1
(21)4642718/25-27
(22)27.01.89
(46) 30. 11.90. Бюп. № 44
(72) В.А.Цеханович и Л.С.Канель
(53)621.791.014(088.8)
(56)Авторское свидетельство СССР № 1368138, кл. В 23 К 20/12, 1986.
(54)ЗАЖИМНОЕ УСТРОЙСТВО МАШИНЫ ДЛЯ СВАРКИ ТРЕНИЕМ
(57)Изобретение относится к зажимным устройствам машин для сварки трением. Цель изобретения - повышение надежности устройства с одновременным улучшением его эксплуатационных свойств. Для этого торцы валов 3 размещены между тарелкой 5 и упругим элементом 6, причем тарелка связана шпилькой с гайкой 8 привода предварительного зажима заготовок, а упругий элемент вьтолнен в виде тарельА - А
,чатой пружины, установленной на шпильке между гайкой привода и близлежашими торцами валов. На рабочие базовые поверхности валов установлено опор-- ное кольцо 11, сопрягаемое с ними по сферической поверхности. При зажиме заготовок (перемещение гайки 8 влево) происходит движение валов 3 по втулкам 2 через шпильку 7 и тарелку 5, при этом различие в торцовых размерах заготовок (необработанная торцовая поверхность) компенсируется перемещением кольца 11 по сферической поверхности R. При износе валов устройство позволяет производить их замену без снятия корпуса 1. С целью повышения долговечности валов они могут быть изготовлены из сплава высокого демпфирования. 1 з.п.ф-лы 4 ил.
S
(/)
| название | год | авторы | номер документа |
|---|---|---|---|
| Зажимное устройство машины для сварки трением | 1986 |
|
SU1368138A1 |
| Зажимное устройство машины для сварки трением | 1985 |
|
SU1311889A1 |
| Зажимное устройство машин для сварки трением | 1984 |
|
SU1376379A1 |
| ТОКАРНЫЙ ПЛАВАЮЩИЙ ПАТРОН | 2010 |
|
RU2449862C2 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВОК ДЕТАЛЕЙ ТИПА ДИСКОВ | 2010 |
|
RU2443513C1 |
| ЗАЖИМНОЙ ПАТРОН ДЛЯ ОБОЛОЧЕК И ДИСКОВ | 2008 |
|
RU2395371C1 |
| МАГИСТРАЛЬНЫЙ НЕФТЯНОЙ ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК АГРЕГАТА | 2011 |
|
RU2484305C1 |
| ЦЕНТРОБЕЖНЫЙ НАСОС С БЕЗЗАЗОРНЫМ КРЕПЛЕНИЕМ РАБОЧЕГО КОЛЕСА И ТОРЦОВЫХ УПЛОТНЕНИЙ К ВАЛУ РОТОРА И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК НАСОСА | 2011 |
|
RU2487272C1 |
| Оправка Михайлова | 1990 |
|
SU1811998A1 |
| Машина для сварки трением | 1981 |
|
SU975287A1 |
Изобретение относится к зажимным устройствам машин для сварки трением. Цель изобретения - повышение надежности устройства с одновременным улучшением его эксплуатационных свойств. Для этого торцы валов 3 размещены между тарелкой 5 и упругим элементом 6, причем тарелка связана с гайкой 8 привода предварительного зажима заготовок, а упругий элемент выполнен в виде тарельчатой пружины, установленной на шпильке между гайкой привода и близлежащими торцами валов. На рабочие базовые поверхности валов установлено опорное кольцо 11, сопрягаемое с ними по сферической поверхности. При зажиме заготовок (перемещение гайки 8 влево) происходит движение валов 3 по втулкам 2 через шпильку 7 и тарелку 5, при этом различие в торцовых размерах заготовок (необработанная торцовая поверхность) компенсируется перемещением кольца 11 по сферической поверхности Rсф. При износе валов устройство позволяет производить их замену без снятия корпуса 1. С целью повышения долговечности валов они могут быть использованы из сплава высокого демпфирования. 1 з.п. ф-лы, 4 ил.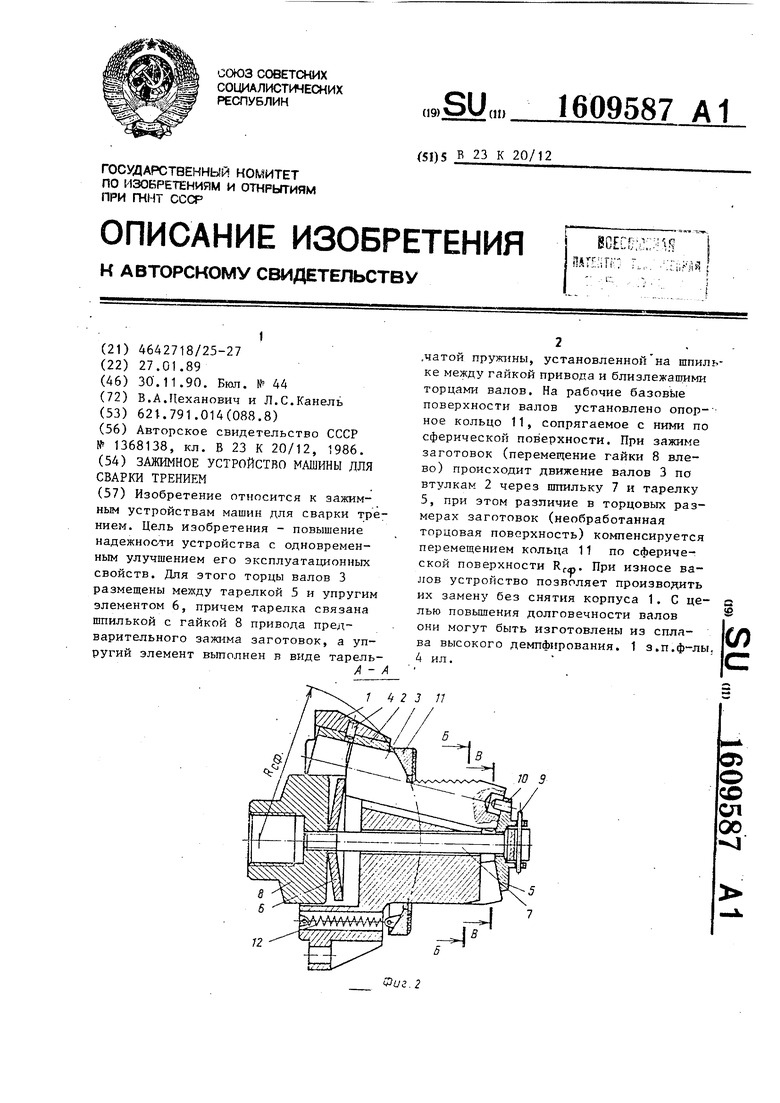
12
О5
Ю 3
СО
ел
00
Изобретение относится х сварке трением и может быть использовано для фиксации деталей во время сварки.
Целью изобретения является повы- с шение надежности устройства с одновременным улучшением его эксплуатационных свойств.
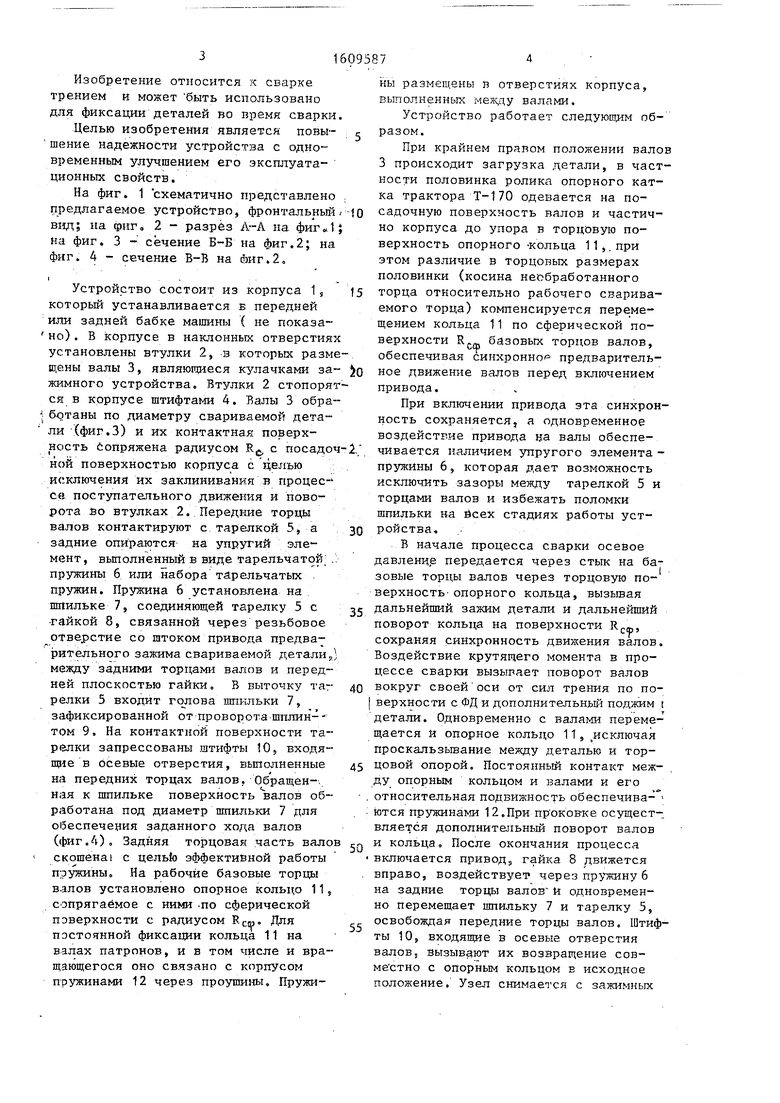
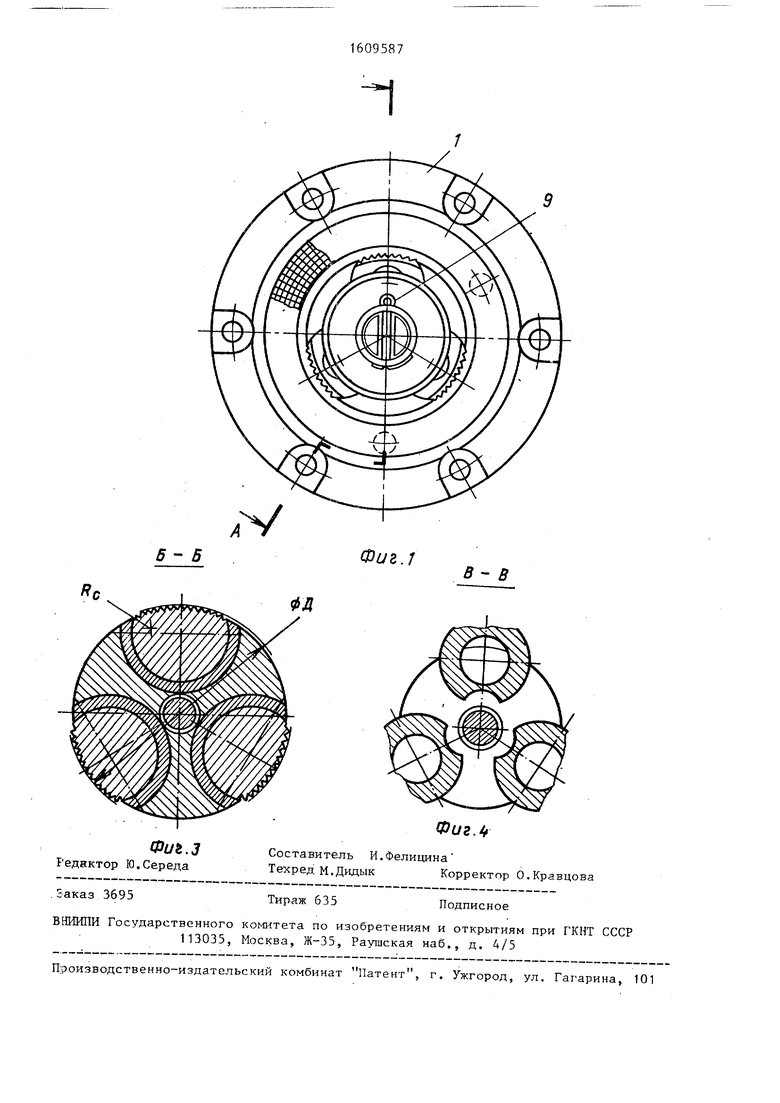
На фиг. 1 схематично представлено , предлагаемое устройство, фронтальньй --ю вид; на фиго 2 - разрез А-А на на фиг. 3 - сечение Б-Б на фиг.2; на фиг. 4 - сечение В-В на йиг.2.
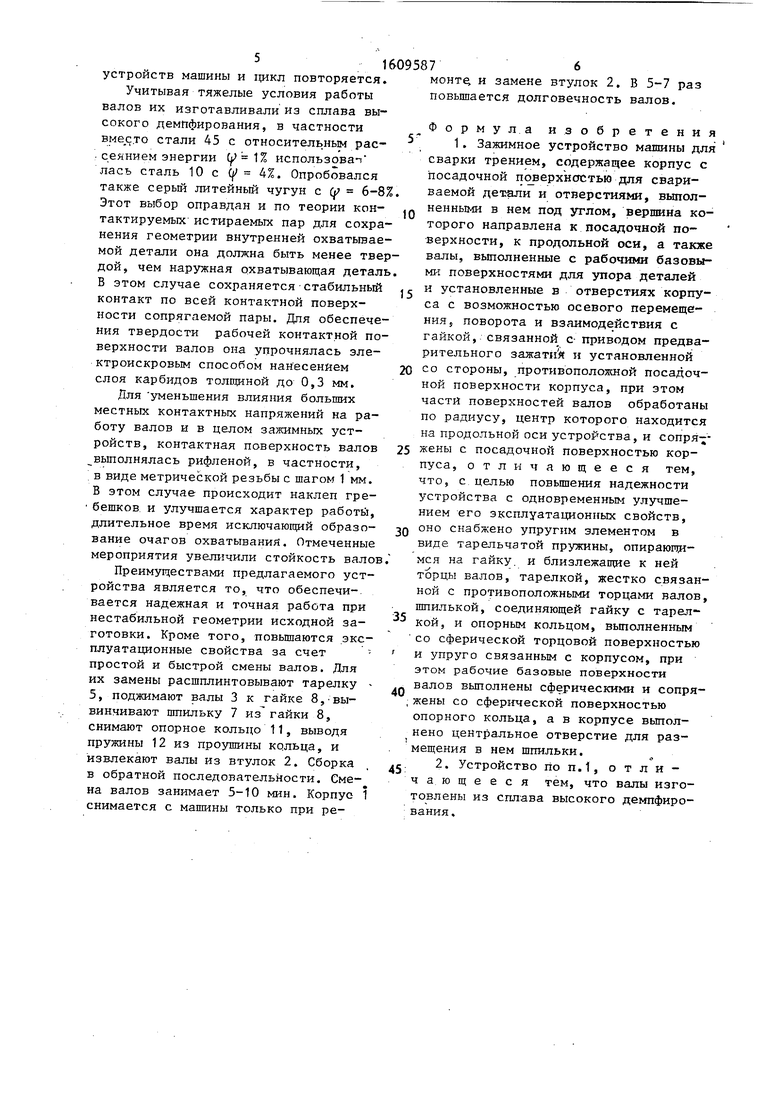
Устройство состоит из корпуса 1, 15 которьш устанавливается в передней или задней бабке машины ( не показа но). В корпусе в наклонных отверстиях установлены втулки 2, -в которых размещены валы 3, являющиеся кушачками за- Q жимного устройства. Втулки 2 стопорятся в корпусе штифтами 4. Балы 3 обра батаны по диаметру свариваемой детали (фиг.З) и их контактная поверхность Сопряжена радиусом R с посадоч-1 ной поверхностью корпуса с целью исключения их заклинивания в процес- се поступательного движения и поворота so втулках 2. Передние торцы валов контактируют с тарелкой 5, а ЗО задние опираются на упругий элемент, выполненный в виде тарельчатой .; пружины 6 или набора тарельчатых пружин. Пружина 6 установлена на шпильке 7, соединяющей тарелку 5с ч гайкой 8, связанной через резьбовое
отверстие со штоком привода предварительного зажима свариваемой детали,,; между задними торцами валов и передней плоскостью гайки, В выточку таг 40 релки 5 входит голова шпильки 7, зафиксированной от проворота шплин -- том 9. На контактной поверхности та- радки запрессованы штифты 10, входя- шле в осевые отверстия, вьшолненные дз на передних торцах валов. Обращен-, ная к шпильке поверхность Ъалов обработана под диаметр шпильки 7 для обеспечения заданного хода валов (фиг./О, Задняя то15цовая часть валов п скошена с цельЬ эффективной работы пружины. На рабочие базовые торцы валов установлено опорное кольцо 11, сопрягаемое с ними -по сферической пэверхности с радиусом RC. Для постоянной фиксации кольца 11 на валах патронов, и в том числе и вращающегося оно связано с корпусом пружинами 12 через проушины. Пружи55
ны размещены в отверстиях корпуса, выполненных меж,цу валами.
Устройство работает следугопщм образом.
При крайнем правом положении вало 3 происходит загрузка детали, в частности половинка ролика опорного катка трактора Т-170 одевается на посадочную поверхность валов и частично корпуса до упора в торцовую поверхность опорного -кольца 11,. при этом различие в торцовых размерах половинки (косина необработанного торца относительно рабочего свариваемого торца) компенсируется перемещением кольца 11 по сферической поверхности R базовых торцов валов, обеспечивая синхронно предварительное движение валов перед включением привода.
При включении привода эта синхронность сохраняется, а одновременное воздействие привода ца валы обеспечивается наличием упругого элемента - пружины 6, которая дает возможность исключить зазоры между тарелкой 5 и торцами валов и избежать поломки шпильки на йсех стадиях работы устройства,
В начале процесса сварки осевое давление передается через стык на базовые торцы валов через торцовую поверхность- опорного кольца, вызьшая дальнейший зажим детали и дальнейший поворот кольца на поверхности , сохраняя синхронность движения валов Воздействие крутящего момента в процессе сварки вызывает поворот валов вокруг своей оси от сил трения по поверхности с ФД и дополнительный подзвим детали. Одновременно с валами перемещается и опорное кольцо 11, исключая проскальзьшание между деталью и торцовой опорой. Постоянный контакт между опорным кольцом и валами и его относительная подвижность обеспечива- К1тся пружинами 1 2,При пр оковке осуществляется дополнительный поворот валов и кольца. После окончания процесса включается приводj гайка 8 движется вправо, воздействует через пружину 6 на задние тори;ы валов и одновременно перемещает шпильку 7 и тарелку 5, освобождая передние торцы валов. Штифты 10, входяшяе в осевые отверстия валов, вызывают их возвращение сов- ме стно с опорным кольцом в исходное положение. Узел снимается с зажимных
устройств машины и хщкл повторяется
Учитывая тяжелые условия работы валов их изготавливали из сплава высокого демпфирования, в частности вместо стали 45 с относительным рас- сеянием энергии С 1% использован лась сталь 10 с у 4%. Опробовался также серый литейный чугун с Q; 6-8 Этот выбор оправдан и по теории кон- тактируемых истираемых пар для сохранения геометрии внутренней охватьшае мой детали она должна быть менее тведой, чем наружная охватывающая детал В этом случае сохраняетсястабильный контакт по всей контактной поверхности сопрягаемой пары. Для обеспечения твердости рабочей контактной поверхности валов она упрочнялась электроискровым способом нанесением слоя карбидов толщиной до 0,3 мм. Для уменьшения влияния больших местных контактных напряжений на работу валов и в целом зажимных устройств, контактная поверхность валов вьтолнялась рифленой, в частности в виде метрической резьбы с шагом 1 мм. В этом случае происходит наклеп гре- бешков и улучшается характер работй, длительное время исключаю1ций образование очагов охватывания. Отмеченные мероприятия увеличили стойкость валов
Преимуществами предлагаемого устройства является то, что обеспечи-. Бается надежная и точная работа при нестабильной геометрии исходной заготовки. Кроме того, повьшаются эксплуатационные свойства за счет простой и быстрой смены валов. Для их замены расшплинтовывают тарелку 5, поджимают валы 3 к гайке 8, вывинчивают шпильку 7 и3 гайки 8, снимают опорное кольцо 11, выводя пружины 12 из проушины кольца, и извлекают валы из втулок 2. Сборка в обратной последовательности. Смена валов занимает 5-10 мин. Корпус 1 снимается с машины только при ре
. .
609587
монт и замене втулок 2. В 5-7 раз повышается долговечность валов.
Ф
10
15
20
25
ормула изобретения 1. Зажимное устройство машины для сварки трением, содержащее корпус с посадочной поверхностью для свариваемой детали и отверстиями, выполненными в нем под углом, вершина которого направлена к посадочной поверхности, к продольной оси, а также валы, вьтолненные с рабочими базовыми поверхностями для упора деталей и установленные в отверстиях корпуса с возможностью осевого перемещения, поворота и взаимодействия с гайкой, связанной с- прив одом предварительного зажати л и установленной со стороны, противоположной посадочной поверхности корпуса, при этом части поверхностей валов обработаны по радиусу, центр которого находится на продольной оси устройства, и сопря-;- жены с посадочной поверхностью кор- пуса, отличающееся тем, что, с целью повьш1ения надежности устройства с одновременным улучшением его эксплуатационных свойств, 30 оно снабжено упругим элементом в виде тарельчатой пружины, опираюгщ- мся на гайку, и близлежащие к ней торцы валов, тарелкой, жестко связанной с противоположными торцами валов, шпилькой, соединяющей гайку с тарелкой, и опорным кольцом, вьшолненным со сферической торцовой поверхностью и упруго связанным с корпусом, при этом рабочие базовые поверхности валов выполнены сферическими и сопряжены со сферической поверхностью опорного кольца, а в корпусе выполнено центральное отверстие для размещения в нем щпильки.
40
45
5 В
Фи,3
Редактор Ю.Середа Еаказ 3695
Фиг.ft
Составитель И.Фелицина
Техред М.Двдык Корректор О.Кравцова
Тираж 635Подписное
ВШИЛИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раутлская наб., д. 4/5
-1
Фиг. 7
в- в
