Изобретение относится к приспособлениям для сварки изделий из металла и мо
жет быть использовано в химическом и нефтехимическом машиностроении для сварки цилиндрических изделий с кольцевыми швами, преимущественно для сварки разномерных труб малого диаметра с различными допусками по внутреннему диаметру.
Цель изобретения - обеспечение центрирования и зажима разномерных труб малого диаметра с различными допусками по внутреннему диаметру, а также качественного формирования сварного шва и исключения его повреждения при извлечении центратора из сваренных труб.
На фиг. 1 - центратор, общий вид в разрезе; на фиг. 2 - сечение А-А на фиг. 1.
Внутренний центратор содержит полый стержень 1 с боб1,гшкой 2, имеющей обратные конусы. 3 и 4, приводную тягу 5 с конусом 6 на конце, размещенную внутри полого стержня 1, конусную насадку 7, разжимной центрирующий элемент 8, выполненный в виде отдельных подпружиненных центрирующих кулачков 9 и 10с проточками 11 по внутренней поверхности, стянутых пружинами 12. Раздельный привод центрирующих кулачков 9 и 10 осуществляется от маховиков 13 и 14. Ряд центрирующих кулачков, находящихся по одну из сторон бобыщки 2 имеет кольцевую проточку 15 для формирования внутренней стороны сварного шва. Бобышка 2 и конусная насадка 7 имеют кольцевые выступы 16 с возможностью взаимодействия с центрирующими кулачками 9 и 10. Между трубами 17 и 18 находится сварочный стык 19. На полом стержне 1 неподвижно закреплена упорная втулка 20.
Устройство работает следующим образом.
Центратор в исходном положении (подпружиненные центрирующие кулачки 9 и 10 сжаты пружинами 12) вводится в трубу 17 таким образом, чтобы торец трубы был в зоне формообразующей канавки 15. Цри вращении маховика 14 против часовой стрелки он, упираясь в упорную втулку 20 и взаимодействуя с резьбой конусной насадки 7, перемешает последнюю влево (по чертежу). Конусная насадка 7 взаимодействует с центрирующими кулачками 9 и 10 и, преодолевая сопротивление пружин 12, разжимает их до упора по внутренней поверхности трубы 17, центрируя тем самым трубу 17 и надежно фиксируя ее в этом положении.
Центратор с зафиксированной на нем трубой 17, устанавливают в свариваемую трубу 18 до упора торцов свариваемых труб. При вращени11 по часовой стрелке маховик 13 упираясь в упорную втулку 20 и взаимодействуя с резьбой приводной тяги 5, перемещает последнюю вправо. Конус 6 приводной тяги 5 взаимодействует с центрирующими кулачками и, преодолевая сопротивление пружин 12, разжимает их до упора по внутренней поверхности трубы 18, фиксируя ее в этом положении и центрируя относительно трубы 17. При этом
5 сварочный стык 19 гарантированно находится в зоне формообразующей канавки 15. Трубы 17 и 18 сцентрированы, надежно зафиксированы и готовы к сварке.
После сварки при вращении маховика 13 против часовой стрелки и перемещении приводной тяги 5 с конусом 6 влево, освобождаются центрирующие кулачки, находящиеся в трубе 18. При вращении маховика 14 по часовой стрелке и перемещении его вместе с конусной насадкой 7 вправо, освобождаются центрирующие кулачки, находящиеся в трубе 17. Под действием пружин 12 центрирующие кулачки сходятся к центру центратора, при этом проточки 11 оказываются в зоне кольцевых выступов 16. При перемещении маховика 14 вправо
извлекают расфиксированный центратор из сваренных труб, при этом выступы 16 взаимодействуют с проточками 11 разжимных щтанг и удерживают их, предотвращая возможное заклинивание последних и повреждение внутренней стороны сварного щва.
Последовательность работы с маховиками 13 и 14 при извлечении центратора из сваренных труб может быть изменена, т. е. расфиксацию центратора можно начинать с вращения маховика 14, а потом вращать маховик 13.
Извлеченный из сваренных труб центратор вновь готов к работе.
Применение предлагаемого центратора
5 в производстве позволяет без его переналадки или поднастройки производить сварку разномерных труб малого диаметра с различными допусками по внутреннему диаметру с обеспечением их центрирования относительно друг друга, надежной фиксации и ка0 чественного формирования сварного щва.
Внутренний центратор прост в изготовлении и надежен в работе.
А -А
ю
Фиг. 2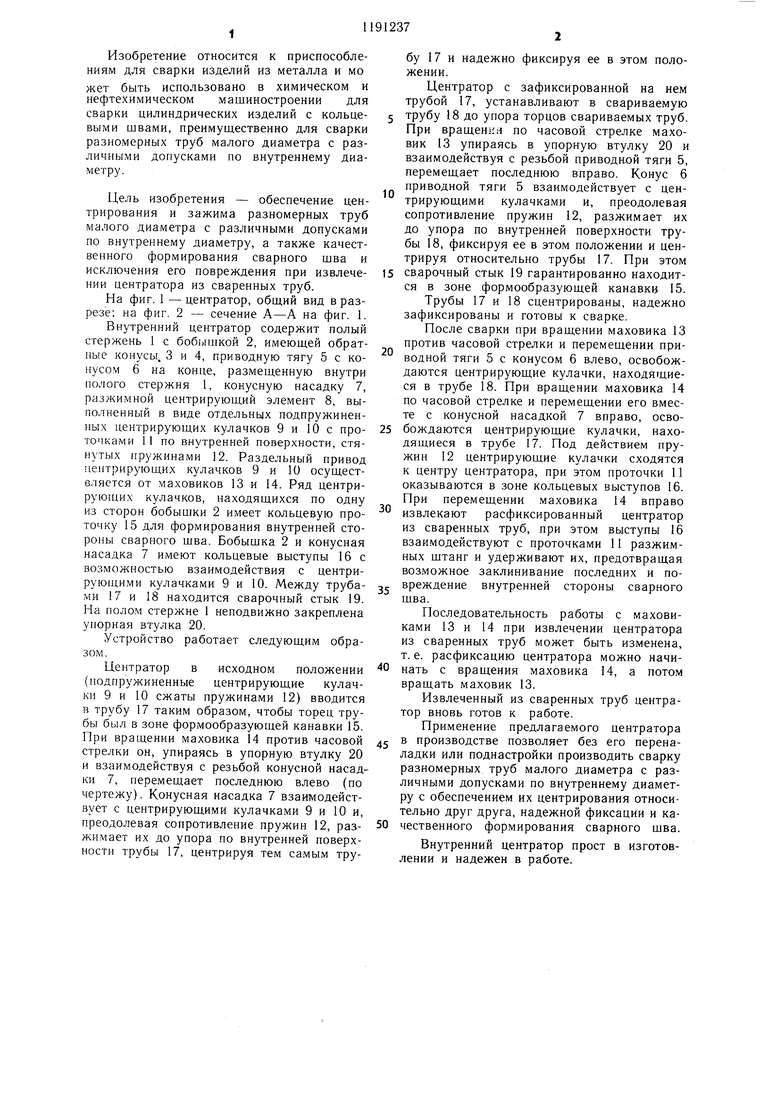
| название | год | авторы | номер документа |
|---|---|---|---|
| Внутренний центратор | 1982 |
|
SU1082592A1 |
| Центратор для сборки под сварку цилиндрических изделий | 1979 |
|
SU897448A1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2354520C2 |
| Внутренний центратор для сборки труб под сварку | 1987 |
|
SU1455511A1 |
| Переносное устройство для электродуговой обварки трубок | 1961 |
|
SU140513A1 |
| Внутренний центратор для сборки и сварки кольцевых швов в среде защитного газа | 1977 |
|
SU707742A1 |
| Устройство для герметизации контактной стыковой сваркой трубы | 1985 |
|
SU1279152A1 |
| Внутренний центратор для сборки и сварки в среде защитного газа кольцевых стыков | 1981 |
|
SU996144A1 |
| Внутренний центратор для сборки и сварки кольцевых стыков | 1983 |
|
SU1088903A1 |
ВНУТРЕННИЙ ЦЕНТРАТОР, содержащий приводную тягу с конусом, конусную насадку, два маховика и разжимной центрирующий элемент, отличающийся тем, что, с целью обеспечения возможности центрирования и зажима свариваемых раз19 12 J 6 П 78 8 12 Ъ 2 Фиг. 1 номерных труб малого диаметра я исключения повреждений при извлечении центратора из сваренных труб, он снабжен полым стержнем с бобышкой на конце, имеющей обратные конусы по наружной поверхности, а разжимной центрирующий элемент выполнен в виде отдельных подпружиненных центрирующих кулачков, установленных симметрично относительно бобышки полого стержня с возможностью взаимодействия с конусом приводной тяги, конусной насадкой и обратными конусами бобыщки полого стержня, при этом центрирующие кулачки выполнены с проточками по внутреннему диаметру, а бобыщка полого стержня и конусная насадка снабжены выступами, ответными этим проточкам. (Л . л ;о to оо 17 7 5 J 20
| Патент США № 4405075, кл | |||
| Приспособление для нагрузки тендеров дровами | 1920 |
|
SU228A1 |
| Внутренний центратор | 1982 |
|
SU1082592A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
