Изобретение относится к способам обработки резанием и найдет применение в машиностроении при изготовлении лопастей гребных винтов, турбин и др.изделий.
Целью изобретения является повышение производительности без ухудшения качества обработки.
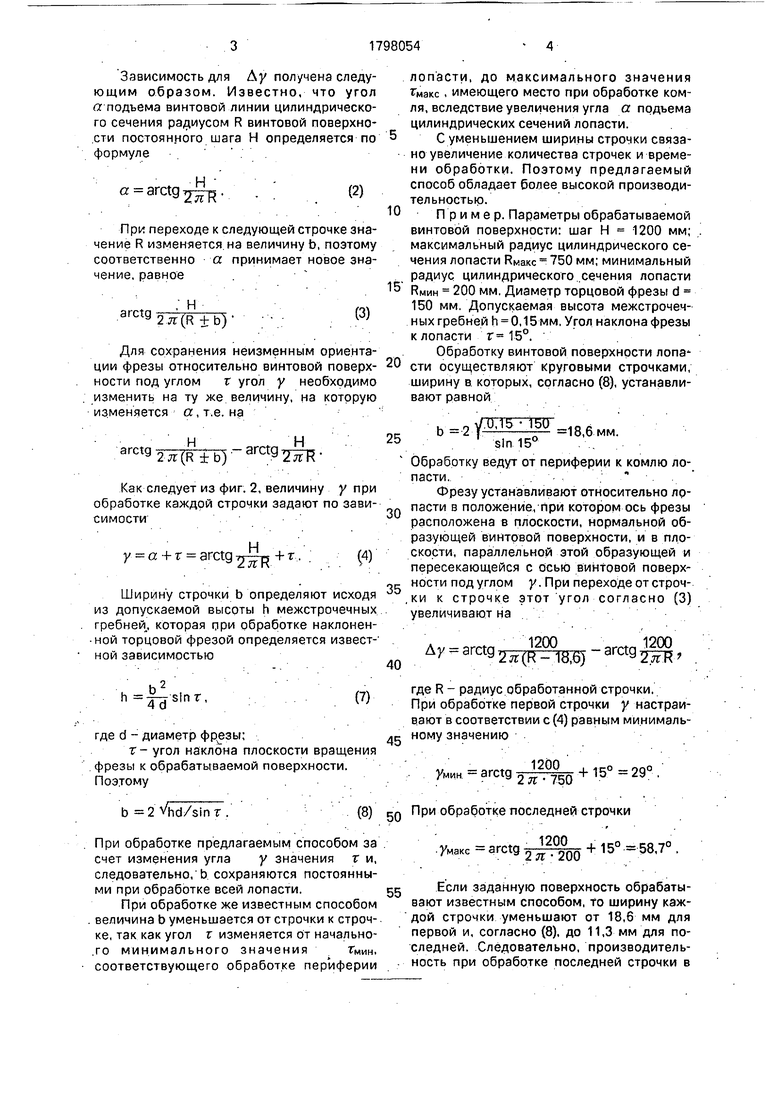
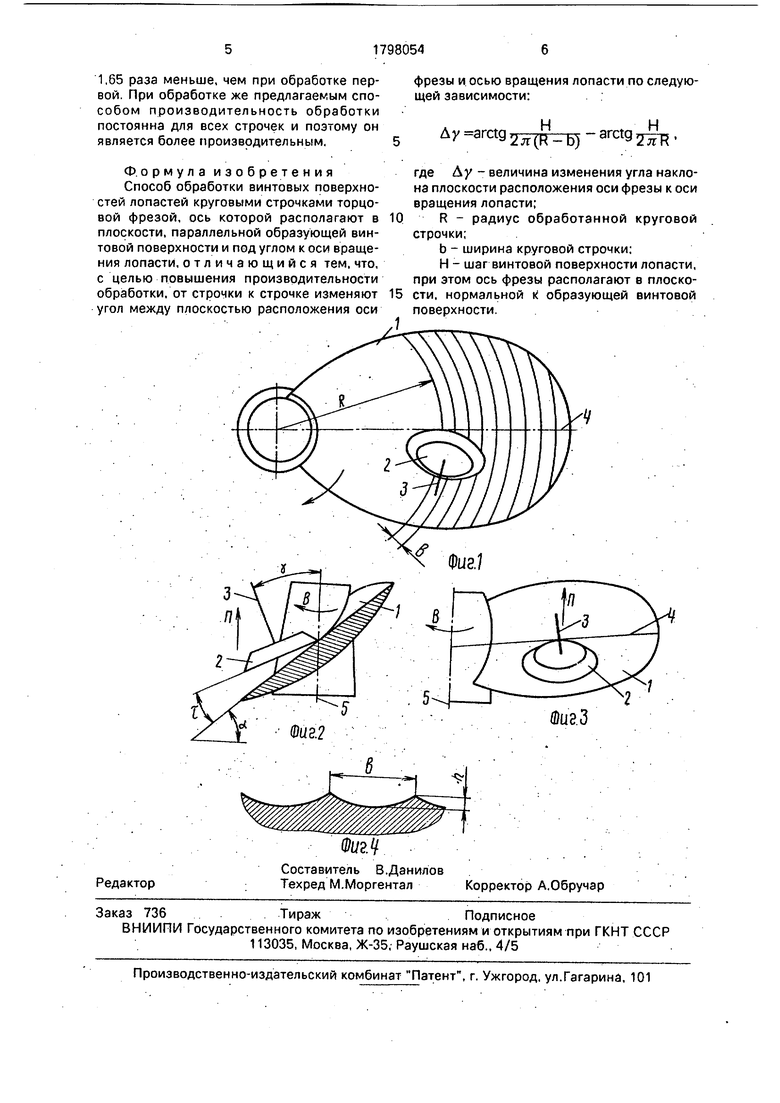
На фиг. 1, изображена кинематическая схема обработки винтовой поверхности лопасти: на фиг. 2 - установка фрезы относи- тельно лопасти в цилиндрическом сечении; на фиг. 3 - установка фрезы относительно образующей винтовой поверхности лопа- .сти; на фиг. 4-схема образования межстрочечных гребней.
Обработку винтовой поверхности лопасти 1 производят торцовой фрезой 2, ось 3 вращения которой устанавливают в плоскости, нормальной к образующей 4 винтовой поверхности и в плоскости, параллельной
этой образующей и пересекающейся под углом у с осью 5 винтовой поверхности.
Обработку осуществляют круговыми строчками постоянной ширины, для чего при обработке каждой строчки лопасти i сообщают вращение В вокруг оси 5, а фрезе 2 согласованное с ним поступательное перемещение П вдоль этой реи. Для перехода к следующей строчке фрезу перемещают вдоль образующей винтовой поверхности 4 на расстояние, равное ширине строчки и изменяют угол у по зависимости
АУ агсГ975 1гЩ}-аг 2 Если при переходе от одной строчки к другой величина R уменьшается (как показано на фиг. 1), то угол у увеличивают на Ду, при возрастании R угол у уменьшают на Ау..
2
00
о ел
4V
Зависимость для Л у получена следующим образом. Известно, что угол а подъема винтовой линии цилиндрического сечения радиусом R винтовой поверхности постоянного шага Н определяется по формуле . . .
Н
o-arctg
(2)
При переходе к следующей строчке значение R изменяется, на величину Ь, поэтому соответственно а принимает новое значение, равное.
Н
arct927T(R+b)Для сохранения неизменным ориентации фрезы относительно винтовой поверхности под углом г угол у необходимо изменить на ту же величину, на которую изменяется а,, т.е. на
arctg2(R±b) arc 7 RКак следует из фиг. 2, величину у при обработке каждой строчки задают по зависимости
у а + г arctg j + т. .(4)
Ширину строчки b определяют исходя
из допускаемой высоты h межстрочечных
гребней, которая рри обработке наклонен ной торцовой фрезой определяется известной зависимостью
10
лопасти, до максимального значения 7макс, имеющего место при обработке комля, вследствие увеличения угла а подъема цилиндрических сечений лопасти.
С уменьшением ширины строчки связано увеличение количества строчек и времени обработки. Поэтому предлагаемый способ обладает более высокой производительностью.
Пример. Параметры обрабатываемой винтовой поверхности: шаг Н 1200 мм; максимальный радиус цилиндрического сечения лопасти Рмакс - 750 мм; минимальный радиус цилиндрического..сечения лопасти RMHH 200 мм. Диаметр торцовой фрезы d 150 мм. Допускаемая высота межстрочечных гребней h 0,15 мм, Угол наклона фрезы к лопасти г 15°.
Обработку винтовой поверхности лопа сти осуществляют круговыми строчками, ширину в которых, согласно (8), устанавливают равной
20
Ь- -2-УД
,15 -150
18,6 мм.
sin 15°
Обработку ведут от периферии к комлю лопасти,. , -; .
Фрезу устанавливают относительно лопасти в положение, при котором ось фрезы расположена в плоскости, нормальной образующей винтовой поверхности, и в плоскости, параллельной этой образующей и пересекающейся с осью винтовой поверхности под углом у. При переходе от строчки к строчке этот угол согласно (3) увеличивают на . .
л v - яггтп „ ,12°0 , - яггтп 120° Ay-arctg2 R ia6) arctg,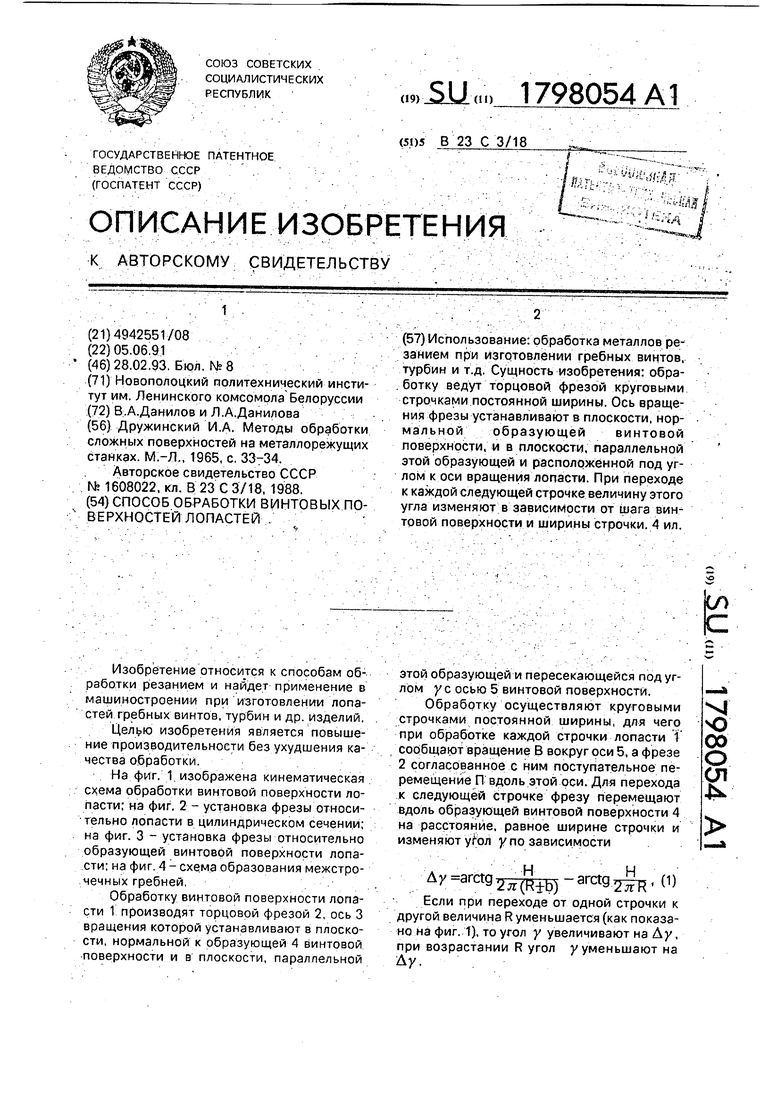
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки винтовых поверхностей | 1988 |
|
SU1608022A1 |
| Способ обработки сложных поверхностей | 1985 |
|
SU1255303A1 |
| Способ шлифования винтовых поверхностей лопастей | 1990 |
|
SU1763152A1 |
| Способ обработки винтовых поверхностей лопастей гребных винтов | 1990 |
|
SU1745526A1 |
| Способ обработки винтовых поверхностей | 1990 |
|
SU1757801A2 |
| Способ обработки сложных поверхностей | 1988 |
|
SU1604520A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
| Способ обработки сложнопрофильных изделий | 1985 |
|
SU1307687A1 |
| СПОСОБ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU384634A1 |
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |
Использование: обработка металлов резанием при изготовлении гребных винтов, турбин и т.д. Сущность изобретения: обработку ведут торцовой фрезой круговыми строчками постоянной ширины. Ось вращения фрезы устанавливают в плоскости, нормальной образующей винтовой поверхности, и в плоскости, параллельной этой образующей и расположенной под углом к оси вращения лопасти. При переходе к каждой следующей строчке величину этого угла изменяют в зависимости от шага винтовой поверхности и ширины строчки. 4 ил.
h jd slnr,
где d - диаметр фрезы;
т- угол наклона плоскости вращения . фрезы к обрабатываемой поверхности. Поэтому. .
b 2 Vhd/sinr .
При обработке предлагаемым способом за счет изменения угла у значения т и, следовательно, b сохраняются постоянными при обработке всей лопасти.
При обработке же известным способом величина b уменьшается от строчки к строчке, так как угол г изменяется от начально- то минимального значения . гмин. соответствующего обработке периферии
где R - радиус обработанной строчки. При обработке первой строчки у настраивают в соответствии с (4) равным ми.нималь- 45 ному значению
. , yMW arctg2 %o + ,
(8) en При обработке последней строчки
Умакс arct92ltf
1200
200
+ 15° 58,7°
Если заданную поверхность обрабатывают известным способом, то ширину каждой строчки уменьшают от 18,6 мм для первой и, согласно (8), до 11,3 мм для последней. Следовательно, производительность при обработке последней строчки в
1,65 раза меньше, чем при обработке первой. При обработке же предлагаемым способом производительность обработки постоянна для всех строчек и поэтому он является более производительным.
Ф.ормула изобретения Способ обработки винтовых поверхностей лопастей круговыми строчками торцовой фрезой, ось которой располагают в плоскости, параллельной образующей винтовой поверхности и под углом к оси вращения лопасти, отличающийся тем, что, с целью повышения производительности обработки, от строчки к строчке изменяют угол между плоскостью расположения оси
фрезы и осью вращения лопасти по следующей зависимости:
Н
Н
ДУ агс 2я(И-Ь) arctgZ R
где Ду - величина изменения угла наклона плоскости расположения оси фрезы к оси вращения лопасти;
R - радиус обработанной круговой строчки;
b - ширина круговой строчки; Н - шаг винтовой поверхности лопасти, при этом ось фрезы располагают в плоскости, нормальной к образующей винтовой поверхности.
| Дружинский И.А | |||
| Методы обработки сложных поверхностей на металлорежущих Станках | |||
| М.-Л,, 1965, с | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
| Способ обработки винтовых поверхностей | 1988 |
|
SU1608022A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
