Известно устройство для изготовления двутавровых балок, содержащее установку для высокочастотного нагрева и обжимную клеть с фиксирующим механизмом.
Предложенное устройство отличается от известного тем, что фиксирующий механизм выполнен в виде двух фигурных роликов с кольцевыми поясками, каждый из которых л естко укреплен на поворотной оси, установленной на опоре валка обжимной клети и снабжен с одного торца сменным кольцом, а с другого- поддерживающим роликом. При этом кольцевой поясок фигурного ролика и поддерживающий ролик опираются на свариваемый лист, а сменное кольцо на выступ свариваемого фасонного элемента.
Такое выполнение устройства обеспечивает качественную сборку листа с фасонным элементом, имеющим выступ, что позволяет вынести сварной шов из области максимальных рабочих напряжений.
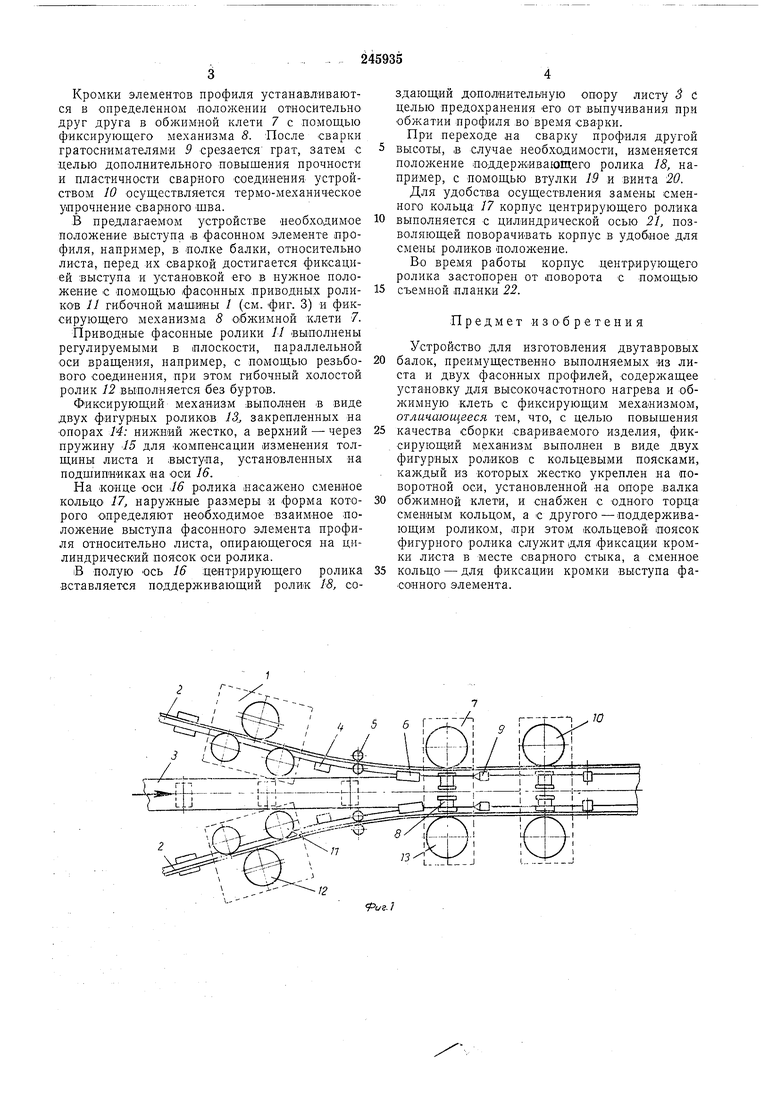
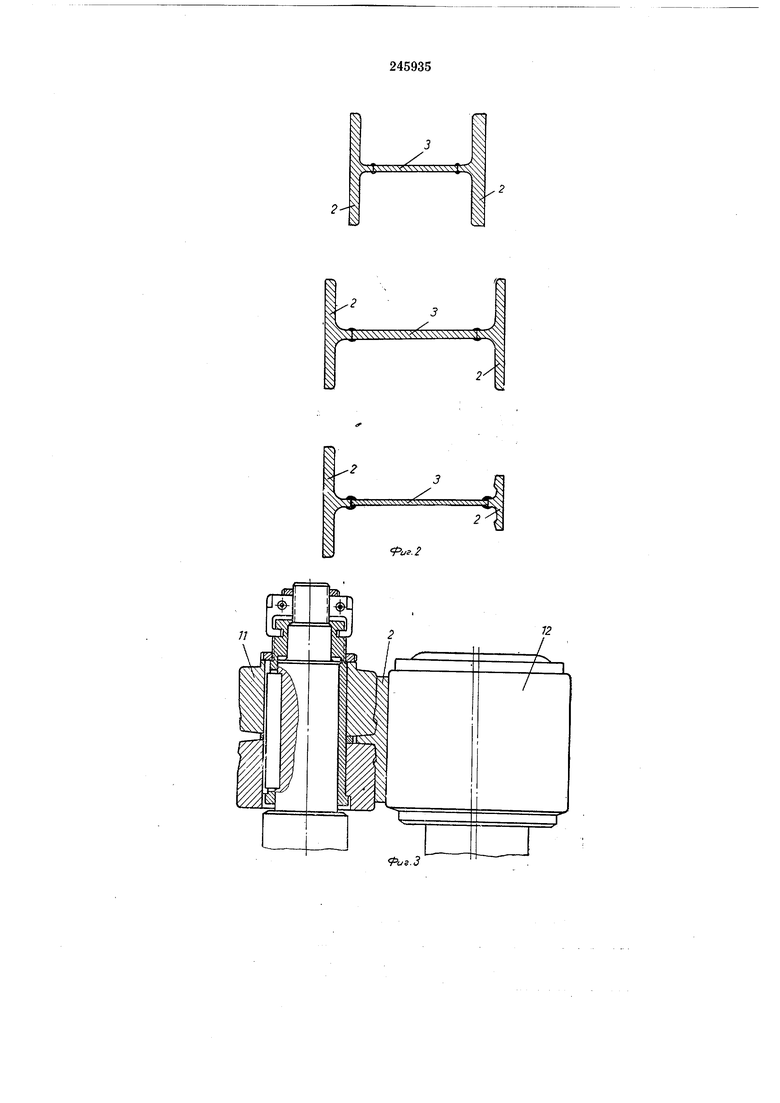
На фиг. 1 показано расположение оборудования предлагаемого устройства; на фиг. 2 приведены различные виды фасонных сварных профилей: двутавровая широкополочная балка для путей подвесного транспорта; на фиг. 3 показана форма и конструкция выполнения роликов гибочной мащины; на фиг. 4 - конструкция верхнего центрирующего ролика.
Предлагаемое устройство состоит из jwexaнизмов, установленных в последовательности, обеспечивающей непрерывный технологический процесс изготовления сварных фасонных профилей (см. фиг. 1).
В двух лередвижных трехроликовых гибочных машинах 1 осуществляется изгиб крайних фасонных элементов 2 профиля (например тавров, идущих для полок балки), с целью обеспечения подачи кромок выступа тавра к кромкам листа 3 под необходимым для сварки углом.
С целью обеопечепия непрерывной качественной стыковой сварки элементов профиля с различной толщиной кромок перед высокочастотной сваркой производится подогрев более толстых кромок с помощью двух высокочастотных установок 4.
Крайние элементы 2 профиля удерживаются в определенном угловом положении относительно листа 3 с помощью двух установок фиксирующих роликов 5. Специальные установки 6 производят высокочастотный индукционный нагрев кромок элементов профиля под сварку, которая осуществляется путем последовательного сдавливания двумя валками обжимной клети 7 кромок элементов профиля по мере их нагрева 24593 3 Кромки элементов профиля устанавливаются в определенном положении относительно друг друга в обжимной клети 7 с помощью фиксирующего механизма 8. После сварки гратоснимателямй 9 срезается грат, затем с5 целью дополнительного повыщения прочности и пластичности сварного соединения устройством 10 осуществляется термо-механическое упрочнение свареого щва. В предлагаемом устройстве необходимоеЮ положение выступа в фасонном элементе лрофиля, например, в -полке балки, относительно листа, перед их сваркой достигается фиксацией выступа и установкой его в нужное положвние с помощью |фасо«ных приводных роли-15 ков 11 гибочной мащины 1 (см. фиг. 3) и фиксирующего механизма 5 О|бн :имной клети 7. Приводные фасонные ролики 11 выполнены регулируемыми в плоскости, параллельной оси вращения, например, с помощью резьбо-20 вого соединения, при этом гибочный холостой ролик 12 выполняется без буртов. Фиксирующий механизм выполнен в виде двух фигурных роликов 13, закрепленных на опорах 14: нижний жестко, а верхний - через25 пружину 15 для Компенсации изменения тол-. щины листа и выступа, установленных на подщипниках на оси 16. На конце оси 16 ролика насажено сменное кольцо 17, наружные размеры и форма кото-30 рого определяют необходимое взаимное положение выступа фасонного элемента профиля относительно листа, опирающегося на цилиндрическИЙ поясок оси ролика. В полую ось 16 центрирующего ролика35 вставляется поддерживающий ролик 1-8, со54 здающий дололаительную опору листу 3 с целью предохранения его от выпучивания при обжатии профиля во время сварки, При переходе на сварку профиля другой высоты, в случае необходимости, изменяется положение поддерживающего ролика 18, например, с помощью втулки 19 и винта 20. Для удобства осуществления замены сменного кольца /7 корпус центрирующего ролика выполняется с цилиндрической осью 21, позволяющей поворачивать корпус в удобное для смены роликов Полол ение. Во время работы корпус центрирующего ролика застопорен от поворота с помощью съемной планки 22. П ред мет и з о-б р е те н и я Устройство для изготовления двутавровых балок, преимущественно выполняемых из листа и двух фасонных профилей, содержащее установку для высокочастотно.го нагрева и обжимную клеть с фиксирующим механизмом, отличающееся тем, что, с целью повышения качества сборки свариваемого изделия, ф-иксирующий механизм выполнен в виде двух фигурных роликов с кольцевыми поясками, каждый из которых жестко укреплен на поворотной оси, установленной на опоре валка обжимной клети, и снабжен с одного торца сменным кольцом, а с другого-поддерживающим роликом, при этом кольцевой поясок фигурного ролика служит для фиксации кромки листа в месте сварного стыка, а сменное кольцо - для фиксации кромки выступа фасонного элемента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку и сварки двутавровых балок | 1980 |
|
SU897454A1 |
| УСТРОЙСТВО для СБОРКИ и ЦЕНТРОВКИ ДЕТАЛЕЙ | 1970 |
|
SU284222A1 |
| Способ высокочастотной сварки | 1975 |
|
SU603532A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПЛАВНИКОВЫХ ТРУБ ТОКАМИ ВБ1СОКОЙ ЧАСТОТЫ | 1969 |
|
SU251115A1 |
| В П ТБ ФОНД енооЕртое | 1973 |
|
SU396216A1 |
| СПОСОБ УТОЛЩЕНИЯ СВАРИВАЕМЬ!Х КРОМОК | 1965 |
|
SU174741A1 |
| Установка для высокочастотной сварки | 1985 |
|
SU1250417A1 |
| ВСЕСОЮЗНАЯ I | 1970 |
|
SU287722A1 |
| МЕТАЛЛИЧЕСКАЯ СВАРНАЯ БАЛКА | 1972 |
|
SU350914A1 |
| Способ сварки поперечного стыка фасонных профилей | 1977 |
|
SU740434A1 |

--Г--1 Ю
7/
12
иг.З
/4
75
18
-fus
