ФигЛ
Изобретение относится к машиностроению, к заклепкам для высокоресурсных заклепочных соединений
Цель изобретения - повышение проч- ности заклепочного соединения путем обеспечения бездефектного формообразования замыкающих головок0
На изображена стержневая заклепка, установленная в пакет сое- динянмых деталей; на и 3 - процесс образования заклепочного соединения о
Заклепка состоит из. стержня 1, в котором с каждого торца лыполнена глухая осевая полость 2, заполненная пластичным материалом 3, обладающим свойством несжимаемостио
Величина глубины Н полости 2 определяется величиной выступания стерж ня заклепки из пакета, равной 1,05 D и величиной шага в ряде длин заклепок п для выполнения соединений в пакетах разной толщины и равна (1,05D+ +п) мм. Отношение диаметра полости к наружному диаметру стержневой заклепки выбрано из условия равнопрочности работы заклепки на срез и отрыв
Усилие, воспринимаемое соединением при его работе на отрыв, определяет- ся соотношением
D2-d Усилие, воспринимаемое соединением при его работе на срез, определя- ется соотношением
р - Ј $ п
ср - сср 4 u °
При условии равнопрочности Р « РТ
Zf U l-d -fyЈDe,
аг (Гв-вср
или
i - &
ffe 1
В качестве пластичного материала вставки может быть использован полимер в виде эпоксидной смолы, полиуретана или легкий алюминиевый сплав
Заклепку получают заливкой глухих полостей 2 жидким полимером 3 с последующей полимеризацией или запрессовкой цилиндрического вкладыша из легкого алюминиевого сплава0
Сборку заклепочного соединения . производят следующим образом,,
Заклепку вместе с расположенными в ней полимерными вставками устанав
0
5
0 5
0
5
0
5
0
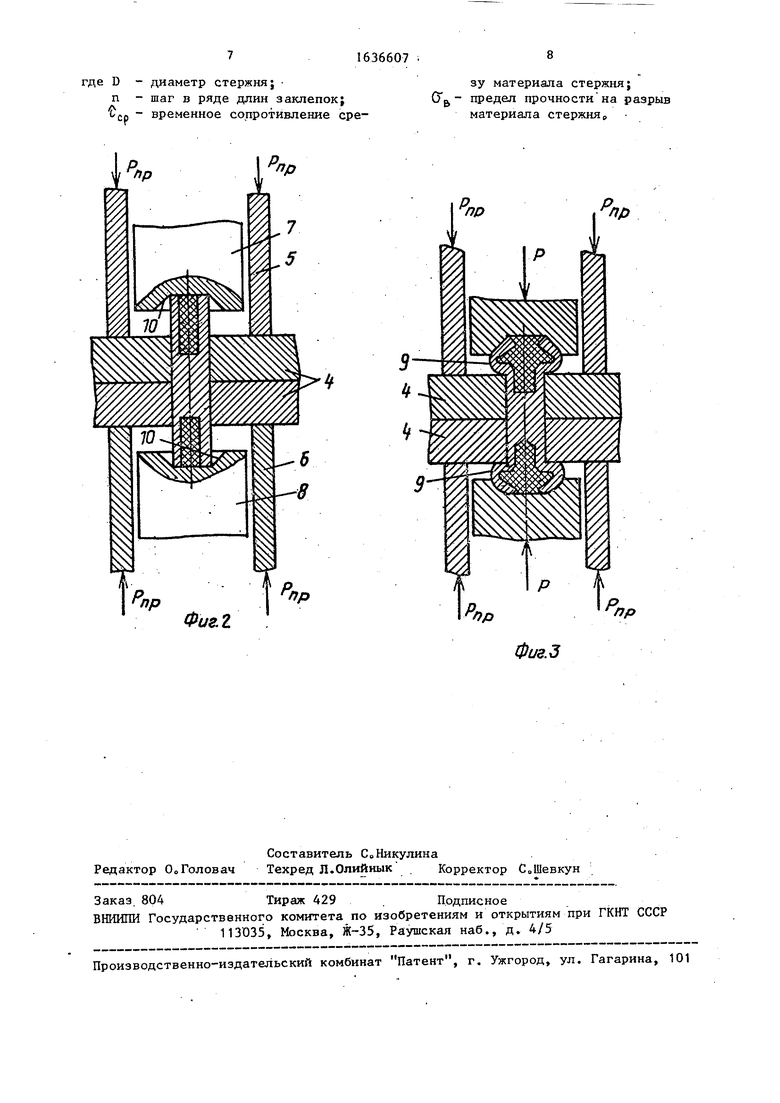
ливают в отверстие жесткого пакета листовых деталей 4. Пакет помещают между верхним 5 и нижним 6 прижимами пресса и сжимают этими прижимами. Включают рабочий ход верхнего 7 и нижнего 8 пуансонов, при котором происходит одновременное образование э.амы- какяцих головок 9 со стеснением торцов стержневой заклепки лунками 10 Давление через пуансоны 7 и 8 осуществляют до полного формообразования замыкающих головок
При расклепывании заклепки, замыкающие головки заклепки образуются из выступающих из пакета частей стержня, представляющих собой полые, цилиндры, заполненные пластичным материалом., который при расклепывании заклепки заключается в замкнутый объем, ограниченный обжимкой и поверхностью полости эаклепкио В процессе расклепывания пластичный материал действует как несжимаемая жидкость, нагружая поверх-v ность полости заклепки давлением и уменьшая растягивающие напряжения на внутренней поверхности полости заклепки, тем самым, предотвращая скол замыкающей головкИо Вставка из пластичного материала необходима для бездефектного формообразования замыкающих головок и в работе стержневой заклепки на отрыв не принимает участия
Стержневая заклепка предназначена для выполнения высоконагруженных соединений в пакетах толщиной S Dt где D диаметр крепежа, преимущественно в самолетостроении. В самолетостроении стержневые заклепки устанавливаются с образованием выступающих замыкающих головок при сборке центроплана, силовых наборов крыла и фюзеляжа Наиболее широкое применение стержневые заклепки имеют в производстве широкофюзеляжных самолетов Диаметры стержневых заклепок составляют 4-9 мм. Постановка стержневых заклепок производится только на свер- лильно-клепальных автоматах, управляемых с помощью ЧПУо Специфика производства требует выполнять соединения в пакетах переменной толщины (от D до 3-4 D) , Назначение длин стержневых заклепок производится через величину п - шаг ряда длин заклепок Величина п выбирается как с точки зрения снижения количества типоразмеров длин заклепок, так и уменьшения количества переналадок кле 51636607
пального автомата, а также обуславливается программой обработки клепальных швов« Оптимальная величина шага выбрана равной 1,5 мм для всех применяемых диаметром (4-9 мм) стержневых заклепоко Назначение шага ряда длин заклепок 3 или 10 мм нецелесообразно, так как приводит к большому допуску на замыкающие головки, и весовым потерямо В зависимости от программы обработки швов возможно применение шага 1-2 мм
В стержневой заклепке величина п имеет особое значение, так как стабильное качество (прочность на отрыв) заклепочного соединения обеспечивается только при условии, когда дно глухой полости заглублено в па1Я1)г- d3rР -ь- ----г- (Т
отр4Bi
где d - диаметр полости0
Рассмотрим разность Р
СР
- Р
от
Р
в
10
0,24 Ј (Ог- d)CT
0,24frDfc- 0,25/uD r6+0,25/M di(7e- 0,251ГагСГ&- 0,01 (0,3d + +0,JD) (0,5d-0,lD)0 Оценивая величину разности нужно отметить, что liCfg(0,5 + О, ID) всегда больше нуля,
ПРИ рср т°е° Рср/ ротр разрушение заклепки должно пойти от
)5 среза замыкающей головки. Это возможно когда выполняется неравенство 0,5-0,10 - 0 или d 1 0,2D. Выполнение в стержневой заклепке полости
диаметром, меньшим 0,2D, недостаточ- кет„ Поэтому выполнение полости глу- 20 но для значительного снижения усилия биной, равной величине выступания расклепывания, происходит разрушение стержня из пакета плюс величина п, по- материала пакета при клепке, зволяет производить бездефектнуюПри Р,
ср ротр Тое° ср- Ротр разрушение заклепки должно пойти от
клепку пакета с толщинами от S-n до S мм стержневыми заклепками одного размера.
Материал вкладыша в работе заклепки на отрыв принимает незначительное участие,так как он связан со стержнем
ср ротр Тое° ср- Ротр разрушение заклепки должно пойти от
25 разрыва полой части стержня При этом должно выполняться неравенство 0,5 - О,ID 0 или d 0,2D0 С увеличением диаметра полости уменьшается потребное усилие расклепывания, что
лишь силами адгезии (в случае, когда зо позволяет расклепать стержневую за- вкладыш выполнен из полимера) или си- клепку из высокопрочного материала лами трения (когда вкладыш выполнен из алюминиевого сплава)0 Эти силы
в пакете из алюминиевого сплава,,
Таким образом, получается, что для
достижения поставленной цели должно ными силами связи в материале стерж- выполняться неравенство Рср Р0тр, ня .и ими можно пренебречь Усилие J3 Га&о стержневая заклепка предлагаенезначительны по сравнению с межатом40
разрушения стержневой заклепки на два порядка выше силы сцепления вкладыша со стержнем заклепки. При испытании на отрыв вкладыш отделяется от стержня вместе с полой частью стержневой заклепки, из которой образована замыкающая головка Таким образом, вкладыш в работе заклепки на отрыв участия не принимает и служит лишь для бездефектного образования замыкающих головок0
При определении прочности заклепки на отрыв при расчете замыкающей головки на срез расчет ведется по пло- „ щади цилиндра, являющегося продолжением поверхности стержня
рср ViiD h
где h - высота замыкающей головки заклепки, h 0,4 D;
мой конструкции имеет прочность на срез замыкающей головки выше, чем прочность на разрыв полой части стержня о Поэтому при расчете параметров стержневой заклепки в условие равно- прочности заложена прочность на разрыв полой части заклепкио
45 Формула изобретения
- О.ЬСГв, , отсюда ,24 п П,, Но усилие отрыва заклепки при расчете на разрыв стержня в полой его части
Стержневая заклепка с двумя глухими осевыми полостями на концах, отличающаяся тем, что, с целью повышения прочности заклепочного соединения путем обеспечения бездефектного формообразования замыкающих головок, глухие осевые полости заполнены пластичным несжимаемыммате- 55 риалом, при этом глубина полостей равна ,05D+n, а их диаметр равен
л
4 - Ј
1Я1)г- d3rР -ь- ----г- (Т
отр4Bi
где d - диаметр полости0
Рассмотрим разность Р
СР
- Р
от
Р
в
0,24 Ј (Ог- d)CT
0,24frDfc- 0,25/uD r6+0,25/M di(7e- 0,251ГагСГ&- 0,01 (0,3d + +0,JD) (0,5d-0,lD)0 Оценивая величину разности нужно отметить, что liCfg(0,5 + О, ID) всегда больше нуля,
ПРИ рср т°е° Рср/ ротр разрушение заклепки должно пойти от
среза замыкающей головки. Это возможно когда выполняется неравенство 0,5-0,10 - 0 или d 1 0,2D. Выполнение в стержневой заклепке полости
диаметром, меньшим 0,2D, недостаточ- но для значительного снижения усилия расклепывания, происходит разрушение материала пакета при клепке, При Р,
ср ротр Тое° ср- Ротр разрушение заклепки должно пойти от
разрыва полой части стержня При этом должно выполняться неравенство 0,5 - О,ID 0 или d 0,2D0 С увеличением диаметра полости уменьшается потребное усилие расклепывания, что
позволяет расклепать стержневую за- клепку из высокопрочного материала
мой конструкции имеет прочность на срез замыкающей головки выше, чем прочность на разрыв полой части стержня о Поэтому при расчете параметров стержневой заклепки в условие равно- прочности заложена прочность на разрыв полой части заклепкио
45 Формула изобретения
Стержневая заклепка с двумя глухими осевыми полостями на концах, отличающаяся тем, что, с целью повышения прочности заклепочного соединения путем обеспечения бездефектного формообразования замыкающих головок, глухие осевые полости заполнены пластичным несжимаемыммате- риалом, при этом глубина полостей равна ,05D+n, а их диаметр равен
л
4 - Ј
где D - диаметр стержня;
п - шаг в ряде длин заклепок; ср временное сопротивление срезу материала стержня; - предел прочности на разрыв материала стержняа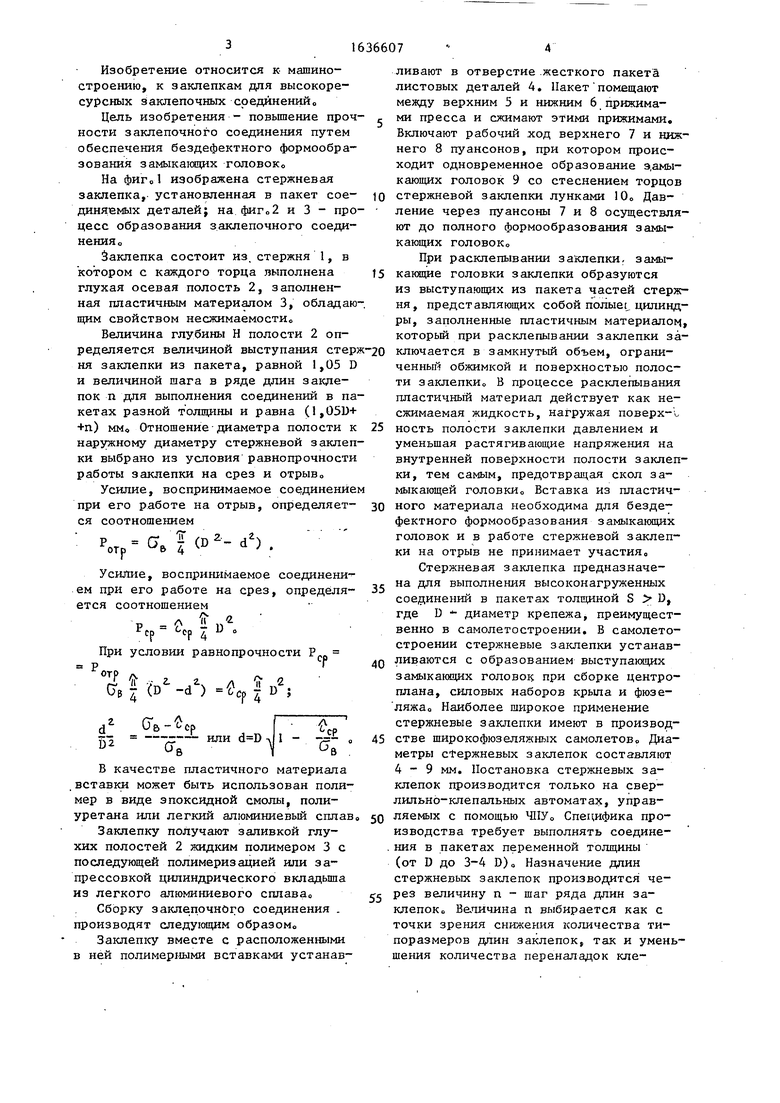

| название | год | авторы | номер документа |
|---|---|---|---|
| Заклепка | 1988 |
|
SU1620707A1 |
| Заклепка | 1988 |
|
SU1545013A1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ НЕРАЗЪЕМНЫМ ЗАКЛЕПОЧНЫМ ШВОМ | 2006 |
|
RU2288380C1 |
| Заклепка | 1989 |
|
SU1687944A1 |
| ЗАКЛЕПКА И ИНСТРУМЕНТ ДЛЯ ЕЕ ПОСТАНОВКИ | 1991 |
|
RU2006691C1 |
| ЗАКЛЕПКА | 1970 |
|
SU426075A1 |
| Заклепочное соединение | 1989 |
|
SU1673758A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 2005 |
|
RU2281829C1 |
| Способ клепки | 1990 |
|
SU1771859A1 |
| Заклепочное соединение | 1988 |
|
SU1555549A1 |
Изобретение относится к машиностроению,- к заклепкам для высокоресурсных заклепочных соединений Цель изобретения - повышение прочности заклепочного соединения путем обеспечения бездефектного формообразования замыкающих головок Заклепка состоит из стержня 1 с двумя глухими осевыми полостями 2, заполненными пластичным несжигаемым материалом,3 В процессе расклепывания пластичный материал, нагружая полости заклепки давлением и уменьшая растягивающие напряжения, тем самым предотвращает скос замыкающих головок Пластичный материал обеспечивает бездефектное формообразование замыкающих головок, что повышает прочность заклепочного соединения. 3 ил. с SS
Фиг г
Фиг.З
| Чурабо Д„До Детали и узлы приборов - М0: Машгиз, 1961, , табло800 |
