Изобретение относится к обработке материалов режущими инструментами и найдет применение в производстве гребных винтов и им подобных изделий.
Способы обработки винтовых поверхностей лопастей гребных винтов известны. Они основаны на сообщении вращающемуся инструменту перемещения относительно лопасти по круговым или продольным строчкам 1. Согласно известному способу 2 обработку осуществляют продольными строчками спрофилированным по радиусу режущим инструментом, ось вращения которого расположена в плоскости, перпендикулярной оси винтовой поверхности. В процессе обработки круг перемещают в плоскости, проходящей через ось изделия и образующую винтовой поверхности обрабатываемой лопасти, а деталь перемещают в направлении к кругу и поворачивают вокруг ее оси.
Недостатком известного способа является то, что в процессе обработки непрерывно изменяется скорость резания, так как инструмент контактирует с лопастью точками своей рабочей поверхности, располо2 сл ел ю о
женными на различных радиусах от оси его вращения. Это исключает возможность обработки на оптимальных режимах резания, что снижает стойкость инструмента и отрицательно влияет на качество обработки.
Целью изобретения является повышение производительности и качества обработки, а также стойкости инструмента за счет стабилизации скорости резания.
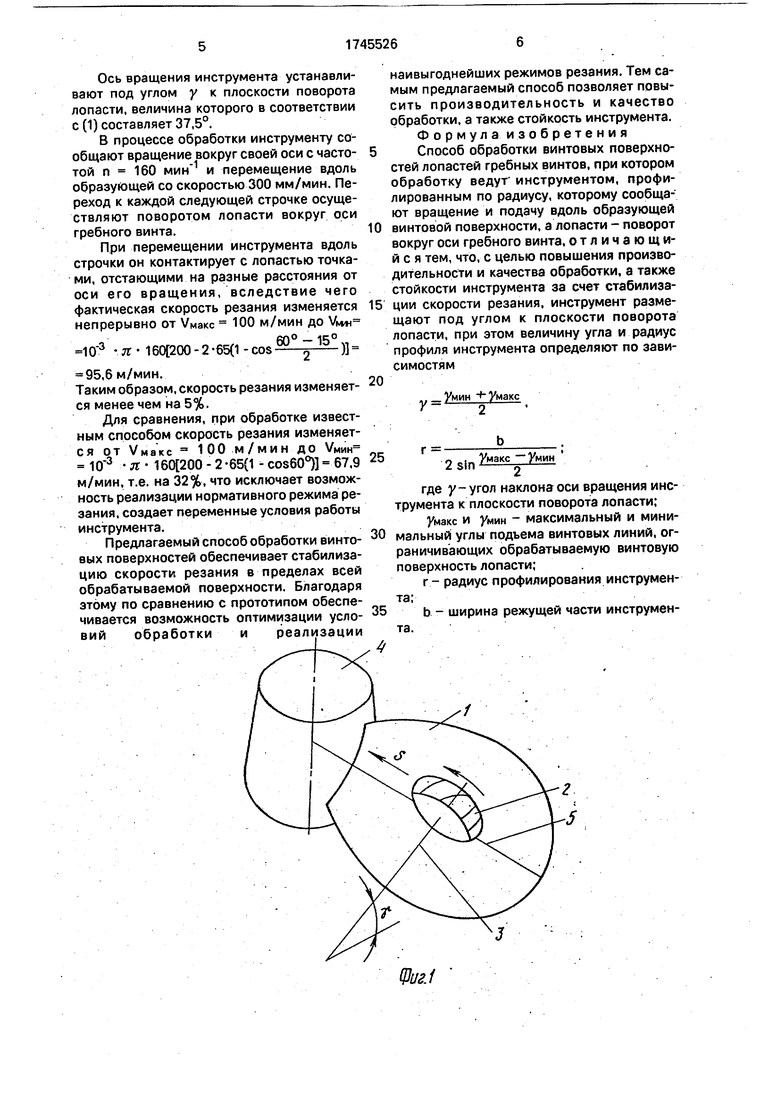
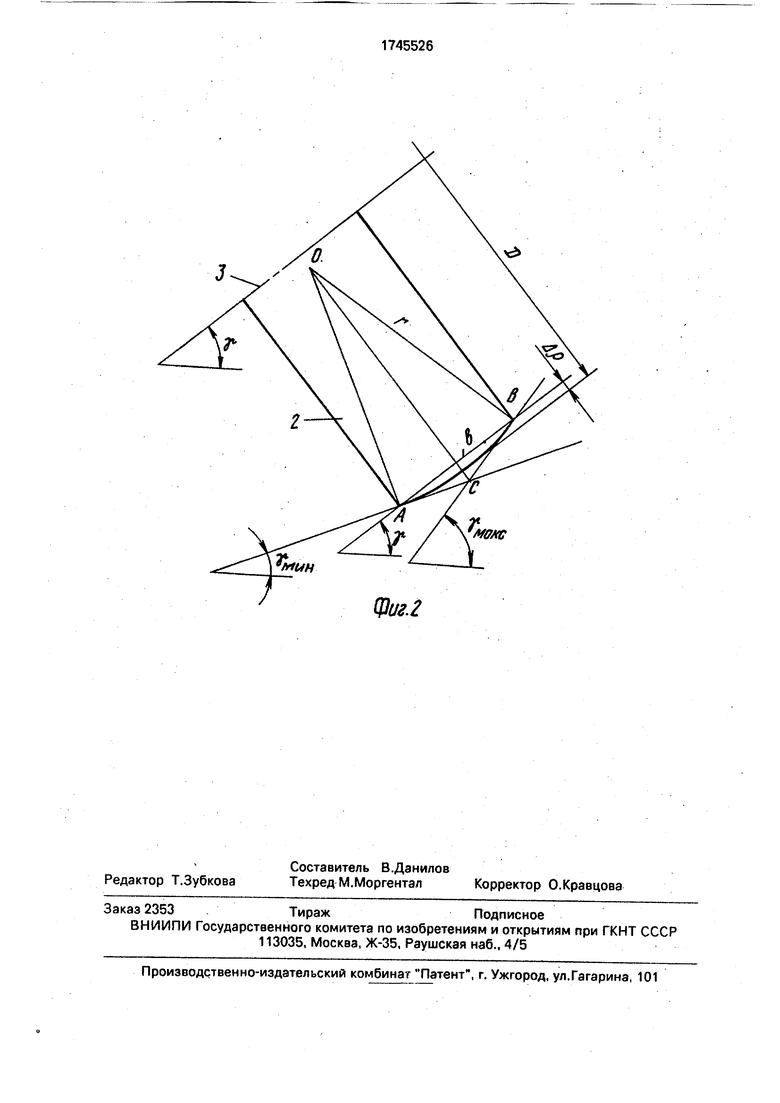
На фиг.1 приведена схема обработки; на фиг,2 - установка инструмента и контакт его с винтовой поверхностью лопасти.
Лопасть 1 гребного винта обрабатывают с профилированным по радиусу г режущим инструментом 2 (фрезой, шлифовальным кругом), ось 3 которого скрещивается под непрямым углом с осью 4 винтовой поверхности и наклонена под углом у к плоскости поворота лопасти вокруг оси 4. Величина радиуса профилирования г и угла наклона у оси 3 определяют по зависимостям
г
2s|nJWc MHH
(1)
v . УМИН t Умакс 72
(2)
где b - ширина режущей части инструмента;
Умакс и умин максимальный и минимальный углы подъема винтовых линий, ограничивающихобрабатываемуюповерхность лопасти.
Обработку лопасти осуществляют продольными строчками, для чего инструменту сообщают перемещение S вдоль образующей 5 винтовой поверхности и согласованное с ним перемещение вдоль оси 4. Для перехода к каждой последующей строчке лопасть поворачивают на ширину строчки вокруг оси 4. Зависимости (1) и (2) следуют из фиг.2. За время обработки каждой строчки инструмент 2 контактирует с лопастью в наиболее удаленном от оси 4 сечении, ограниченном винтовой линией с углом наклона УМИН. в точке А, а в наименее удаленном сечении, характеризующимся умакс, в точке В. Точка О пересечения нормалей к прямым с углами наклона умин и умакс определяет положение центра окружности, по которой профилируют рабочую поверхность инструмента. Угол между прямым ОА и 0В составляет умакс - УМИН. поэтому при ширине режущей части инструмента, равной Ь, радиус г его профилирования выражается зависимостью (1).
Изменение расстояния от оси 4 инструмента до точек контакта его с лопастью и, следовательно, скорости резания будут минимальны, если точки А и В будут одинаково
удалены от оси 3, т.е. когда торцы инструмента будут одного диаметра. Это условие, как следует из фиг.2, выполняется, если прямая АВ наклонена к плоскости, перпендикулярной оси 4 винтовой поверхности, под
углом
у arctg откуда
COS УМИН - COS Умакс Sin Умакс - УМИН
15
vУмакс (Умин
72
Так как прямая АВ параллельна оси 3 инструмента, то она должна быть наклонена к плоскости поворота лопасти под таким же углом.
Изменение Ар радиуса контакта инструмента с лопастью при обработке каждой строчки предлагаемым способом (фиг.2) составляет
Умин
). (3)
/о
Др г (l-cos Y
тогда как при обработке известным способом
(1 -cos умакс)(4)
Поэтому при обработке предлагаемым способом в пределах одной строчки скорость резания изменяется от /Макс -л Dn до
Умин (1-со5 акс мин) ,
(5) при обработке известным от Умакс яОп до
Умин П - 2r(1 -COS Умакс). (6)
Пример. Обрабатываемая винтовая поверхность лопасти гребного винта ограничена винтовыми линиями, имеющими углы наклона умин 15°, Умакс 60°. Диаметр фрезы D - 200 мм, ширина режущей части b - 50 мм. Нормативная скорость резания V 100 м/мин, подача S 300 мм/мин. Частота вращения инструмента при нормативной скорости резания
« ЮОО-У 1000; 105 1СП -1 п „в ;г-200 °160мин
Для обработки предлагаемым способом инструмент профилируют по радиусу, значение которого задают по зависимости (2):
г мм.
2 sin
60° - 15е
Ось вращения инструмента устанавливают под углом у к плоскости поворота лопасти, величина которого в соответствии с (1) составляет 37,5°.
В процессе обработки инструменту сообщают вращение вокруг своей оси с частотой п 160 и перемещение вдоль образующей со скоростью 300 мм /мин. Переход к каждой следующей строчке осуществляют поворотом лопасти вокруг оси гребного винта.
При перемещении инструмента вдоль строчки он контактирует с лопастью точками, отстающими на разные расстояния от оси его вращения, вследствие чего фактическая скорость резания изменяется непрерывно от Умакс 100 м/мин до VWH
10
г3 -я- - 2 -65(1 - cos 60° г. 15° )
95,6 м/мин.
Таким образом, скорость резания изменяется менее чем на 5%.
Для сравнения, при обработке известным способом скорость резания изменяетСЯ ОТ Умакс -100 М/МИН ДО VMHH
103 Л - 2 -65(1 - cosGO0) 67,9 м/мин, т.е. на 32%, что исключает возможность реализации нормативного режима резания, создает переменные условия работы инструмента.
Предлагаемый способ обработки винтовых поверхностей обеспечивает стабилизацию скорости резания в пределах всей обрабатываемой поверхности. Благодаря этому по сравнению с прототипом обеспечивается возможность оптимизации условий обработки и реализации
0
5
наивыгоднейших режимов резания. Тем самым предлагаемый способ позволяет повысить производительность и качество обработки, а также стойкость инструмента. Формула изобретения Способ обработки винтовых поверхностей лопастей гребных винтов, при котором обработку ведут инструментом, профилированным по радиусу, которому сообщают вращение и подачу вдоль образующей винтовой поверхности, а лопасти - поворот вокруг оси гребного винта, отличающийся тем, что, с целью повышения производительности и качества обработки, а также стойкости инструмента за счет стабилизации скорости резания, инструмент размещают под углом к плоскости поворота лопасти, при этом величину угла и радиус профиля инструмента определяют по зависимостям
Умин + Умакс
2 sin
где у-угол наклона оси вращения инструмента к плоскости поворота лопасти;
УМЗКС и умин - максимальный и минимальный углы подъема винтовых линий, ограничивающих обрабатываемую винтовую поверхность лопасти;
г - радиус профилирования инструмента;
b - ширина режущей части инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки винтовых поверхностей | 1990 |
|
SU1757801A2 |
| Способ обработки винтовых поверхностей лопастей | 1991 |
|
SU1798054A1 |
| Способ шлифования винтовых поверхностей лопастей | 1990 |
|
SU1763152A1 |
| Способ обработки сложных поверхностей | 1985 |
|
SU1255303A1 |
| Способ пятикоординатной механической обработки пространственно-сложных криволинейных поверхностей | 1972 |
|
SU533294A1 |
| Способ точения сложных поверхностей | 1991 |
|
SU1816535A1 |
| Ротационный резец | 1988 |
|
SU1634372A1 |
| Способ обработки винтовых поверхностей | 1984 |
|
SU1180241A1 |
| Способ фрезерования рабочих поверхностей нагнетателя | 1983 |
|
SU1115867A1 |
| СТАНОК ДЛЯ БЕСКОПИРНОЙ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ | 1973 |
|
SU381486A1 |
Использование: при обработке материалов режущими инструментами, в производстве гребных винтов и подобных изделий. Сущность изобретения: лопасть гребного винта обрабатывают спрофилированным по радиусу г режущим инструмен- том.,ось которого скрещивают под углом с осью винтовой поверхности и располагают под углом к плоскости поворота лопасти вокруг вышеуказанной оси. Угол у и радиус г определяют по математическим зависимостям, в которые входят максимальный Умакс и минимальный умин - углы подъема винтовых линий, ограничивающих обрабатываемую винтовую поверхность лопасти, и ширина режущей части инструмента. Обработку осуществляют продольными строчками. При обработке скорость V резания в пределах строчки меняется от Умакс tfDn до Умин я: - г(1 - со8(Хмакс- УМИН ):2, где D - диаметр инструмента; п - число оборотов последнего. 2 ил. w Ё
te/
Фиг.2
| Дружинский И.А | |||
| Методы обработки сложных поверхностей на металлорежущих станках | |||
| М-Л.: Машиностроение, 1965, с.39, 58 | |||
| Авторское свидетельство СССР № 4180241, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
