/////// /Z // / // ////7777/.
2
X
РО
N1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления прямошовных нержавеющих труб | 1990 |
|
SU1754261A1 |
| Способ гибридной лазерно-дуговой сварки толстостенных труб | 2022 |
|
RU2787195C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2022 |
|
RU2791999C1 |
| Способ производства электросварных прямошовных труб | 2023 |
|
RU2827008C1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668621C1 |
| Сварочный узел непрерывного трубоэлектросварочного стана | 1989 |
|
SU1673237A1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668623C1 |
| Способ изготовления сварных труб | 1985 |
|
SU1273203A1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТРУБ С НАРУЖНЫМ ПЛАКИРУЮЩИМ СЛОЕМ | 2018 |
|
RU2684735C1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
Изобретение относится к обработке металлов давлением и сварки и может быть использовано при изготовлении сварных прямошовных труб электродуговой или плазменной сваркой. Цель изобретения - повышение качества труб. При изготовлении труб поступающая на формовку полоса предварительно прокатывается в валках 2 и 3 с калибровкой кромок на ширине участка, равном 0,4...0,5 ширины сварного шва трубы. В результате калибровки кромки имеют толщину Tк, определенную из выражения Tк=T-δ+Δ, где T - номинальная толщина полосы, мм
δ - минусовой допуск по толщине полосы, мм
Δ - величина изменения толщины полосы, не требующая корректировки режима сварки, мм. Значение Δ определяется для различных групп сортамента труб опытным путем. При использовании изобретения на сварку поступает заготовка со стабильными геометрическими параметрами кромок, что повышает качество их сварного соединения. 2 ил., 1 табл.
Vua. 1
Изобретение относится к обработке металлов давлением и сварки и может быть использовано при изготовлении сварных прямошовных труб электродуговой либо плазменной сваркой.
Цель изобретения - повышение качества труб.
Сущность изобретения заключается в том, что при калибровке кромок на заданную оптимальную величину в сварочный узел поступает заготовка, у которой при. сварке исключаются дефекты, вызванные отклонением геометрии заготовки - непровар корн шва, а также исключается необходимость регулировать режимы сварки, что необходимо при сварке, например, заготовки с разнотолщинностью кромок.
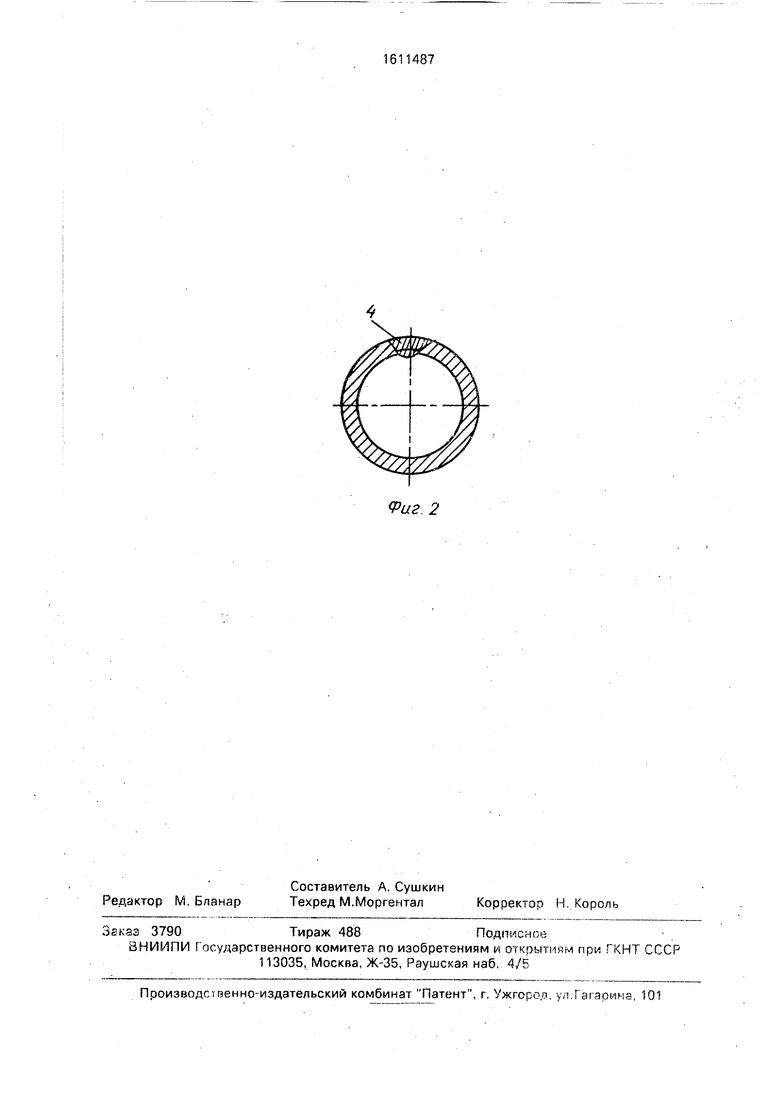
На фиг. 1 представлена схема калибрования кромок исходной стальной полосы; на фиг. 2 - схема сварки трубной заготовки с калиброванными кромками.
Способ производства сварных труб осуществляют следующим образом.
Перед формовкой исходной стальной полосы 1 (фиг. 1) производят калибрование ее кромок по толщине на ширине у каждой из кромок валками 2 и 3, равной 0,,5 ширины сварного шва, а толщину калибруемого участка кромок 4 определяют из выражения
tk t - д +,
где tk толщина прокалиброванного участка кромок, мм;
t - номинальная толщина полосы, мм;
д - минусовой допуск по толщине поло- сы, мм;
А- величина изменения толщины полосы, не требующая корректировки режима сварки, мм.
Затем осуществляют непрерывную формовку стальной полосы, электродуговую сварку сформованной трубной заготовки, калибрование трубы по диаметру и правку ее по длине.
При операции калибрования кромок обеспечивается получение трубной заготовки под сварку с прокалиброванными по толщине кромками, качественная сварка которой обеспечивается без изменения в процессе сварки параметров ее режима, на- пример силы сварочного тока, скорости сварки и др.
Выбор ширины калибруемого участка, равного 0,4-0,5 ширины шва, произведен угсходя из условия его переП/)авления при последующей сварке. Экспериментально устанозлено, что при ширине калибруемого участка более 0,5 ширины шва в наклепанном металле в процессе сварки труб особенно из ферр1 тных сталей под воздействием температур 900° и более в зоне термического влияния происходит существенный рост зерна, приводящий к снижению его пластичности. При ширине калибруемого участка кромок менее 0,4 ширины шва затруднен процесс стабильного калибрования в связи с малой шириной калибруемого участка.
В выражении для определения толщины прокалиброванного участка кромок значение величины А для заданных способов сзаркм и свариваемого материала определяют экспериментальным путем,
Например, для случая двухдуговой плазменной сварки труб из нержавеющей стали 08X18Т1 величину А определяют при сварке труб размером 33 XI ,5 мм.
Для проведения эксперимента выбран рулон стальной полосы, толщина которой изменялась в пределах от 1.38 до 1,65 мм,
Сварку труб проводят по режиму ; скорость сварки 1,7 м/мин; сила сварочного тока на первой дуге 120А, на второй дуге 170А; напряжегние сварочной дуги на первой дуге 17В, на второй дуге 17В; расход аргона на первой дуге 0,7 л/мин, на второй дуге 0,7 л/мин.
Указанный режим подобран для качественного проплавления трубной заготовки с номинальным значением толщины стенки, равным 1,5 мм,
В процессе сварки образцов труб с различной толщиной стенки параметры режима сварки не изменяют.
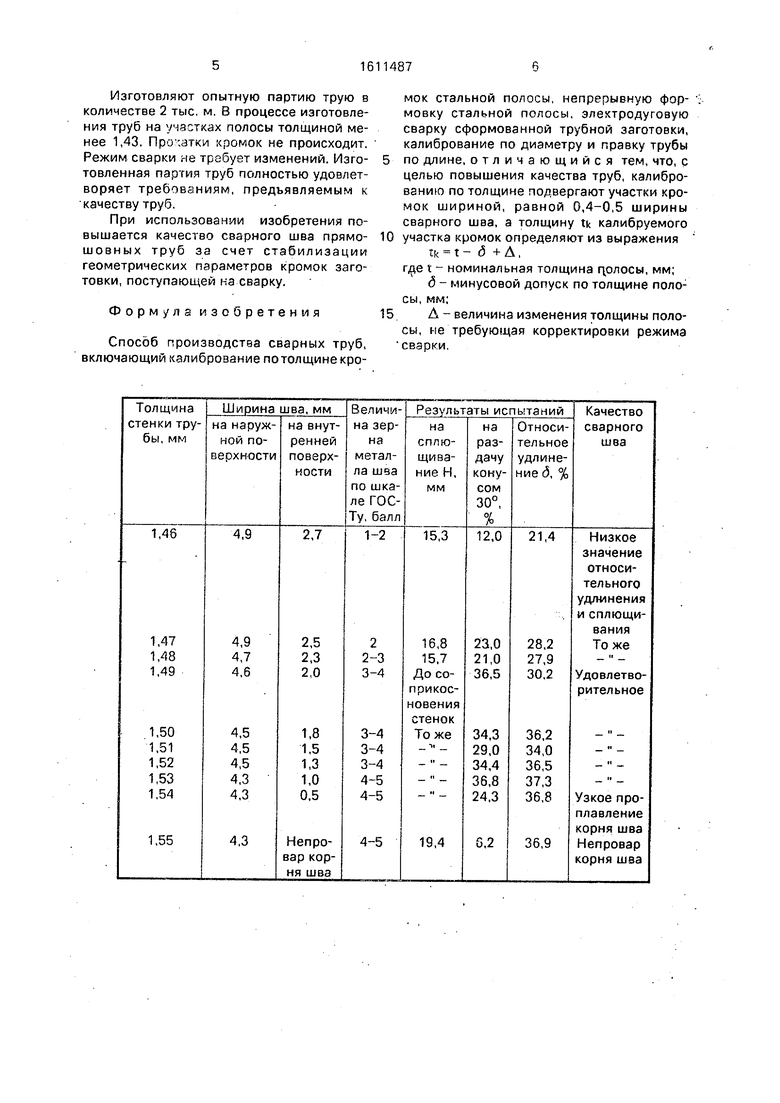
Образцы труб с толщиной стенки 1,46 - 1,55 мм после термической обработки подвергают исследованиям, результаты которых проставлены в таблице (качество сварного шва определяют в соответствии с требованиями ТУ),
На основании анализа экспериментальных данных для двухдуговой плазменной сварки труб из стали А 0.05 мм.
Согласно ТУ на постановку рулонной стали минусовой допуск по толщине д 0,12 мм. Тогда для указанного случая толщина участка калибрования принимается tk 1,43 мм.
Проведены опыты по изготовлению труб размером 33 XI,5 мм из стали плазменной двухдуговой сваркой на трубоэлект- росварочном стане 20-75. Перед формовкой кромку стальной полосы подвергают калиброванию, прокаткой в валках.
Для этой цели в первой формовочной клети трубосварочного ста на установлен калибр (фиг, 1). настроенный так, что толщина прокалиброванных кромок составляет 1,43мм.
Изготовляют опытную партию трую в количестве 2 тыс. м. В процессе изготовления труб на участках полосы толщиной менее 1,43. Про:-.атки кромок не происходит. Режим сварки не требует изменений. Изготовленная партия труб полностью удовлетворяет требованиям, предъявляемым к качеству труб.
При использовании изобретения повышается качество сварного шва прямо- шовных труб за счет стабилизации геометрических параметров кромок заготовки, поступающей на сварку.
Формула изобретения
Способ производства сварных труб, включающий калибрование потолщинекро0
5
мок стальной полосы, непрерывную формовку стальной полосы, электродуговую сварку сформованной трубной заготовки, калибрование по диаметру и правку трубы по длине, отличающийся тем, что, с целью повышения качества труб, калиброванию по толщине подвергают участки кромок шириной, равной 0,4-0,5 ширины сварного шва, а толщину tk калибруемого участка кромок определяют из выражения
tk t- 6 +А, t - номинальная толщина п,олосы, мм;
д - минусовой допуск по толщине полосы, мм;
А - величина изменения толщины полосы, не требующая корректировки режима сварки.
иг 2
| Способ формовки прямошовной трубной заготовки | 1974 |
|
SU492328A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
