1.
(21)4397541/23-05 (22)25.03,88 (46)23.11.90. Бюл. №43 (72) А.К.Давыдов
(53)678.057.726(088.8)
(56)Авторское свидетельство СССР № 639720, кл. В 29 С 45/02, 1975.
(54)ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ
(57)Изобретение позволяет повысить надежность работы пресс-формы при ее смыкании. Для этого цанги 4 закреплены в плите
5 с загрузочной камерой, а в плите 7 с формующей полостью выполнены ступенчатые отверстия 8 для размещения цанг 4. При закрытии формы в цанги, находящиеся в ступенчатых отверстиях 8, упираются .распорные колонки и перемещают плиту 5 с загрузочной камерой до тех пор, пока головки цанг не раскроются в ступенчатых отверстиях 8.Таким образом, обеспечивается первоочередное гарантированное перемещение плиты 5 с загрузочной камерой до смыкания ее с плитой 7 с формующей полостью. 1 ил.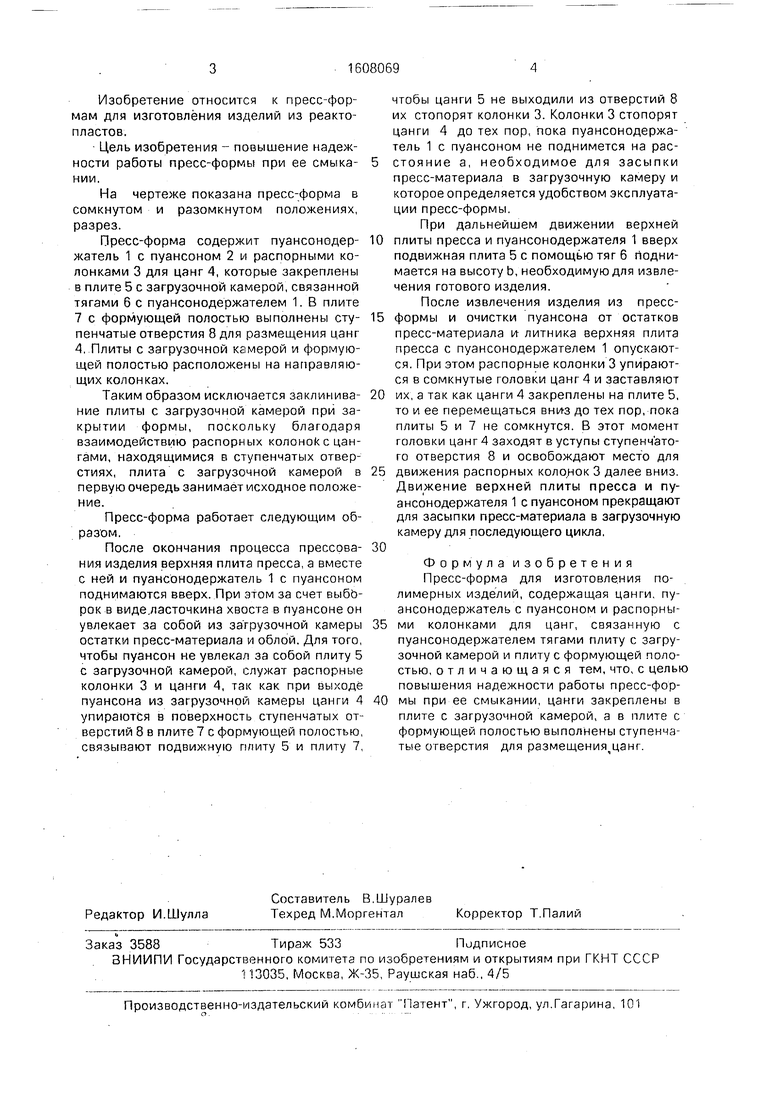
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный блок для литьевого прессования изделий из полимеров | 1985 |
|
SU1274939A2 |
| Универсальный блок для литьевого прессования изделий из реактопластов | 1984 |
|
SU1242391A1 |
| Пресс-форма для литьевого прессования изделий из реактопластов | 1987 |
|
SU1620316A1 |
| Универсальный блок литьевого прес-СОВАНия издЕлий из РЕАКТОплАСТОВ | 1979 |
|
SU797881A1 |
| Штамп для формования поперечных гофров на обечайках | 1982 |
|
SU1038002A1 |
| Универсальный блок для литьевого прессования изделий из полимеров | 1977 |
|
SU639720A1 |
| Блок литьевого прессования дляпОлиМЕРНыХ издЕлий | 1979 |
|
SU835772A1 |
| Устройство для штамповки полых изделий с наружным фланцем | 2019 |
|
RU2721340C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Универсальный блок для литьевого прессования изделий из реактопластов | 1982 |
|
SU1054067A1 |
Изобретение позволяет повысить надежность работы пресс-формы при ее смыкании. Для этого цанги 4 закреплены в плите 5 с загрузочной камерой, а в плите 7 с формующей полостью выполнены ступенчатые отверстия 8 для размещения цанг 4. При закрытии формы в цанги, находящиеся в ступенчатых отверстиях 8, упираются распорные колонки и перемещают плиту 5 с загрузочной камерой до тех пор, пока головки цанг не раскроются в ступенчатых отверстиях 8. Таким образом, обеспечивается первоочередное гарантированное перемещение плиты 5 с загрузочной камерой до смыкания ее с плитой 7 с формующей полостью. 1 ил.
О
о
00
о о ю
Изобретение относится к пресс-формам для изготовления изделий из реакто- пластов.
Цель изобретения - повышение надежности работы пресс-формы при ее смыкании.
На чертеже показана пресс-форма в сомкнутом и разомкнутом положениях, разрез.
Пресс-форма содержит пуансонодер- жатель 1 с пуансоном 2 и распорными колонками 3 для цанг 4, которые закреплены в плите 5 с загрузочной камерой, связанной тягами 6 с пуансонодержателем 1. В плите 7 с формующей полостью выполнены ступенчатые отверстия 8 для размещения цанг 4, Плиты с загрузочной камерой и формующей полостью расположены на направляющих колонках.
Таким образом исключается заклинивание плиты с загрузочной камерой при закрытии формы, поскольку благодаря взаимодействию распорных кoлoнok с цангами, находящимися в ступенчатых отверстиях, плита с загрузочной камерой в первую очередь занимает исходное положение.
Пресс-форма работает следующим образом.
После окончания процесса прессования изделия верхняя плита пресса, а вместе с ней и пуансОнодержатель 1 с пуансоном поднимаются вверх. При этом за счет выбь- рок в виде .ласточкина хвоста в пуансоне он увлекает за собой из загрузочной камеры остатки пресс-материала и облой. Для того, чтобы пуансон не увлекал за собой плиту 5 с загрузочной камерой, служат распорные колонки 3 и цанги 4, так как при выходе пуансона из загрузочной камеры цанги 4 упираются в поверхность ступенчатых отверстий 8 в плите 7 с формуюа1ей полостью, связывают подвижную ппиту 5 и плиту 7,
чтобы цанги 5 не выходили из отверстий 8 их стопорят колонки 3. Колонки 3 стопорят цанги 4 до тех пор, пока пуансонодержа- тель 1 с пуансоном не поднимется на расстояние а, необходимое для засыпки пресс-материала в загрузочную камеру и которое определяется удобством эксплуатации пресс-формы.
При дальнейшем движении верхней
плиты пресса и пуансонодержателя 1 вверх подвижная плита 5 с помощью тяг 6 поднимается на высоту Ь, необходимую для извлечения готового изделия.
После извлечения изделия из прессформы и очистки пуансона от остатков пресс-материала и- литника верхняя плита пресса с пуансонодержателем 1 опускаются. При этом распорные колонки 3 упираются в сомкнутые головки цанг 4 и заставляют
их, а так как цанги 4 закреплены на плите 5, то и ее перемещаться вниз до тех пор, пока плиты 5 и 7 не сомкнутся. В этот момент головки цанг 4 заходят в уступы ступенчатого отверстия 8 и освобождают место для
движения распорных 3 далее вниз. Движение верхней плиты пресса и пуансонодержателя 1 с пуансоном прекращают для засыпки пресс-материала в загрузочную камеру для последующего цикла.
5
0
Формула изобретения Пресс-форма для изготовления полимерных изделий, содержащая цанги, пу- ансонодержатель с пуансоном и распорными колонками для цанг, связанную с пуансонодержателем тягами плиту с загрузочной камерой и плиту с формующей полостью, отличающаяся тем, что, с целью повышения надежности работы пресс-формы при ее смыкании, цанги закреплены в плите с загрузочной камерой, а в плите с формующей полостью выполнены ступенчатые отверстия для размещения цанг.
