Изобретение относится к технологии облицовки полимерными пленками наружной поверхности труб, имеющих продольные гофры, и может быть использовано в химической, нефтехимической промыщленности и мащиностроении для защиты гофрированных труб от коррозии, гидроабразивного изнашивания и т. д.
Цель изобретения - повышение качества облицовки гофрированных труб.
На чертеже приведена принципиальная схема осуществления способа.
Способ осуществляют следующим образом.
Пленку в виде ленты 1 расстилают на основании из роликов 2, расположенных параллельно оси облицовываемой трубы 3 с щагом, равным расстоянию между гофрами трубы, при этом один конец пленки закрепляют на основании с помощью прижимного ролика 4. создавая натяг ленты 1, другой конец ленты 1 закрепляют на трубе 3. Затем трубу 3 прокатывают по ролика.м 2 в направ.тении, перпендикулярном оси трубы. При этом происходит намотка (с натягом за счет прижимного ролика 4) полимерной ленты 1 одновременно по всей длине трубы 4. Таким образом, осу цествляемая облицовка обеспечивает плотное контактирование полимерной пленки с продольно-гофрированной трубой как по выступам, так и по впадинам на ее поверхности за счет контактирования поверхности трубы по впадинам при намотке с роликами 2.
Пример. Осуществляли облицовку продольно-гофрированных труб предложенным и известным (прототип) способами.
При этом были использованы продольно-гофрированные трубы из стали 11 с внещ05
о
С)
160970 .
3
ним диаметром окружности выступов 112 мм(пленка БК-3) в течение 10,8 кс (плени впадин 72 мм, длиной 2,5 м и числомка ВК-2) и 3,6 кс (пленка ВК-3). В заклюгофр 6, шаг между гофрами (кратчай-чение оценивают полученные облицовки
шее расстояние между центрами роликовпо определенным параметрам (см. таблицу),
диаметром 20 мм, располагаемых во впа- Осушествляют также облицовку продольдинах между гофрами) 48 мм; пленки изно-гофрированных труб согласно прототипу,
термопластичных полимеров; полиэтилен низ-Для этого на продольно-гофрированную трукой плотности (ГОСТ 16337-77) и полипро-бу, которую вращают относительно собстпилен (ТУ 605-1105-77) толщинойвенной оси, наматывают с натягом поли100±10 мкм; пленки из термореактивныхмерную пленку. Основные параметры процесполимеров марки ВК-2 (на основе крем-Ю са: натяжение 10 Н, межветковое давленийорганической смолы и асбеста) и маркиней 2- 10 Па, скорость намотки 0,1 м/с,
ВК-3 (фенолкаучуковая основа) толщинойтемпература трубы 473-573 К.
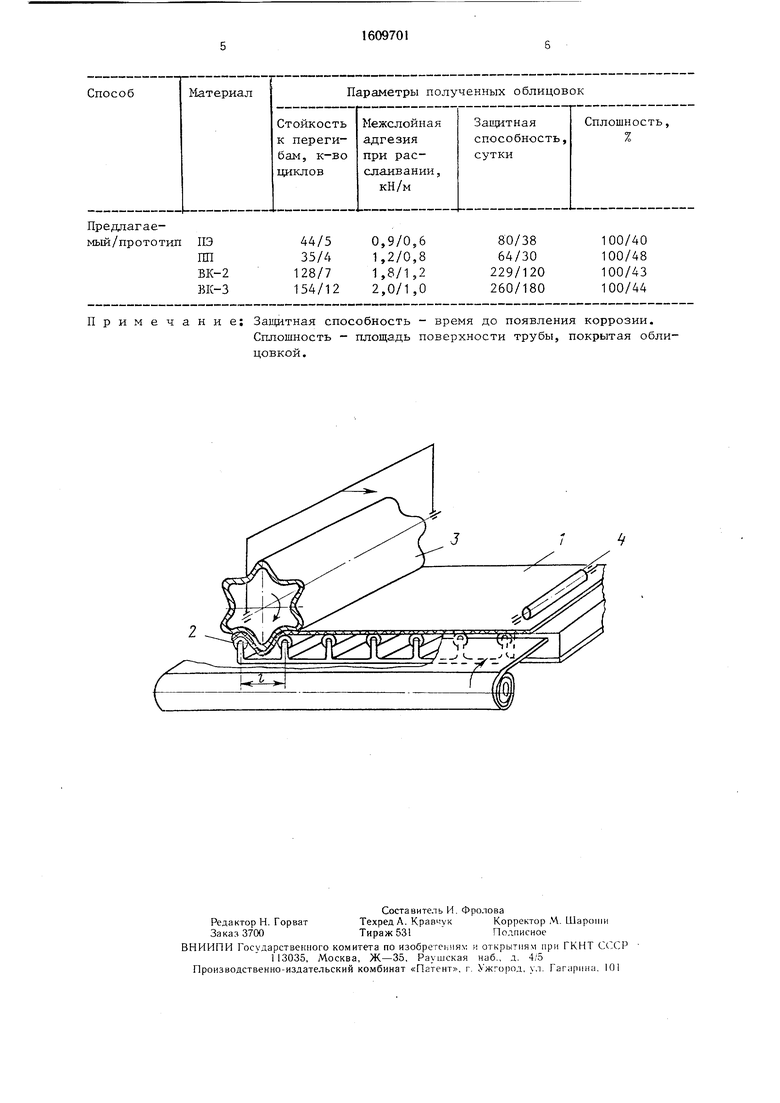
250±10 мкм; клей БФР-2 (ТУ НИИПМВ табл. представлены результаты испыП-437-65); основание, состоящее из 24 па-таний получаемых облицовок,
раллельных рядов роликов диаметром 20 мм15 Сравнительные испытания облицовок,
и шагом между рядами 48 мм.полученных на продольно-гофрированных
Облицовку продольно-гофрированныхтрубах, согласно предложенному способу
труб согласно предложенному способу осу- прототипу позволяют установить слеществляют следующим образом.дующее.
Известный способ не обеспечивает удовПредварительно на основании из роликовлетворительного качества облицовки длин- 2, оси которых были расположены парал-номерных продольно-гофрированных труб, лельно оси гофрированной трубы 3 и шага именно: сплошность облицовки не превы- (1) между ними выбран равным расстоя-шает 50%, вследствие этого понижаются нию между гофрами трубы 3, расстилаютзначения других параметров (стойкость к ленту из полимерной пленки 1. Затем, соз-25 многократным перегибам, межслойная адге- давая натяг пленки 1 с помощью при-зия, защитная способность), жимного ролика 4, придают ей плоскуюПредложенный способ позволяет осущест- форму. Собственно облицовку трубы 3, кото-вить облицовку длинномерных продольно- рую предварительно очищают и нагреваютгофрированных труб, обеспечивая при этом до 473-573 К, проводят путем прокаты-100%-ную сплошность облицовки, а в связи вания трубы 3 по основанию 2 со ско-30 с этим - улучшение прочих указанных ростью -0,2 м/с в направлении, перпен-параметров, дикулярном оси трубы. При этом обеспечивалась плотная намотка пленки 1 на тру-Формула изобретения бу 3 как по выступам, так и по впа динам на поверхности трубы 3. Для обес-Способ облицовки наружной поверх: печения межслойной адгезии при много-35 ности трубы, включающий намотку на нее
кратной обмотке трубы 3 пленкой 1 нас натягом ленты из полимерного материапоследнюю предварительно наносят клеевойла и прижим ленты по образующей труподслой БМР-2. Количество наматываемыхбы, отличающийся тем, что, с целью повыслоев и соответственно ширина пленки 1,шения качества облицовки гофрированных
расстилаемой на основании, рассчитывались Q труб, намотку ленты осуществляют путем
заранее. Так, количество наматываемыхпрокатки трубы по основанию из ролислоев использованных пленок было равно 3,ков, расположенных параллельно оси труа ширина предварительно расстилаемойбы, с шагом, с шагом, равным расстояпленки 1 составила 1055+50 мм.нию между гофрами трубы, на котором
В случае использования пленок из тер-размещена полимерная лента, при этом
мореактивных полимеров после намотки осу-45 один конец ленты закрепляют на трубе,
ществляли их отверждение путем нагре-а другой конец ленты фиксируют на осва при 473±5 К (пленка ВК-2) и 438±5 Кновании.
Примечание: Защитная способность - время до появления коррозии.
Сплошность - площадь поверхности трубы, покрытая облицовкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения на наружную поверхность трубы полимерной рукавной оболочки | 1988 |
|
SU1636244A1 |
| Способ изготовления корпусов многослойных сосудов и труб | 1980 |
|
SU1007795A1 |
| Способ нанесения защитного покрытия на подводный трубопровод | 1978 |
|
SU777325A1 |
| Композитный демпфирующий элемент и способ его изготовления | 2018 |
|
RU2717270C2 |
| Способ изготовления зубчатого колеса из композиционного материала и его конструкция | 1984 |
|
SU1328225A1 |
| Способ изготовления армированного сильфона | 1989 |
|
SU1750785A1 |
| Устройство для изготовления гофрированной ленты | 1989 |
|
SU1625547A1 |
| Упругодемпфирующая опора скольжения | 1989 |
|
SU1746080A1 |
| Трубчатое металлическое изделие | 1985 |
|
SU1498402A3 |
| Бамперное защитное устройство для легковых автомобилей | 2019 |
|
RU2714341C1 |
Изобретение относится к технологии облицовки полимерными пленками наружной поверхности труб, имеющих продольные гофры. Цель изобретения - повышение качества облицовки гофрированных труб. Для этого в способе, включающем намотку на трубу с натягом ленты из полимерного материала и прижим ленты по образующей трубы, намотку ленты осуществляют путем прокатки трубы по основанию из роликов, расположенных параллельно оси трубы с шагом, равным расстоянию между гофрами трубы, на котором размещена полимерная лента, при этом один конец ленты закрепляют на трубе, а другой конец фиксируют на основании. 1 ил., 1 табл.
к:
| Цыплаков О | |||
| Г | |||
| Основы формования стеклопластиковых оболочек | |||
| Л.: Машиностроение, 1968, с | |||
| Способ получения морфия из опия | 1922 |
|
SU127A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
