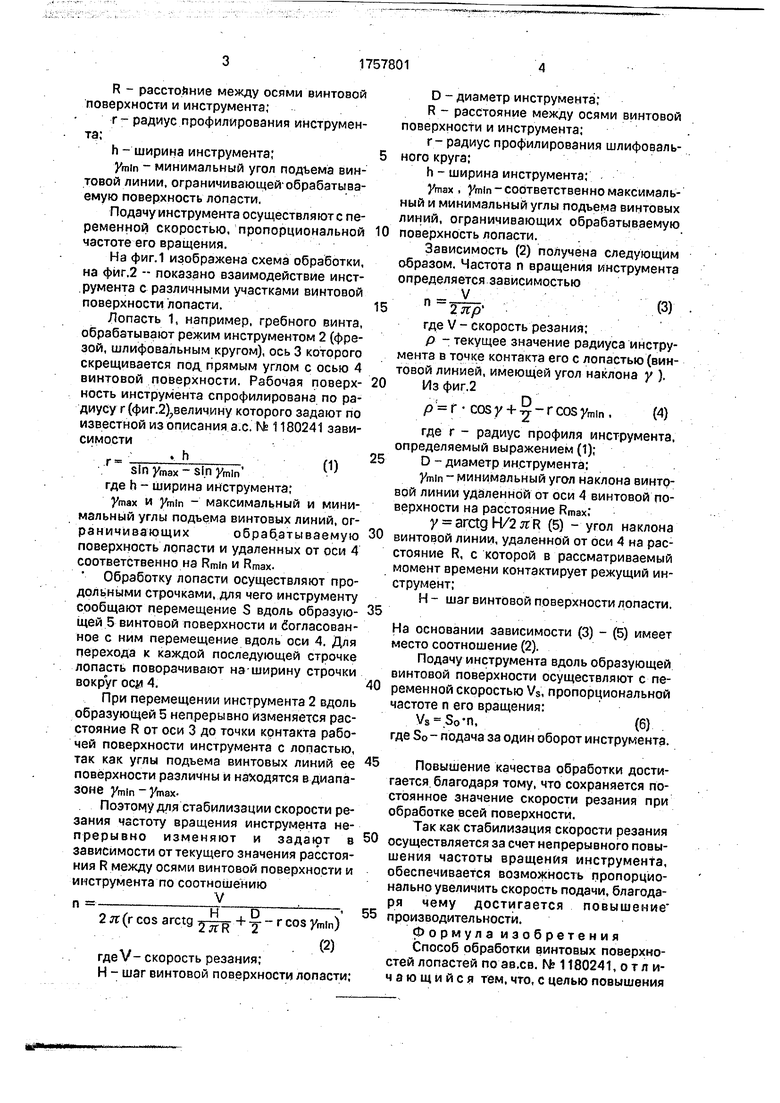
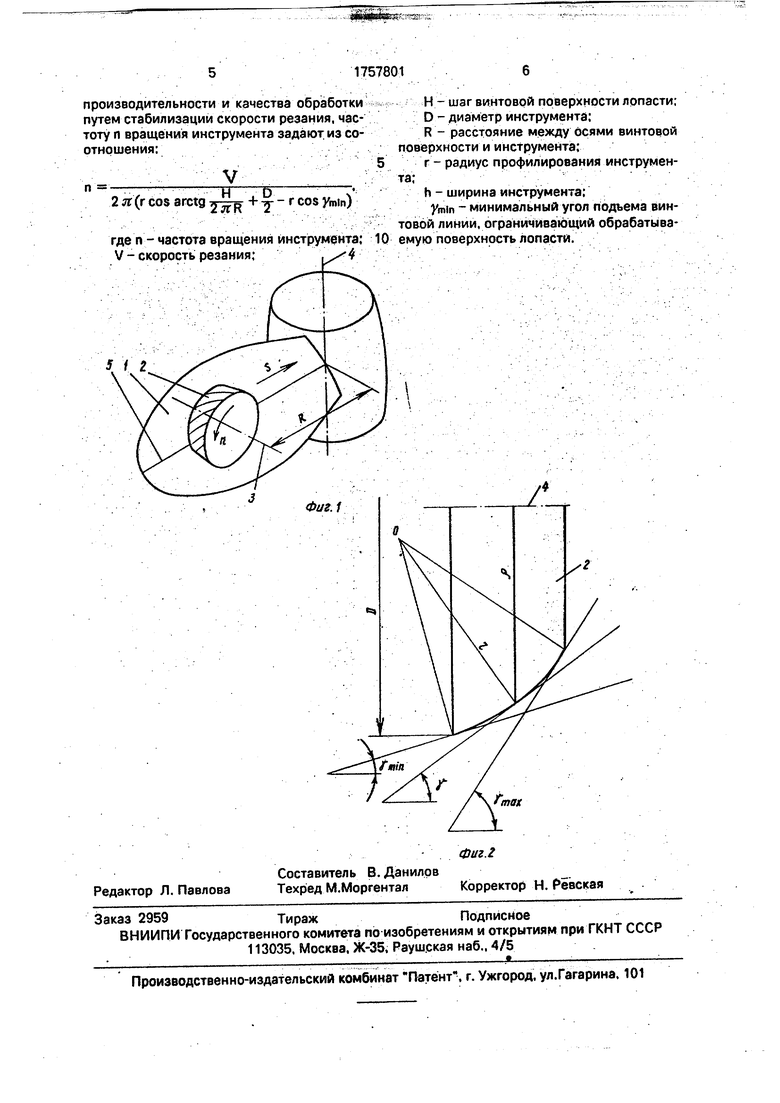
На фиг.1 изображена схема обработки, на фиг.2 -- показано взаимодействие инструмента с различными участками винтовой поверхности лопасти.
Лопасть 1, например, гребного винта, обрабатывают режим инструментом 2 (фрезой, шлифовальным кругом), ось 3 которого скрещивается поя прямым углом с осью 4 винтовой поверхности. Рабочая поверхность инструмента спрофилирована по радиусу г (фиг.2)величину которого задают по известной из описания а.с. № 1180241 зависимости
hm
Sin Ушах-Sin ymin l
где h - ширина инструмента; Утах и ут|П максимальный и минимальный углы подъема винтовых линий, ограничивающихобрабатываемуюповерхность лопасти и удаленных от оси 4 соответственно на Rmin и Rmax.
Обработку лопасти осуществляют продольными строчками, для чего инструменту сообщают перемещение S вдоль образующей 5 винтовой поверхности и богласован- ное с ним перемещение вдоль оси 4. Для перехода к каждой последующей строчке лопасть поворачивают на-ширину строчки вокруг ося 4.
При перемещении инструмента 2 вдоль образующей 5 непрерывно изменяется расстояние R от оси 3 до точки контакта рабочей поверхности инструмента с лопастью, так как углы подъема винтовых линий ее поверхности различны и находятся в диапазоне ymjn - УтахПоэтому для стабилизации скорости резания частоту вращения инструмента непрерывно изменяют и задают в зависимости от текущего значения расстояния R между осями винтовой поверхности и инструмента по соотношению
V,
H D
2 л: (г cos arctg jjTR + 2 г cos mln
(2)
где V- скорость резания; Н - шаг винтовой поверхности лопасти;
п
D - диаметр инструмента;
R - расстояние между осями винтовой поверхности и инструмента;
г- радиус профилирования шлифоваль- ного круга;
h - ширина инструмента;
Углах . ymin-соответственно максимальный и минимальный углы подъема винтовых линий, ограничивающих обрабатываемую поверхность лопасти.
Зависимость (2) получена следующим образом. Частота п вращения инструмента определяется зависимостью
п ТЯр 0)
где V - скорость резания; р - текущее значение радиуса инструмента в точке контакта его с лопастью (винтовой линией, имеющей угол наклона у ). Из фиг.2
р Г -СОЗу + -ГСОЗУтШ.(4)
где г - радиус профиля инструмента, определяемый выражением (1); D - диаметр инструмента;
УШШ - минимальный угол наклона винтовой линии удаленной от оси 4 винтовой поверхности на расстояние Rmax,
у arctg Н/2 ж R (5) - угол наклона винтовой линии, удаленной от оси 4 на расстояние R, с которой в рассматриваемый момент времени контактирует режущий инструмент;
Н - шаг винтовой поверхности лопасти.
На основании зависимости (3) - (5) имеет место соотношение (2).
Подачу инструмента вдоль образующей винтовой поверхности осуществляют с пе- ременной скоростью Vs, пропорциональной частоте п его вращения:
V,-S0-n,(6)
где So - подача за один оборот инструмента.
Повышение качества обработки достигается благодаря тому, что сохраняется постоянное значение скорости резания при обработке всей поверхности.
Так как стабилизация скорости резания
осуществляется за счет непрерывного повышения частоты вращения инструмента, обеспечивается возможность пропорционально увеличить скорость подачи, благодаря чему достигается повышение
производительности.
Формула изобретения Способ обработки винтовых поверхностей лопастей поав.св. № 1180241, отличающийся тем, что, с целью повышения
производительности и качества обработки путем стабилизации скорости резания, частоту л вращения инструмента задают из соотношения:
п
V ТГ
БГ
2 л (г cos arctg - + - г cos ymm)
где п - частота вращения инструмента; V - скорость резания;LX
Н - шаг винтовой поверхности лопасти;
D - диаметр инструмента;
R - расстояние между осями винтовой поверхности и инструмента; г - радиус профилирования инструмента;
h - ширина инструмента;
ymin минимальный угол подъема винтовой линии, ограничивающий обрабатыва- емую поверхность лопасти.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки винтовых поверхностей лопастей гребных винтов | 1990 |
|
SU1745526A1 |
| Способ шлифования винтовых поверхностей лопастей | 1990 |
|
SU1763152A1 |
| Способ обработки винтовых поверхностей лопастей | 1991 |
|
SU1798054A1 |
| Способ обработки винтовых поверхностей | 1984 |
|
SU1180241A1 |
| ДИСКОВЫЙ ОДНОНИТОЧНЫЙ КРУГ ДЛЯ ШЛИФОВАНИЯ ВИНТОВ | 1999 |
|
RU2170655C1 |
| Способ обработки сложных поверхностей | 1985 |
|
SU1255303A1 |
| Способ точения сложных поверхностей | 1991 |
|
SU1816535A1 |
| Способ обработки пространственных зубчатых колес | 1982 |
|
SU1168360A1 |
| Способ образования винтовой поверхности глобоидного с вогнутым профилем винтов червяка и устройство к зубофрезерному станку для обработки винтовой поверхности глобоидного с вогнутым профилем витков червяка | 1985 |
|
SU1316758A1 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
Использование: обработка резанием лопастных изделий, в частности, гребных винтов, турбин и т.п. Сущность изобретения: обработку винтовой поверхности лопасти осуществляют вращающимся инструментом, спрофилированным по радиусу, продольными строчками. Инструменту сообщают вращение с переменной частотой и движение подачи вдоль образующей винтовой поверхности с переменной скоростью исходя из условия стабилизации скорости резания, Частоту вращения инструмента Определяют из математического выражения. 2 ил.
| Способ обработки винтовых поверхностей | 1984 |
|
SU1180241A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
