Изобретение относится к обработке металлов давлением, в частности к прессованию труб с внутренним утолщением из кольцевой заготовки.
Цель изобретения - повышение качества получаемых изделий за счет улучшения условий формообразования переходного участка от утолщения к поверхности трубы.
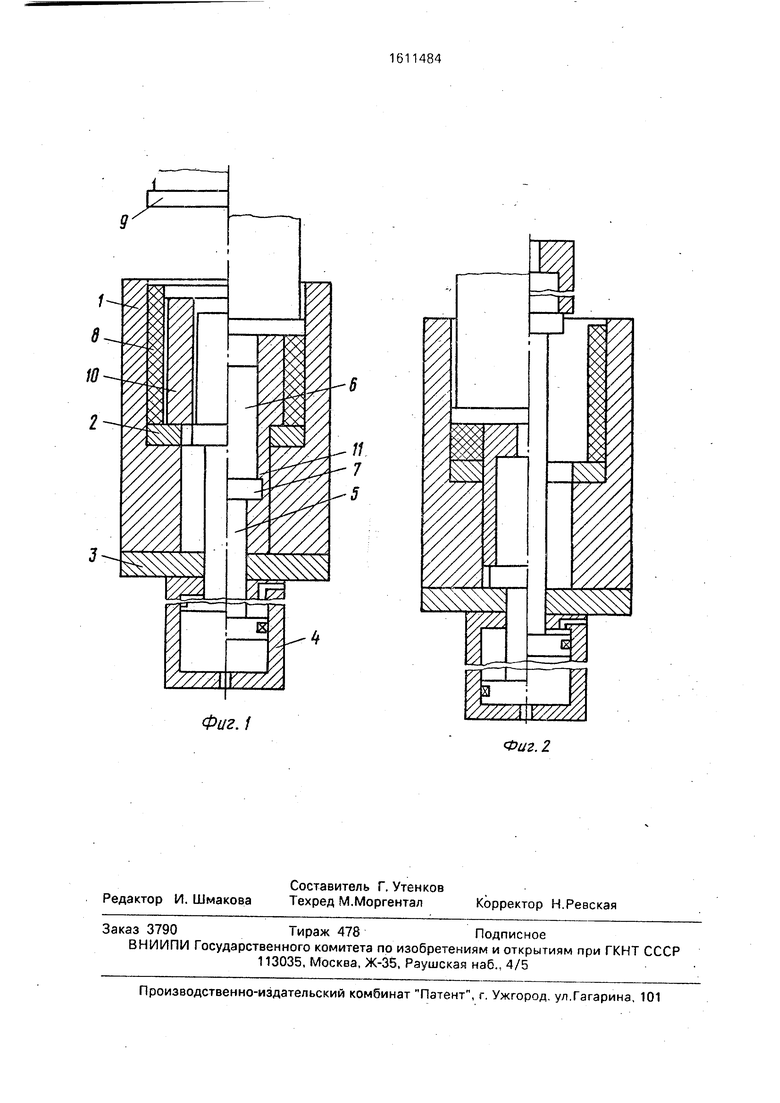
На фиг. 1 показано расположение частей устройства (слева - в исходном состоянии, справа - в процессе формирования основной части трубы); на фиг. 2 - то же, слева - в момент формирования внутреннего утолщения трубы, справа - в конечном положении).
Устройство содержит смонтированный на основании (не показано) контейнер 1, во внутренней полости которого установлена матрица 2. Между основанием и обращенным к нему торцом контейнера размещена упорная плита 3, Под основанием противоположно контейнеру смонтирован гидроцилиндр 4. На штоке 5 гидроцилиндра закреплена игла 6 со ступенчатой цилинди- ческой поверхностью так, что в исходном положении верхняя ступень цилиндрической рабочей части иглы находится в контейнере во внутренней полости заготовки, а бурт 7 иглы, выполненный между ступенями, размещен на уровне калибрующего по
яска матрицы. Бурт 7 иглы предназначен для обеспечения перемещения иглы передним торцом выпрессовываемого изделия в процессе деформирования, а также для фиксации иглы в момент формирования утолщения. В-полости контейнера установлена эластичная втулка 8, например, из резины, причем ее высоту и диаметры выбирают с учетом размеров заготовки и утолщения трубы. Эластичная втулка преобразует часть осевого усилия, расположенного соосно с контейнером пресс-штемпеля 9, в радиальное усилие обжатия трубы за счет повышения давления в материале втулки.
Устройство работает следующим образом.
Устанавливают заготовку 10 на матрицу 2 в полость эластичной втулки 8 (фиг. 1, слева). При опускании ползуна пресса (не показан) пресс-штемпель Q воздействует на эластичную втулку 8, а затем на заготовку, выдавливая ее через матрицу 2 в направлении иглы 6. Прессуемое изделие 11 упирается передним торцом в бурт 7 иглы и перемещает ее в направлении г рессования (фиг. 1, справа). Возникающее в эластичной втулке 8 всестороннее гидростатическое давление не допускает распрессовку заготовки. По окончании прессования основной части трубы фиксируют иглу относительно матрицы посредством упора ее бурта 7 в упорную плиту 3. При дальнейшем движении пресс-штемпеля 9 и, соответственно, повышении давления в эластичной втулке 8 продолжается преобразование части осевого усилия в радиальное усилие обжатия трубы. За счет одновременного воздействия осевого и радиального усилий материал заготовки начинает течь к оси трубы, формируя утолщение (фиг, 2, слева), причем, чем больше усилие на пресс-штемпеле 9, тем меньше окончательный диаметр отверстия утолщения. После получения необходимого
диаметра отверстия утолщения возвращают пресс-штемпель в исходное положение, перемещают шток 5 гидроцилиндра 4 в верхнее положение, удаляя тем самым изделие из матрицы и контейнера (фиг. 2, справа).
Затем при обратном ходе штока 5 посредством шибера (не показан) извлекают иглу из изделия. Процесс закончен.
15
Формула изобретения
Устройство для прессования труб с внутренним утолщением из кольцевой заготовки, содержащее основание с смонтированным на нем полым контейнером установленную в полости контейнера матрицу и соосно с ней иглу со ступенчатой цилиндрической поверхностью и буртом между ступенями, привод продольного перемещения иглы, размещенный под основа- нмем противоположно контейнеру, и пресс-штемпель, отличающееся тем, что, с целью повышения качества получаемых изделий за счет улучшения условий формообразования переходного участка от утолщения к поверхности трубы, оно снабжено .упорной плитой с отверстием под цилиндрическую поверхность иглы и опорной поверхностью под ее бурт, смонтированной между основанием и обращенным к нему торцом контейнера, а в полости контейнера установлена эластичная втулка, внутренняя поверхность которой совместно с наружной поверхностью верхней ступени иглы обраует полость под кольцевую заготовку.
Фиг. 1

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2216419C1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗДЕЛИЙ ОБРАТНЫМ ПРЕССОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1987 |
|
RU2076007C1 |
| Способ Е.А.Колкунова изготовления прессованных труб с утолщениями | 1986 |
|
SU1458051A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ПРЕССАХ С ПОДВИЖНЫМ КОНТЕЙНЕРОМ | 2004 |
|
RU2259897C1 |
| Устройство для изготовления труб с армированными утолщениями | 1988 |
|
SU1687322A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОСПЛАВНЫХ ТРУБ | 1999 |
|
RU2168382C1 |
| ПРЕСС ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК ОБРАТНЫМ ВЫДАВЛИВАНИЕМ | 1987 |
|
RU2074780C1 |
| Инструментальный блок для прессования изделий | 1989 |
|
SU1803216A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ТРУБОПРОФИЛЬНЫХ ПРЕССАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2375134C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ИЗДЕЛИЙ С ПРОДОЛЬНОЙ СЛОИСТОСТЬЮ | 1996 |
|
RU2116148C1 |
Изобретение относится к обработке металлов давлением, в частности к прессованию труб с внутренним утолщением из кольцевой заготовки. Цель изобретения - повышение качества получаемых изделий за счет улучшения условий формообразования переходного участка от утолщения к поверхности трубы. В устройстве для прессования труб внутри контейнера с установленной в его полости матрицей размещена подвижная вдоль оси контейнера игла. Она состоит из двух ступеней, разделенных буртом, и кинематически связана с приводом. В нижней части контейнера между ним и основанием размещена упорная плита. В полости контейнера размещена эластичная втулка. В начальный момент прессования верхняя ступень иглы расположена в контейнере, а ее бурт - в зоне матрицы. В полость, образованную внутренней поверхностью эластичной втулки и наружной поверхностью верхней ступени иглы, помещается кольцевая заготовка. При давлении пресс-штемпеля на торцы заготовки и эластичной втулки осуществляется прессование основной части трубы с одновременным воздействием на заготовку осевых и радиальных усилий за счет эластичной втулки. При этом под действием выпрессовываемого торца трубы игла перемещается вниз. После упора бурта иглы в упорную плиту происходит формообразование внутреннего утолщения трубы также в условиях всестороннего сжатия, что улучшает степень оформления переходной зоны от утолщения к поверхности трубы. 2 ил.
Фиг. 2
| Патент Великобритании Ns 1124608, кл.В 21 С 23/08,1968. |
