ГС
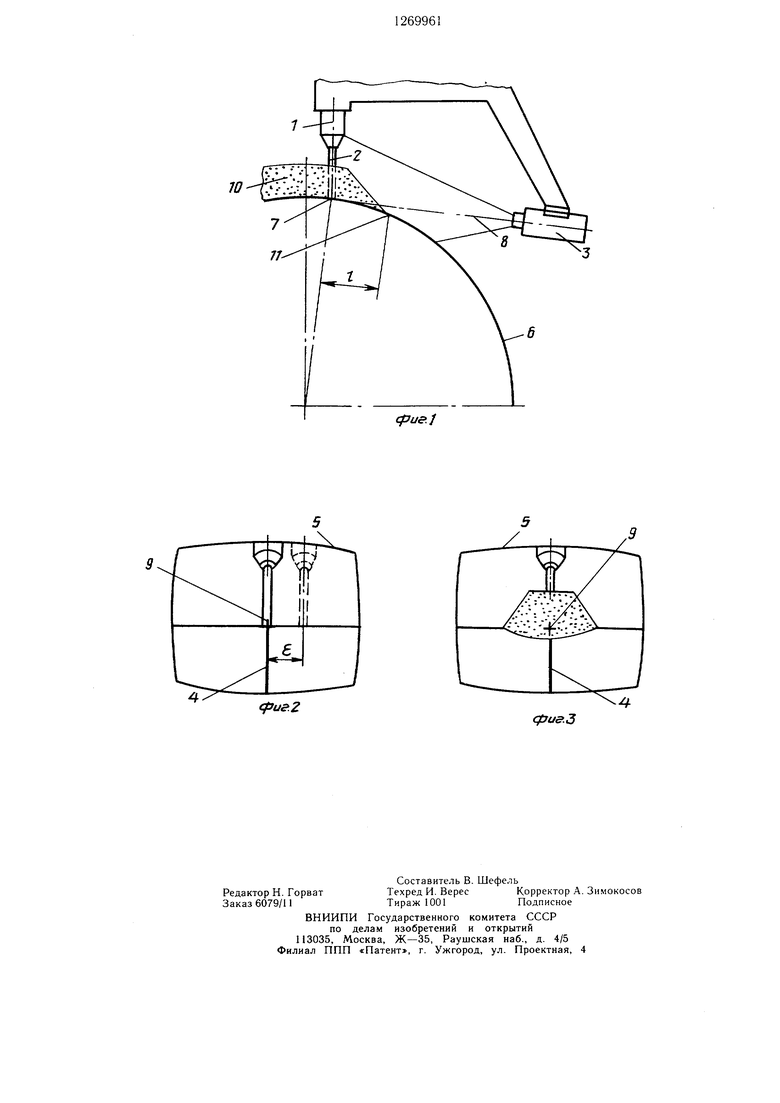
05 QD СО 05 Изобретение относится к машиностроению, преимущественно к сварке под флюсом при изготовлении сварных корпусов цилиндрических сосудов. Целью изобретения является повышение качества сварки путем уменьшения методической ошибки отклонения электрода от плоскости свариваемого кольцевого стыка. На фиг. 1 показано положение сварочной горелки с передающей телекамерой и свариваемого цилиндрического изделия; на фиг. 2 - изображение на экране видеоконтрольного устройства свариваемой поверхности и электронной отметки до засыпки зоны флюсом; на фиг. 3 - изображение на экране видеоконтрольного устройства электронной отметки, совмещенной с точкой соприкосновения электрода и свариваемой поверхности, после засыпки флюсом зоны сварки. Способ осуществляют в следующей последовательности. Сварочную горелку 1 устанавливают таким образом, чтобы электрод 2 и передающая телекамера 3 были расположены в плоскости стыка 4. Возможное смещение электрода 2 относительно стыка 4, определяемое при телевизионном наблюдении, контролируют по экрану 5 видеоконтрольного устройства. Устанавливают необходимое смешение электрода с зенита и опускают электрод 2 до соприкосновения со свариваемой поверхностью 6 в точке 7, совмещая его с плоскостью стыка 4. Перемещают передающую телекамеру 3 до совпадения ее оптической оси 8 с касательной линией к поверхности 6 в точке 7. На экране 5 совмещают электронную отметку 9 с изображением точки 7, производят засыпку флюсом 10 зоны сварки и включают сварку. В процессе сварки направление электрода по стыку выполняют наведением изображения стыка 4 на электронную отметку 9. Методическая ошибка характеризуется кривизной стыка и расстоянием между точкой 7 и точкой 11, определяемой как окончание участка стыка с флюсом в плоскости, перпендикулярной оптической оси 8 передающей телекамеры 3. На экране 5 точка 7 совмещена с электронной отметкой 9 и находится в непосредственной близости от начала изображения стыка 4, что позволяет выполнять направление электрода по стыку. Использование предлагаемого способа сварки под флюсом наружных кольцевых стыков корпусов обеспечивает по сравнению с известными способами уменьшение методической ошибки и, следовательно, смещение электрода относительно свариваемого стыка. Это повышает качество сварного шва, исключая возникновение таких дефектов как непровары, подрезы, пористость и т.п. Например, согласно известному способу сварки наружных кольцевых стыков корпусов диаметром 1000 мм методическая ошибка . при кривизне стыка к 5 мм/м и расстоянии Z от конца электрода до видимой точки стыка (в плоскости, перпендикулярной оптической оси телекамеры), равном 150 мм, составляет: с К- 5-i50 г. JC ,,., - 1000 ТООО 0 Согласно предлагаемому способу сварки наружных кольцевых стыков корпусов того же диаметра и с той же кривизной стыка расстояние от конца электрода до видимой точки стыка (в плоскости, перпендикулярной оптической оси телекамеры) составляет 24 мм. Отсюда методическая ошибка . при данном составляет: с к.- 2.4 . п с) - 1о6о - to6o - Таким образо.м, величина методической ошибки уменьшена почти в 6 раз, следовательно, повышена точность направления электрода по стыку и качество сварного шва. Формула изобретения Способ сварки под флюсом наружных кольцевых стыков корпусов, включающий телевизионное наблюдение за положением электрода относительно стыка, при котором передающую телекамеру устанавливают в плоскости стыка, а направление электрода по стыку выполняют совмещением на экране видеоконтрольного устройства изображения стыка с электронной отметкой, отличающийся тем, что, с целью повышения качества сварки путем уменьшения методической ошибки отклонения электрода от плоскости свариваемого кольцевого стыка, передающую телекамеру перед сваркой перемещают до совмещения ее оптической оси с касательной линией к поверхности кольцевого стыка в точке соприкосновения электрода и свариваемого корпуса, сов.мещают на экране видеооконтрольного устройства электронную отметку с изображением упомянутой точки, а затем производят засыпку флюса в зону сварки.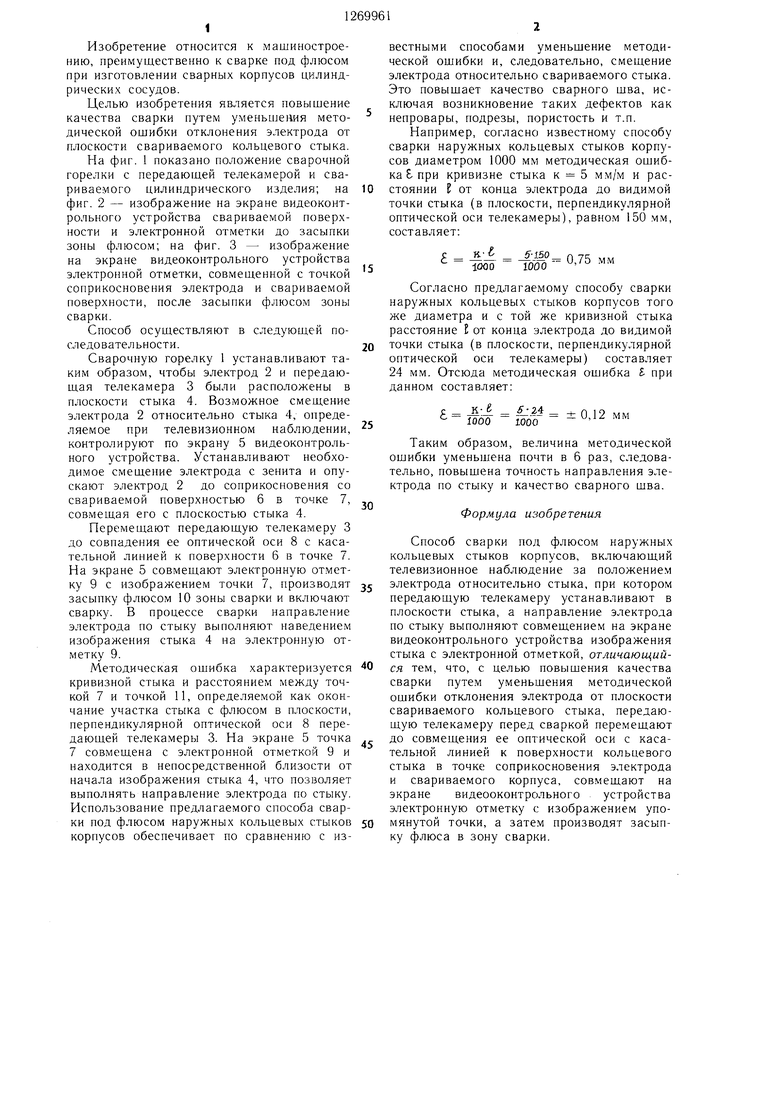
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки внутренних кольцевых швов под флюсом и способ настройки его на стык | 1989 |
|
SU1609592A1 |
| Устройство для автоматической дуговой сварки поворотных стыков цилиндрических изделий | 1982 |
|
SU1115875A1 |
| Указательное устройство к сварочному автомату | 1975 |
|
SU524643A1 |
| Установка для сварки внутренных продольных и кольцевых швов обечаек | 1976 |
|
SU610643A1 |
| Установка для дуговой сварки внутренних кольцевых швов труб | 1988 |
|
SU1551500A1 |
| Устройство для наведения сварочного электрода на стык | 1977 |
|
SU1090514A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 1988 |
|
SU1600174A1 |
| Способ контроля канала проплавления при электронно-лучевой сварке | 1987 |
|
SU1433690A1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ПРЕЦИЗИОННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2240906C1 |
| Устройство для сварки кольцевых стыков | 1987 |
|
SU1461608A1 |
Изобретение относится к сварке под флюсом, в частности кольцевых стыковы.х соединений. Целью изобретения является уменьшение ошибки отклонения электрода (Э) от плоскости свариваемого стыка (С). Э и передающую телекамеру устанавливают в плоскости С. Смешение Э относительно С контролируют по экрану видеоконтрольного устройства. Передающую телекамеру перемещают до совмещения ее оптической оси с касательной к повер.хности С в точке соприкосновения Э и С, а на экране совмещают электронную отметку с упомянутой точкой. Затем производят засыпку флюса. 3 ил. ю
фие.З
| Шергов И | |||
| В | |||
| Воронин Ф | |||
| В | |||
| Дистанционное ведение и визуальный контроль процессов сварки плавлением | |||
| Москва, НИИинформтяжмаш, 1974, с | |||
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Устройство для автоматической дуговой сварки поворотных стыков цилиндрических изделий | 1982 |
|
SU1115875A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
