Изобретение относится к изготов- лению конструктивных элементов под- ,вижного состава, в частности балок рам железнодорожных вагонов.
Целью изобретения является снижение стоимости сварочных работ, улучшение качества сварки и уменьшение энергозатрат на деформирование.
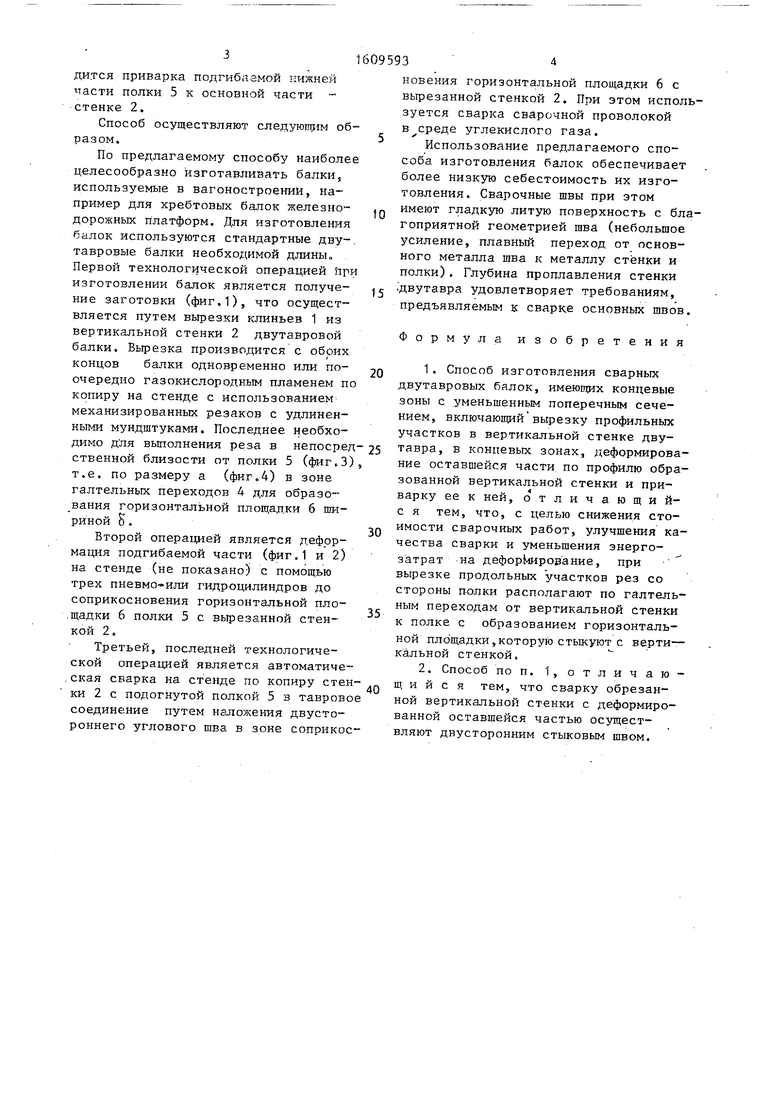
На фиг. 1 схематично показана заготовка из двутавровой балки с вырезанными профильными.участками , на фиг. 2 - готовая балка, полученная предлагаемым способом; на фиг.З - сечение А-А на фиг.2 на фиг. 4 - узел I на фиг.З.
Изготовление двутавровых балок производится путем вырезки огневой резкой профильных участков в виде
клиньев 1 (фиг.1) из вертикальной стенки 2 стандартной прокатной «балки (двутавра) необходимой длины. Вырезка клиньев 1 со стороны нижней t подгибаемой части 3 производится в зоне галтельных переходов 4 (фиг.Т) от вертикальной стенки 2 к полке 5 , двутавра. При этом образуется горизонтальная площадка 6, несколько удаленная от полки 5, т.е. па аели- чину а , достаточную для размещения инструмента резки (не показано). Площадка 6 имеет ширину , также достаточную для размещения на ней после подгибки вертикальной стенки 2 и катетов сварочного шва 7, которым с использованием автоматической сварки в среде углекислого газа произвоО)
о со сд
оо
20
дится приварка подгибаемой нижней гтасти полки 5 к основной части стенке 2.
Способ осуществляют следую1цим образом.
По предлагаемому способу наиболее целесообразно изготавливать балки, используемые в вагонострое1ши, например для хребтовых балок железнодорожных платформ. Для изготовления балок используются стандартные дву-. тавровые балки необходимой длины,. Первой технологической операцией йри изготовлении балок является получение заготовки (фиг.1), что осуществляется путем вырезки клиньев 1 из вертикальной стенки 2 двутавровой балки. Вырезка производится с обоих концов балки одновременно или поочередно газокислородным пламенем по копиру на стенде с использованием механизированных резаков с удлиненными мундштуками. Последнее необходимо дЛя вьтолнения реза в непосред- 75 ственной близости от полки 5 (фиг.З), т.е. по размеру а (фиг.4) в зоне галтельньгх переходов 4 для образо- вания горизонтальной площадки 6 шириной S.
Второй операхщей является деформация подгибаемой части (фиг.1 и 2) на стенде (не показано) с помощью трех пневмо-или гидроцилиндров до соприкосновения горизонтальной пло- .щадки 6 полки 5 с вырезанной стенкой 2.
Третьей, последней технологической операцией является автоматиче- ская сварка на стенде по копиру стен- ки 2 с подогнутой полкой 5 в тавровое соединение путем наложения двустороннего углового шва в зоне соприкос30
35
40
to
75
609593 4
новения горизонтальной площадки 6 с вырезанной стенкой 2. При этом используется сварка сварочной проволокой в среде углекислого газа.
Использование предлагаемого способа изготовления балок обеспечивает более низкую себестоимость их изготовления. Сварочные швы при этом имеют гладкую литую поверхность с благоприятной геометрией шва (небольшое усиление, плавный переход от основного металла шва к металлу стенки и полки). Глубина проплавления стенки .двутавра удовлетворяет требованиям, предъявляемым к сварке основных шво в.
0
5
0
5
0
Формула изобретения
1. Способ изготовления сварных двутавровых балок, имеющих концевые зоны с уменьшенным поперечным сечением, включающий вырезку профильных участков в вертикальной стенке двутавра, в конпевых зонах, деформирование оставшейся части по профилю образованной вертикальной стенки и приварку ее к ней, о тличающий- с я тем, что, с целью снижения стоимости сварочных работ, улучшения качества сварки и уменьшения энергозатрат на деформирование, при вырезке продольных участков рез со стороны полки располагают по галтель- ным переходам от вертикальной стенки к полке с образованием горизонтальной площадки,которую стыкуют с вертикальной стенкой.
2. Способ по п. 1, отличаю- ш, и и с я тем, что сварку обрезанной вертикальной стенки с деформированной оставшейся частью осуществляют двусторонним стыковым швом.
Фиг.г
ПодгиЬка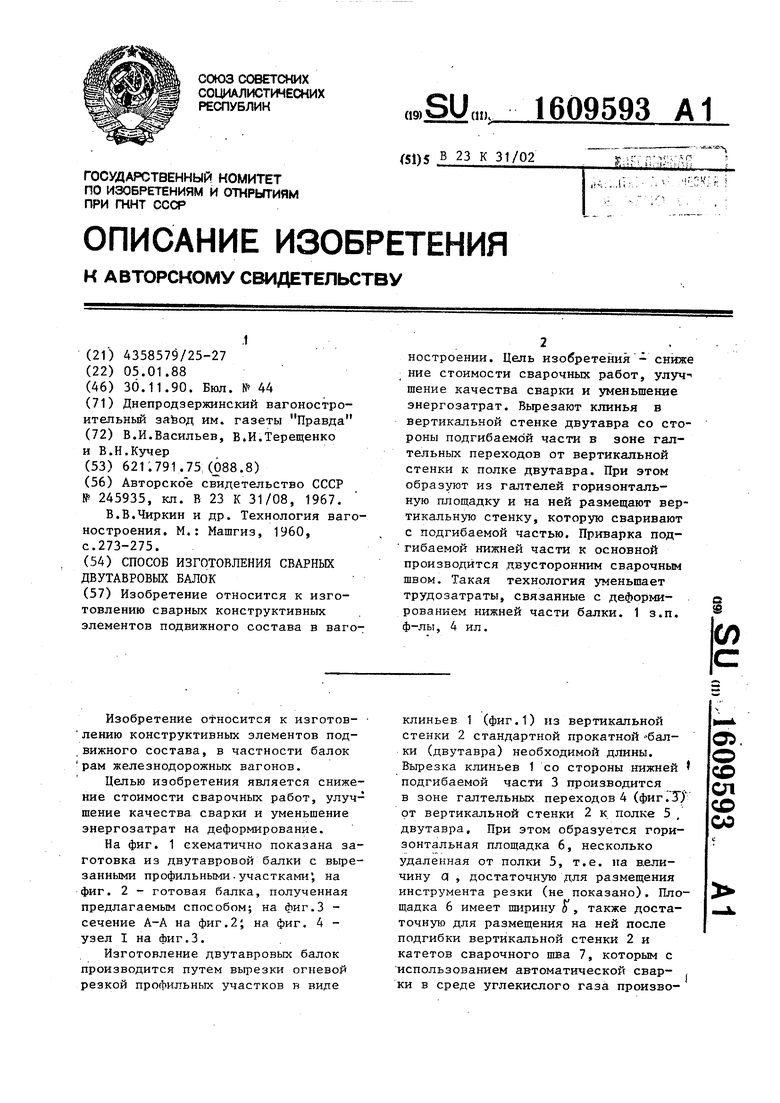
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки поперечных стыков фасонных профилей | 1980 |
|
SU948588A1 |
| Способ сборки и сварки двутавров | 1984 |
|
SU1186441A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 1993 |
|
RU2113957C1 |
| СПОСОБ СБОРКИ И СТАН ДЛЯ СБОРКИ СВАРКОЙ ДВУТАВРОВОЙ БАЛКИ | 2012 |
|
RU2501635C1 |
| Способ автоматической двухдуговой сварки тонкостенных тавровых соединений | 1978 |
|
SU766785A1 |
| Рама контейнеровоза и способ ее сборки | 1991 |
|
SU1776241A3 |
| Способ изготовления оребренных панелей и устройства для его осуществления (варианты) | 2019 |
|
RU2732304C1 |
| Сварной стык двутавровых балок | 1982 |
|
SU1150317A1 |
| Стенд для сборки под сварку нижнегозАМыКАющЕгО пОяСА C "п"-ОбРАзНОйбАлКОй, ВКлючАющЕй бОКОВыЕ ВЕРТиКАль-НыЕ СТЕНКи | 1978 |
|
SU816732A1 |
| Модульная судовая надстройка | 1979 |
|
SU870239A1 |
Изобретение относится к изготовлению сварных конструктивных элементов подвижного состава в вагоностроении. Цель изобретения - снижение стоимости сварочных работ, улучшение качества сварки и уменьшение энергозатрат. Вырезают клинья в вертикальной стенке двутавра со стороны подгибаемой части в зоне галтельных переходов от вертикальной стенки к полке двутавра. При этом образуют из галтелей горизонтальную площадку и на ней размещают вертикальную стенку, которую сваривают с подгибаемой частью. Приварка подгибаемой нижней части к основной производится двусторонним сварочным швом. Такая технология уменьшает трудозатраты, связанные с деформированием нижней части балки. 1 з.п. ф-лы, 4 ил.
Фиг. 3
тш7л
Фиг.
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ДВУТАВРОВЫХ БАЛОК | 0 |
|
SU245935A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| В.В.Чиркин и др | |||
| Технология вагоностроения | |||
| М.: Машгиз, 1У60, с,273-275. | |||
