1368139
нагрузке Установка, снабженная по- формой, стабилизировать положение движным относительно штанги боковым сварочной головки и за счет этого опорным роликом, позволяет стыковать повысить качество сварки. 1 ЗоП„ трубы с неправильной геометрической ф-лы, 3 ил о
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для дуговой сварки внутренних кольцевых швов труб | 1988 |
|
SU1551500A1 |
| Установка для дуговой сварки внутренних кольцевых швов труб | 1985 |
|
SU1329937A1 |
| Устройство для сварки внутренних продольных швов труб | 1987 |
|
SU1473925A1 |
| Установка для сварки внутренних кольцевых швов цилиндрических изделий | 1983 |
|
SU1097472A1 |
| Устройство для сварки внутренних кольцевых швов под флюсом и способ настройки его на стык | 1989 |
|
SU1609592A1 |
| Установка для сварки внутренных продольных и кольцевых швов обечаек | 1976 |
|
SU610643A1 |
| Устройство для дуговой сварки внутренних продольных швов труб | 1985 |
|
SU1291324A1 |
| Устройство для сварки внутренних продольных швов труб | 1982 |
|
SU1082593A1 |
| Устройство для сварки внутренних продольных швов труб | 1980 |
|
SU893473A1 |
| Устройство для сборки,вальцовки и сварки кузовов шахтных вагонеток | 1985 |
|
SU1306676A1 |
Изобретение относится к сварке, в частности к установкам для дуговой сварки внутренних кольцев ых швов, и может быть использовано при сварке трубопроводов. Целью изобретения является повышение качества, швов и производительности путем умень- шения динамических нагрузок и обес- печения стабильного положения сварочной головки и телекамеры. Установка содержит станину с шарнирно установленной на ней штангой 2. На конце штанги 2 смонтирована сварочная головка с двумя опорными роликами 8 и 9 о Боковой ролик 9 может перемещаться относительно штанги 2 под действием пневмоцилиндра 14. Усилие пневмоцилиндра 14 на 20-30% больше суммарной силы сопротивления качению роликоопоры при максимальной ее /«-Л с (Л 4V&
Изобретение относится к оборудованию для дуговой сварки и может быть использовано для соединения труб и других цилиндрических изделий внутренними кольцевыми швами
Целью изобретения является повышение качества швов и производительности путем уменьшения влияния динамических нагрузок и обеспечения стабильного положения сварочной го- ловки и телекамерыо
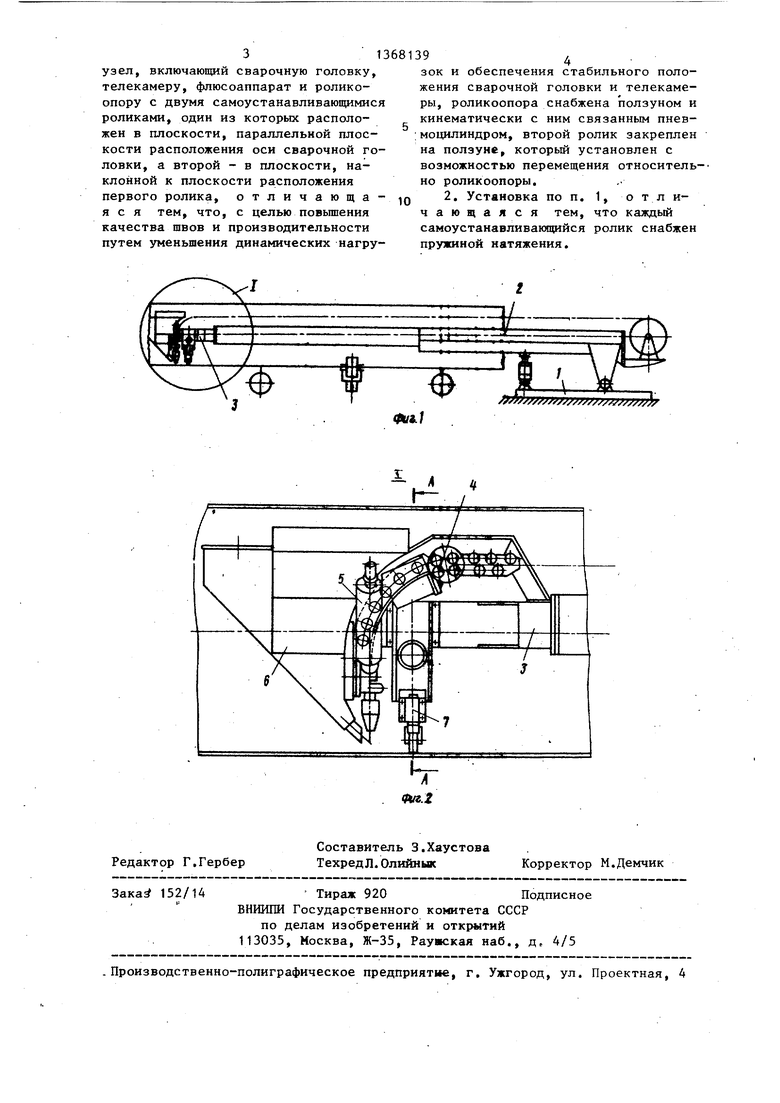
На фиг. 1 изображена установка, об1ций вид, на фиг. 2 - узел 1 на фиг. 1, на фиг. 3 - разрез А-А на фиг. 2.
Установка содержит неподвижную станину 1, на которой шарнирно с возможностью вертикальной регулировки закреплена штанга 2. На свободном конце штанги 2 посредством рамы 3 смонтирован сварочный узел, включающий сварочную головку 4, телекамеру 5, флюсоаппарат 6 и роликоопору 7 с двумя самоустанавливающимися (типа рояльных) роликами 8 и 9. Верти- кальный ролик 8 и боковой 9 снабжены пружинами 10, каждая из которых удерживает свой ролик в рабочем положении при отсутствии трубы. Боковой ролик 9 своей поворотной осью 11 удерживается в ползуне 12, который может перемещаться относительно направляюощх корпуса 13 роликоопоры под действие.м пневмоцилиндра 14.
Усилие пневмоцилиндра 14 выбрано на 20-30% больше суммарной силы сопротивления качению роликоопоры при максимальной ее нагрузке.
Установка работает следующим обра зом. . .
Штанга 2 в исходном положении удерживает раму 3 со сварочным узлом в исходном положении. При этом ролик 9 с ползуном 12 смещен пневмоцилинд- ром 14 в крайнее ближнее к раме 3 no ложение и удерживается от проворота
5
0 0
5
0
5
под действием силы тяжести пружиной 10.
Свариваемые трубы, предварительно состыкованные сборочным швом, наталкиваются транспортной тележкой на штангу установки до совмещения свариваемого стыка с плоскостью сварочной головки. Затем труба подъемно- транспортными опорами поднимается в положение сварки и через опорный ролик 8 устанавливает раму 3 со сварочным узлом в рабочее положение.
Переключением пневмоцилиндра 14 ползун 12 перемеща€;т боковой ролик 9 до упора в трубу. В процессе вращения и сварки трубы неправильной геометрической формы радиально-по- движный ролик 9, поджимаемый пнев- моцилиндром 14 с усилием большим на 20-30% суммарной силы сопротивления качению роликоопоры, гарантировано находится все время в контакте с поверхностью трубы, обеспечивая стабильное положение сварочной головки 4 и телекамеры 5 в горизонтальной плоскости.
При этом толчки и перекосы отсутствуют даже при переходе роликоопоры через местное превьш1ение продоль- лого шва трубы. Стабильное положение Сварочной головки 4 и телекамеры 5 обеспечивает качественное вьшолнение кольцевого шва на повышенных скоростях и с использованием многодуговой сварки, определяет устойчивое изображение зоны сварки на экране про- мьштенной телевизионной системы и повышает точность направления электрода по стыку. Формула изобретения
313681
узел, включающий сварочную головку, телекамеру, флюсоаппарат и ролико- опору с двумя самоустанавливающимися роликами, один из которых расположен в плоскости, параллельной плоскости расположения оси сварочной головки, а второй - в плоскости, наклонной к плоскости расположения первого ролика, отличающа- 0 я с я тем, что, с целью повышения качества швов и производительности путем уменьшения динамических нагру394
зок и обеспечения стабильного положения сварочной головки и телекамеры, роликоопора снабжена ползуном и кинематически с ним связанным пнев;моцилиндром, второй ролик закреплен на ползуне, который установлен с возможностью перемещения относительно роликоопоры.
Фия.1
| УСТРОЙСТВО для ДУГОВОЙ СВАРКИ ВНУТРЕННИХ швов ТРУБ | 0 |
|
SU335061A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ термомеханической обработки мартенситностареющей стали | 1983 |
|
SU1129247A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
