Изобретение относится к области клепально-сборочных работ, в частности к способу клепки, и может быть использовано в различных областях машиностроения.
Целью изобретения является повышение качества при образовании профилированной замыкающей головки, а также расширение технологических возможностей путем проведения групповой клепки на стационарных прессах.
Указанная цель обеспечивается точной установкой профилированных выемок формообразующего инструмента по отношению к стержням заклепок.
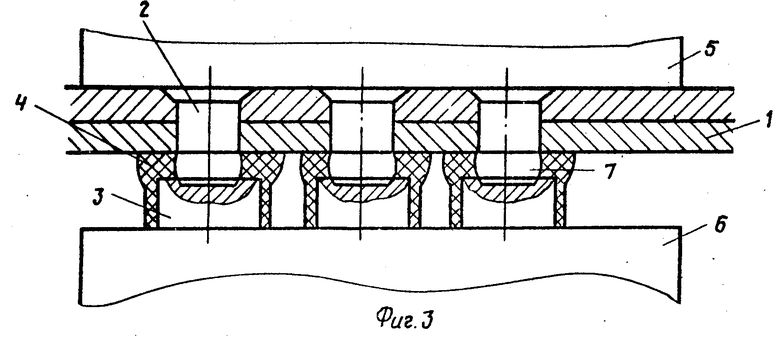
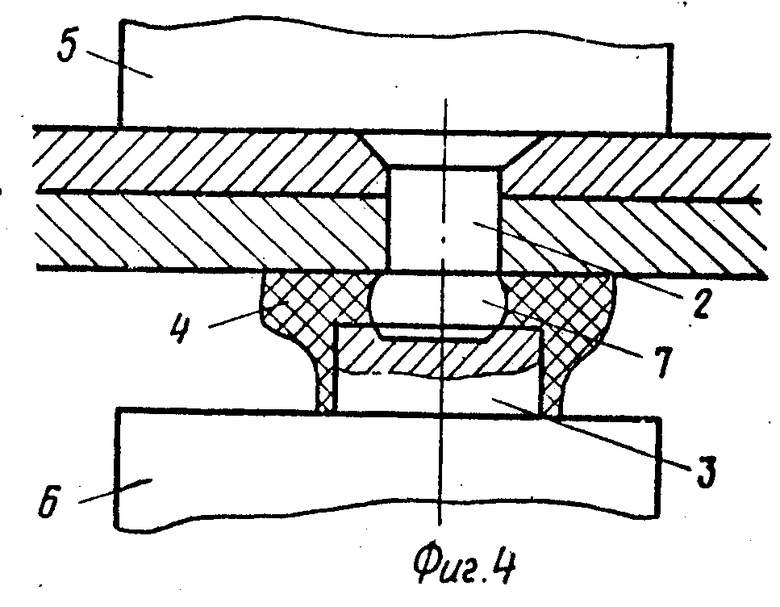
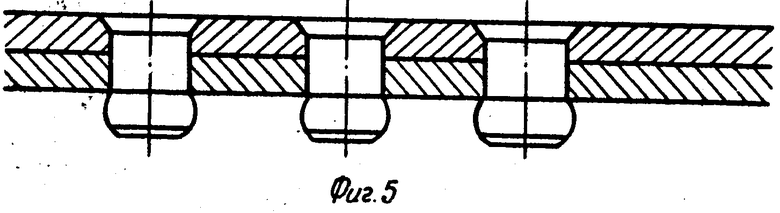
На фиг. 1 изображен пакет деталей в исходном состоянии в случае групповой клепки; на фиг. 2 то же, в случае одиночной клепки; на фиг. 3 этап образования замыкающих головок заклепок при групповой клепке; на фиг. 4 то же, в случае одиночной клепки; на фиг. 5 вид готовых замыкающих головок заклепок.
Способ клепки реализуют следующим образом.
В пакете соединяемых деталей 1 выполняют отверстия, в которых размещают заклепки 2. На выступающие концы стержней заклепок устанавливают промежуточные обжимки 3 с профилированными углублениями на рабочих торцах. При этом промежуточные обжимки 3 удерживают на стержнях заклепок посредством упругих кольцевых элементов 4. Пакет деталей размещают между подвижными штампами 5 и 6 стационарного пресса. Образование заклепочных соединений происходит при включении пресса, в результате чего штамп 5 движется вниз, а штамп 6 вверх, при этом осуществляется поджим деталей и последующее формообразование профильных замыкающих головок 7.
Способ позволяет проводить также и одиночную клепку, как на стационарном клепальном оборудовании, так и посредством ручного клепального инструмента.
Пример выполнения способа.
В пакете соединяемых деталей 1 толщиной 10 мм выполняют сквозное отверстие диаметром 5 мм, в которое устанавливают заклепку 2 диаметром 5 мм и длиной 17 мм. На выступающий из пакета конец стержня заклепки устанавливают промежуточную обжимку 3, в торце которой выполнено углубление под профилированную замыкающую головку заклепки. Промежуточная обжимка 3 фиксируется и центрируется относительно стержня заклепки 2 посредством упругого элемента 4, который выполнен из полиуретана или резины. Пакет деталей устанавливают в клепальный пресс. Далее, обеспечив ход вниз штампа 5 пресса и движение вверх штампа 6, осуществляют прижим пакета деталей и образование замыкающей головки заклепки.
Использование предлагаемого способа клепки позволяет обеспечить следующие преимущества: повышение качества заклепочного соединения с образованием профильной замыкающей головки заклепки и повышение производительности труда при проведении групповой клепки на стационарных клепальных прессах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ НЕРАЗЪЕМНЫМ ЗАКЛЕПОЧНЫМ ШВОМ | 2006 |
|
RU2288380C1 |
| СПОСОБ ОБРАЗОВАНИЯ ПОТАЙНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 1997 |
|
RU2113930C1 |
| Способ клепки | 1985 |
|
SU1359051A1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1992 |
|
RU2030946C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 2005 |
|
RU2281829C1 |
| ВЫРАВНИВАЮЩЕЕ УСТРОЙСТВО К КЛЕПАЛЬНЫМ ПРИСПОСОБЛЕНИЯМ | 1992 |
|
RU2035255C1 |
| Стержневая заклепка | 1988 |
|
SU1636607A1 |
| Способ клепки | 1990 |
|
SU1766571A1 |
| СПОСОБ КЛЁПКИ КЛИНОВИДНЫХ ПАКЕТОВ | 2002 |
|
RU2243057C2 |
| СПОСОБ КЛЕПКИ | 1994 |
|
RU2069118C1 |

Изобретение относится к клепально-сборочным работам, в частности к способам клепки. Цель изобретения - повышение качества при образовании профилированной замыкающей головки, а также расширение технологических возможностей путем проведения групповой клепки на стационарных прессах. В пакете деталей 1 выполняют отверстия, в которых размещают заклепки 2. На выступающие концы стержней устанавливают промежуточные обжимки 3 с профилированными углублениями, которые удерживают на стержнях посредством упругих кольцевых элементов 4. Образование замыкающих головок осуществляют посредством штампов 5 и 6 стационарного пресса. 5 ил.
СПОСОБ КЛЕПКИ, заключающийся в образовании отверстия в пакете деталей, размещении в нем заклепки, установке на выступающем конце стержня заклепки упорного кольцевого элемента и образовании замыкающей головки посредством приложения к стержню заклепки деформируемого усилия, отличающийся тем, что, с целью повышения качества при образовании профилированной замыкающей головки, а также расширения технологических возможностей путем проведения групповой клепки на стационарных прессах, образование замыкающей головки заклепки ведут с использованием промежуточной обжимки с профилированным углублением на ее рабочем торце, которую предварительно устанавливают в упругом кольцевом элементе.
| Авторское свидетельство СССР N 705737, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
