(21)4180180/25-. 7
(22)12.01.87
(46) 23.08.88. Бюл. № 31
(72) В.В.Наговицин, В.В.Татаринов
и В.В.Павлов
(53)621.979.06(088.8)
(56)Авторское свидетельство СССР № 616002, кл. В 21 D 37/12, 1976.
(54)УСТРОЙСТВО ДЛЯ ТОРЦОВОЙ РАСКАТКИ
(57)Изобретение относится к обработке металлов давлением и может быть использовано в машинах для производства полых деталей типа втулки с фланцем. Цель - повышение точности раскатьшаемьк деталей. Для этого в
полости матрицы (М) 6 размещается ловитель 7 дополнительного пуансона (ДП) 4. Пуансон (П) 1 со стороны М 5 выполнен с кольцевым ограничительным буртом. Центры радиусов сферических опор ДП 4 поддерживающего кольца 3 и точки пересечения осей П I и М 6 совмещены в точку пересечения плоскости кольцевого ограничительного бурта с осью М 6. После установки заготовки в полость М 6 вводится в полость ловителя 7 ДП 4. Идет процесс раскатки заготовки. По окончании процесса П I отводится и подается давление в привод выталкивателя 8, который через ловитель 7 поднимает готовую деталь. 1 ил.
s
(Л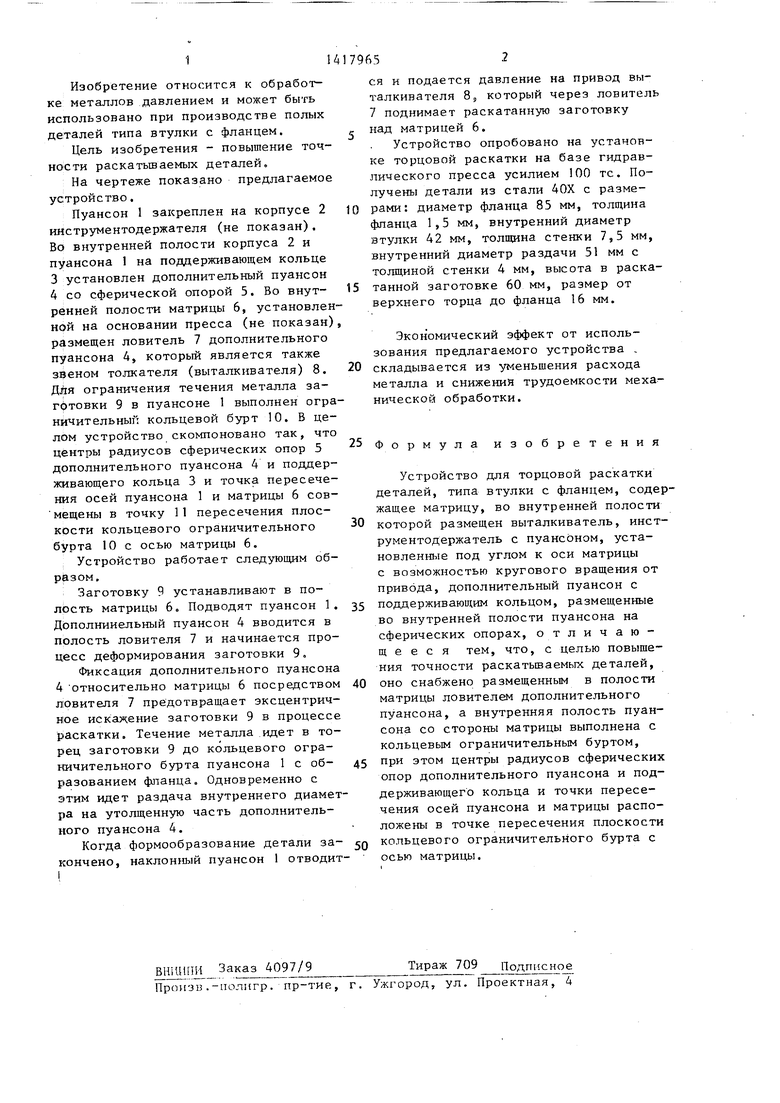
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спеченных трубчатых изделий с буртом из порошка | 2022 |
|
RU2792957C1 |
| Устройство для торцовой раскатки | 1988 |
|
SU1593746A1 |
| СПОСОБ РАСКАТКИ ФЛАНЦЕВ ТРУБЧАТЫХ ЗАГОТОВОК | 2012 |
|
RU2499648C1 |
| Способ изготовления деталей с центральным отверстием | 1985 |
|
SU1266632A2 |
| Устройство для раскатки осесимметричных изделий | 1986 |
|
SU1430158A1 |
| Способ изготовления кольцевых деталей | 1990 |
|
SU1750807A1 |
| Инструментальный узел к устройству для раскатки изделий | 1985 |
|
SU1287968A1 |
| Штамп для изготовления полых деталей | 1978 |
|
SU700263A1 |
| Способ изготовления кольцевых деталей раскаткой | 1987 |
|
SU1500424A1 |
| Устройство для раскатки осесимметричных изделий | 1984 |
|
SU1222376A1 |

;о
О5 ел
Изобретение откосится к обработке металлов давлением и может быть использовано при производстве полых деталей типа втулки с фланцем.
Цель изобретения - повышение точности раскатьшаемых деталей,
На чертеже показано предлагаемое устройство,
Пуансон 1 закреплен на корпусе 2 инструментодержателя (не показан). Во внутренней полости корпуса 2 и пуансона 1 на поддерткивающем кольце
3установлен дополнительный пуансон
А со сферической опорой 5. Во внут- ренней полости матрицы 6, установленной на основании пресса (не показан) размещен ловитель 7 дополнительного пуансона 4, который является также звеном толкателя (выталкивателя) 8. ДАя ограничения течения металла за- гОтовки 9 в пуансоне 1 выполнен ограничительный кольцевой бурт 10. В целом устройство скомпоновано так, что центры радиусов сферических опор 5 дополнительного пуансона 4 и поддерживающего кольца 3 и точка пересече- Ю1Я осей пуансона 1 и матрицы 6 сов- мещены в точку 11 пересечения плоскости кольцевого ограничительного бурта 10 с осью матрицы 6.
Устройство работает следующим образом.
Заготовку 9 устанавливают в полость матрицы 6. Подводят пуансон 1. Дополнииельный пуансон 4 вводится в полость ловителя 7 и начинается процесс деформирования заготовки 9,
Фиксация дополнительного пуансона
4 относительно матрицы 6 посредством ловителя 7 предотвращает эксцентричное искажение заготовки 9 в процессе раскатки. Течение металла идет в торец заготовки 9 до кольцевого ограничительного бурта пуансона 1 с об- разованием фланца. Одновременно с
Этим идет раздача внутреннего диаметра на утолщенную часть дополнительного пуансона 4.
Когда формообразование детали за- кончено, наклонный пуансон 1 отводится и подается давление на привод выталкивателя 8, который через ловител 7 поднимает раскатанную заготовку над матрицей 6.
Устройство опробовано на установке торцовой раскатки на базе гидравлического пресса усилием 100 тс. Получены детали из стали 40Х с размерами: диаметр фланца 85 мм, толщина фланца 1,5 мм, внутренний диаметр втулки 42 мм, толщина стенки 7,5 мм, внутренний диаметр раздачи 51 мм с толщиной стенки 4 мм, высота в раскатанной заготовке 60 мм, размер от верхнего торца до фланца 16 мм.
Экономический эффект от использования предлагаемого устройства . складывается из уменьшения расхода металла и снижения трудоемкости механической обработки.
Формула изобретения
Устройство для торцовой раскатки деталей, типа втулки с фланцем, содежащее матрицу, во внутренней полости которой размещен выталкиватель, инст рументодержатель с пуансоном, установленные под углом к оси матрицы с возможностью кругового вращения от привода, дополнительный пуансон с поддерживающим кольцом, размещенные во внутренней полости пуансона на сферических опорах, отличающееся тем, что, с целью повыще- ния точности раскатьшаемых деталей, оно снабжено размещенным в полости матрицы ловителем дополнительного пуансона, а внутренняя полость пуансона со стороны матрицы выполнена с кольцевым ограничительньм буртом, при этом центры радиусов сферических опор дополнительного пуансона и поддерживающего кольца и точки пересечения осей пуансона и матрицы расположены в точке пересечения плоскости кольцевого ограничительного бурта с осью матрицы.
