ние I, при котором его оптическ то ось направляют в точку пересечения изделия с осью, проведенной параллельно оси электрода в плоскости стыка перед ссьтным патрубком 22, и корректируют электронную обмотку по изобретению этой точки. Устройство
1609592 4
обеспечивает оперативную и точную настройку электрода на стык и корректировку его при сварке работой только механизмом корректировки
при наблюдении изображения на экране видеоконтрольного устройства. 2 с„п.ф-лы, 3 ил.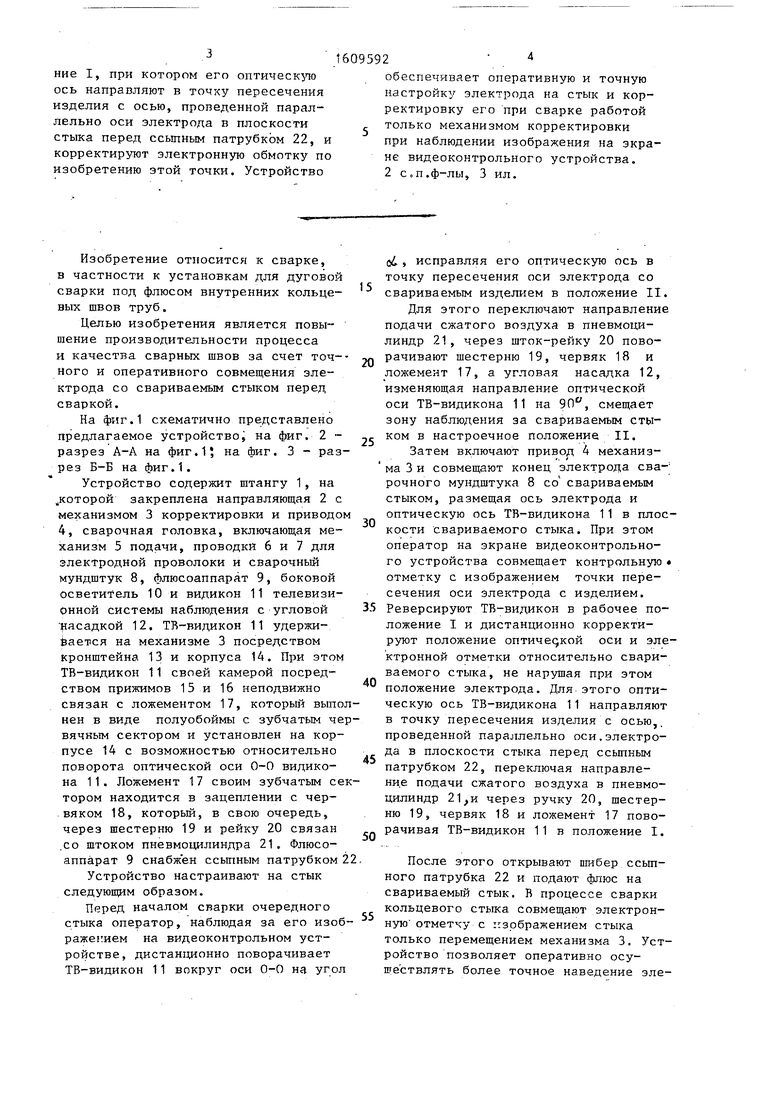
| название | год | авторы | номер документа |
|---|---|---|---|
| Аппарат для сварки внутренних продольных швов труб | 1984 |
|
SU1181816A1 |
| Способ сварки под флюсом наружных кольцевых стыков корпусов | 1985 |
|
SU1269961A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ ВНУТРЕННИХ СПИРАЛЬНЫХ И КОЛЬЦЕВЫХ ШВОВ | 1972 |
|
SU351654A1 |
| Установка для сварки внутренных продольных и кольцевых швов обечаек | 1976 |
|
SU610643A1 |
| Указательное устройство к сварочному автомату | 1975 |
|
SU524643A1 |
| Установка для дуговой сварки внутренних кольцевых швов труб | 1988 |
|
SU1551500A1 |
| Способ юстировки стереоскопической телевизионной установки | 1983 |
|
SU1356265A1 |
| Устройство для автоматической сварки швов по линии пересечения двух цилиндрических поверхностей | 1980 |
|
SU941124A2 |
| Установка для дуговой сварки внутренних кольцевых швов труб | 1985 |
|
SU1368139A1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ УГЛОВЫХ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ | 2018 |
|
RU2697545C1 |
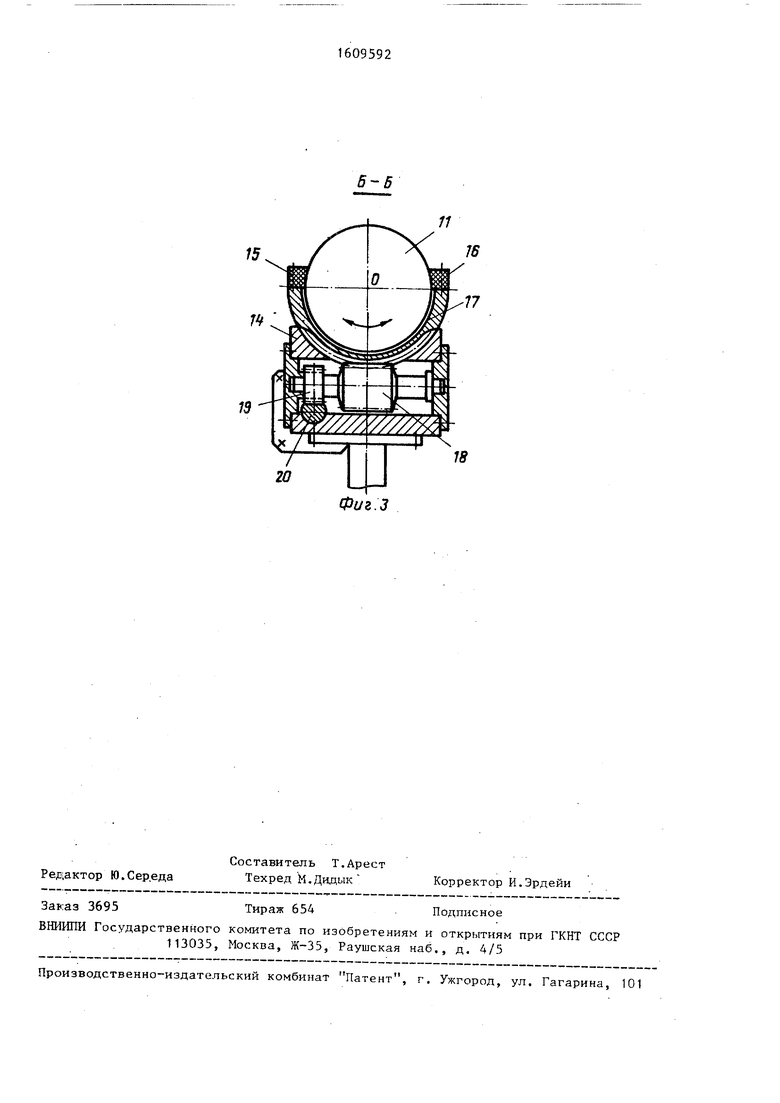
Изобретение относится к сварке. Цель изобретения - повышение производительности процесса и качества сварных швов за счет точного и оперативного совмещения электрода со свариваемым стыком перед сваркой. ТВ-видикон 11 перед сваркой разворачивают с насадкой таким образом, что его оптическая ось направлена в точку пересечения оси электрода с изделием, путем переключения подачи сжатого воздуха в пневмоцилиндр 21 разворота ложемента относительно оси ТВ-видикона 11 через червяк, шестерню в зубчатую рейку, размещенные в корпусе 14, механизмом корректировки с приводом размещают оптическую осью видикона и ось электрода в плоскости свариваемого стыка в положении II. На экране видеоконтрольного устройства совмещают изображение этой точки с электронной отметкой, разворачивают ТВ-видикон 11 в положение I, при котором его оптическую ось направляют в точку пересечения изделия с осью, проведенной параллельно оси электрода в плоскости стыка перед ссыпным патрубком 22, и корректируют электронную обмотку по изображению этой точки. Устройство обеспечивает оперативную и точную настройку электрода на стык и корректировку его при сварке работой только механизмом корректировки при наблюдении изображения на экране видеоконтрольного устройства. 2 с.п. ф-лы, 3 ил.
Изобретение относится к сварке, в частности к установкам для дуговой сварки под флюсом внутренних кольцевых швов труб.
Целью изобретения является повышение производительности процесса и качества сварных швов за счет точного и оперативного совмещения электрода со свариваемым стыком перед сваркой.
На фиг.1 схематично пре;дставлено предлагаемое устройство, на фиг. 2 - разрез А-А на фиг.15 на фиг. 3 - разрез Б-Б на фиг.1.
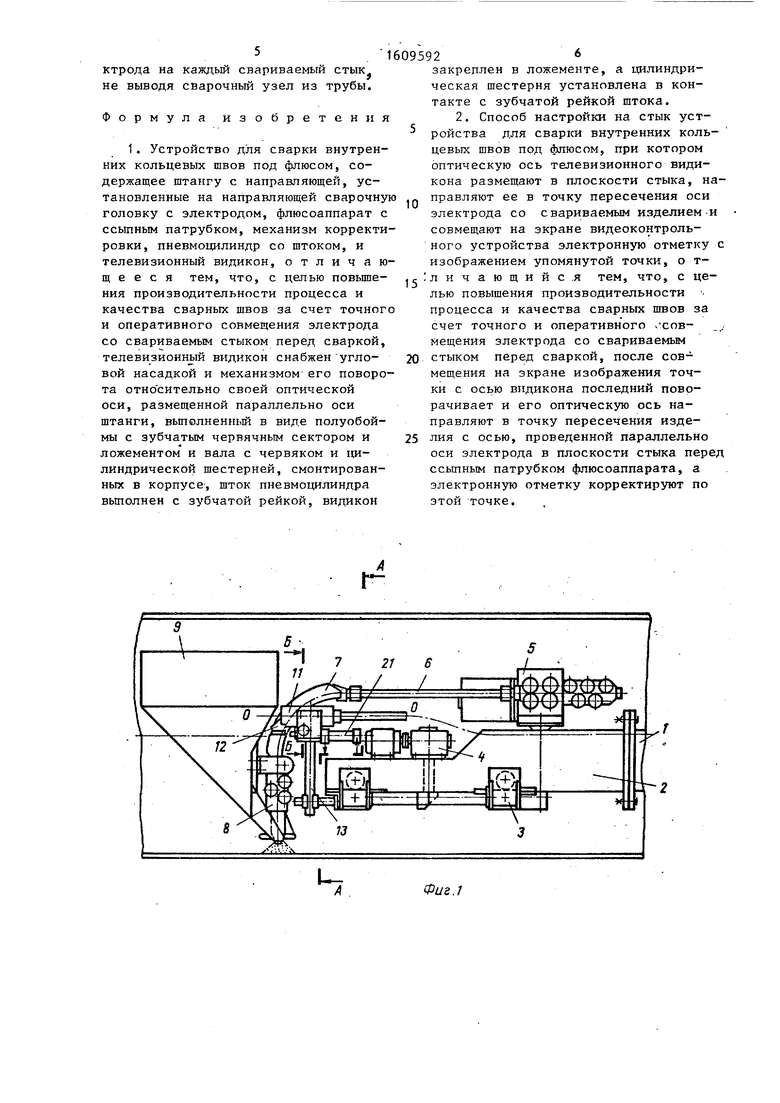
Устройство содержит штангу 1, на которой закреплена направляющая 2 с механизмом 3 корректировки и приводом 4, сварочная головка, включающая механизм 5 подачи, проводки 6 и 7 для электродной проволоки и сварочный мундштук 8, флюсоаппарат 9, боковой осветитель 10 и видикон 11 телевизионной системы наблюдения с угловой Насадкой 12. ТВ-видикон 11 удержи- бается на механизме 3 посредством кронштейна 13 и корпуса 14. При этом ТВ-видикон 11 своей камерой посредством прижимов 15 и 16 неподвижно связан с ложементом 17, который выпонен в виде полуобоймы с зубчатым чевячным сектором и установлен на корпусе 14 с возможностью относительно поворота оптической оси 0-0 видико- на 11. Ложемент 17 своим зубчатым сетором находится в зацеплении с червяком 18, который, в свою очередь, через шестерню 19 и рейку 20 связан ,со штоком пневмоцилиндра 21. Флюсоаппарат 9 снабжен ссьтным патрубком 2
Устройство настраивают на стык следуюш 1м образом.
Перед началом сварки очередного стыка оператор, наблюдая за его изображением на видеоконтрольном устройстве, дисташщонно поворачивает ТВ-видикон 11 вокруг оси 0-0 на угол
5
0
5
0
5
0
5
0
5
od, исправляя его оптическую ось в точку пересечения оси электрода со свариваемым изделием в положение II. Для этого переключают направление подачи сжатого воздуха в пневмоци- линдр 21 , через шток-рейку 20 поворачивают шестерню 19, червяк 18 и ложемент 17, а угловая насадка 12, изменяющая направление оптической оси ТВ-видикона 11 на 90, смещает зону наблюдения за свариваемым стыком в настроечное положение II.
Затем включают привод 4 механиз- ма 3 и совмещают конец электрода сва- рочного мундштука 8 со свариваемым стыком, размещая ось электрода и оптическую ось ТВ-видикона 11 в плоскости свариваемого стыка. При этом оператор на экране видеоконтрольного устройства совмещает контрольную отметку с изображением точки пересечения оси электрода с изделием. Реверсируют ТВ-видикон в рабочее положение I и дистанционно корректируют положение оптической оси и электронной отметки относительно свариваемого стыка, не нарушая при этом положение электрода. Для этого оптическую ось ТВ-видикона 11 направляют в точку пересечения изделия с осью,, проведенной параллельно оси.электрода в плоскости стыка перед ссыпным патрубком 22, переключая направление подачи сжатого воздуха в пневмо- цилиндр через ручку 20, шестерню 19, червяк 18 и ложемент 17 поворачивая ТВ-видикон 11 в положение I.
После этого открывают шибер ссьт- ного патрубка 22 и подают флюс на свариваемый стык. В процессе сварки кольцевого стыка совмещают электронную отметку с :::зрбражением стыка только перемещением механизма 3. Устройство позволяет оперативно осуществлять более точное наведение электрода на каждый свариваемый стык не выводя сварочный узел из трубы.
Формула изобретения
10
6095926
закреплен в ложементе, а цилиндрическая шестерня установлена в контакте с зубчатой рейкой штока.
15
20
25
А
ГФиг
18
| Установка для дуговой сварки внутренних кольцевых швов труб | 1985 |
|
SU1368139A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ сварки под флюсом наружных кольцевых стыков корпусов | 1985 |
|
SU1269961A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
