Изобретение относится к обработке металлов давлением, а именно к способам изготовления полых изделий из листового металла преимущественно сферической формы.
Известен способ изготовления изделий типа полусфер, при котором предварительно отштампованную заготовку подвергают обжиму в штампе, содержащем матрицу и соосно установленный толкатель, воздействующий усилием на торец предварительно отштампованной заготовки, чем обеспечивают ее обжатие, например, в полусферу по рабочей поверхности матрицы (1).
Недостаток этого известного технического решения заключается в том, что наличие свободных неприжатых зон в заготовке при обжиме ограничивает технологические возможности способа при изготовлении деталей из относительно малых толщин материала.
Наиболее близким техническим решением является выбранный нами в качестве прототипа способ изготовления полусферических изделий из листового металла, в котором предварительно отштампованную заготовку размещают на соосно установленные и перемещаемые друг относительно друга пуансоны с опорным кольцом, охватывают заготовку эластичной матрицей и обжимают ее по пуансону (2).
Недостаток этого технического решения состоит: во-первых, в необходимости точного регулирования давления эластичной среды по ходу вытяжки, что осуществимо лишь при использовании прессов типа QAB и QRD (Швеция) или типа П5645, во-вторых, в ограничении возможностей изготовления как из относительно тонких заготовок (из-за трудностей борьбы со складкообразованием материала), так и из малопластичных труднодеформируемых материалов (из-за разрушения материала от растягивающих напряжений и деформаций, возникающих при штамповке).
Технической задачей, на решение которой направлено заявляемое изобретение, является расширение технологических возможностей изготовления изделий с малой относительной толщиной заготовки и при малой пластичности исходного материала, а также на повышение коэффициента использования материала.
Для решения поставленной задачи в известном способе изготовления полусферических изделий из листового металла, включающем получение из листовой заготовки предварительно отштампованной заготовки, ее обжим давлением эластичной матрицы по цилиндрическому пуансону со сферической частью, имеющему опорное кольцо, - в качестве листовой заготовки используют заготовку в виде полудиска диаметром D с присоединенной к нему карточкой прямоугольной формы, длиной L, равной диаметру полудиска и шириной В, равной 0,5•D, при этом D=L= 1,4 d, а В=0,7 d (где d - диаметр получаемой полусферы) получают предварительно отштампованную заготовку изогнутой формы с внутренней цилиндрической поверхностью, образующая которой параллельна оси получаемой полусферы, а направляющая направлена по окружности диаметром, равным диаметру полусферы, в исходном положении предварительно изогнутую заготовку устанавливают на опорное кольцо, внутренней цилиндрической поверхностью обращают к цилиндрической части пуансона, а сферическую часть пуансона располагают над предварительно изогнутой заготовкой, обжим предварительно изогнутой заготовки эластичной матрицей по пуансону осуществляют с одновременным перемещением пуансона в отверстие опорного кольца при заданном противодавлении с его стороны.
Применение предложенного технического решения позволяет:
- изменить разноименную схему напряженного состояния деформируемой заготовки на схему объемного сжатия материала, что приводит к существенному расширению технологических возможностей процесса;
- осуществлять штамповку полусфер при постоянном давлении со стороны эластичной матрицы, что упрощает регулировку давления по ходу обжатия заготовки по пуансону;
- повысить КИМ при изготовлении изделий;
- использовать для освоения способа существующий парк гидропрессов одинарного действия, что сокращает сроки подготовки производства.
Сущность предложенного технического решения поясняется чертежами, где изображено:
на фиг.1 - исходное положение листовой заготовки в устройстве;
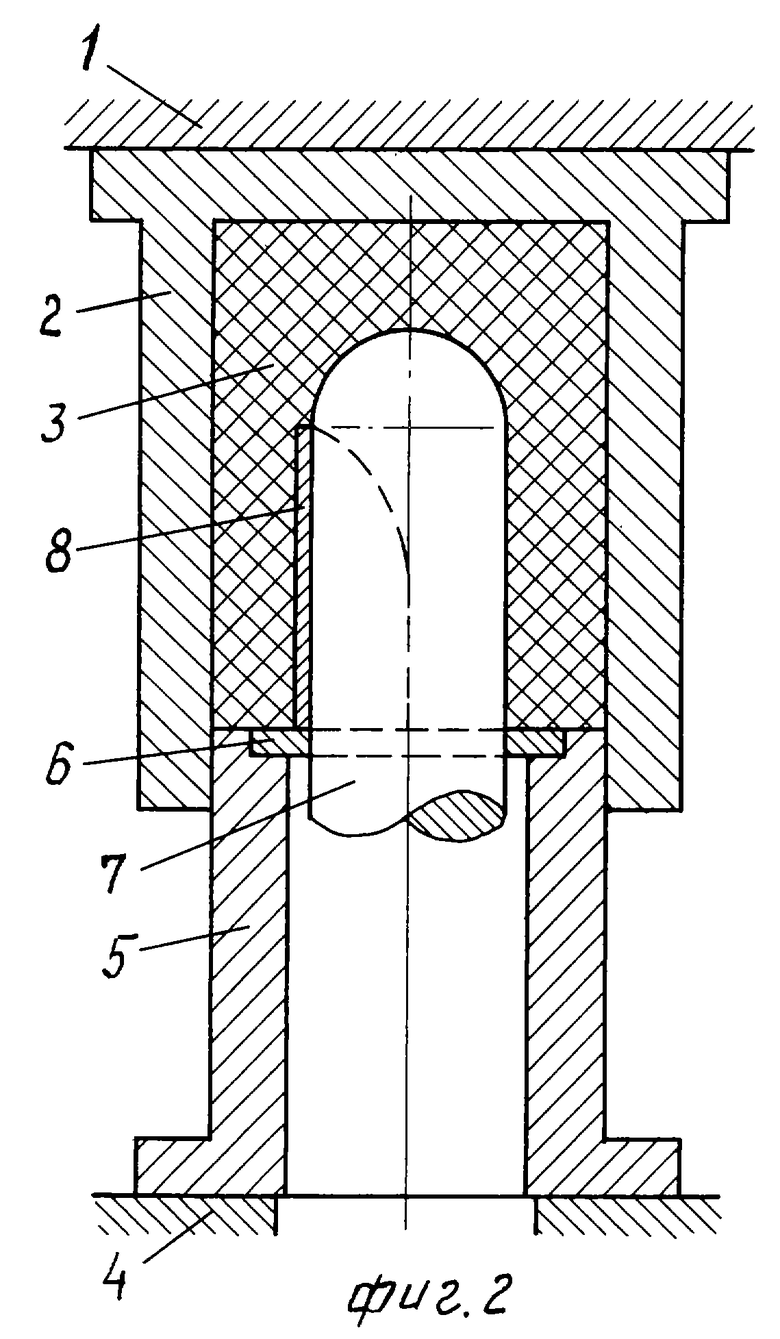
на фиг.2 - положение листовой заготовки перед началом обжатия;
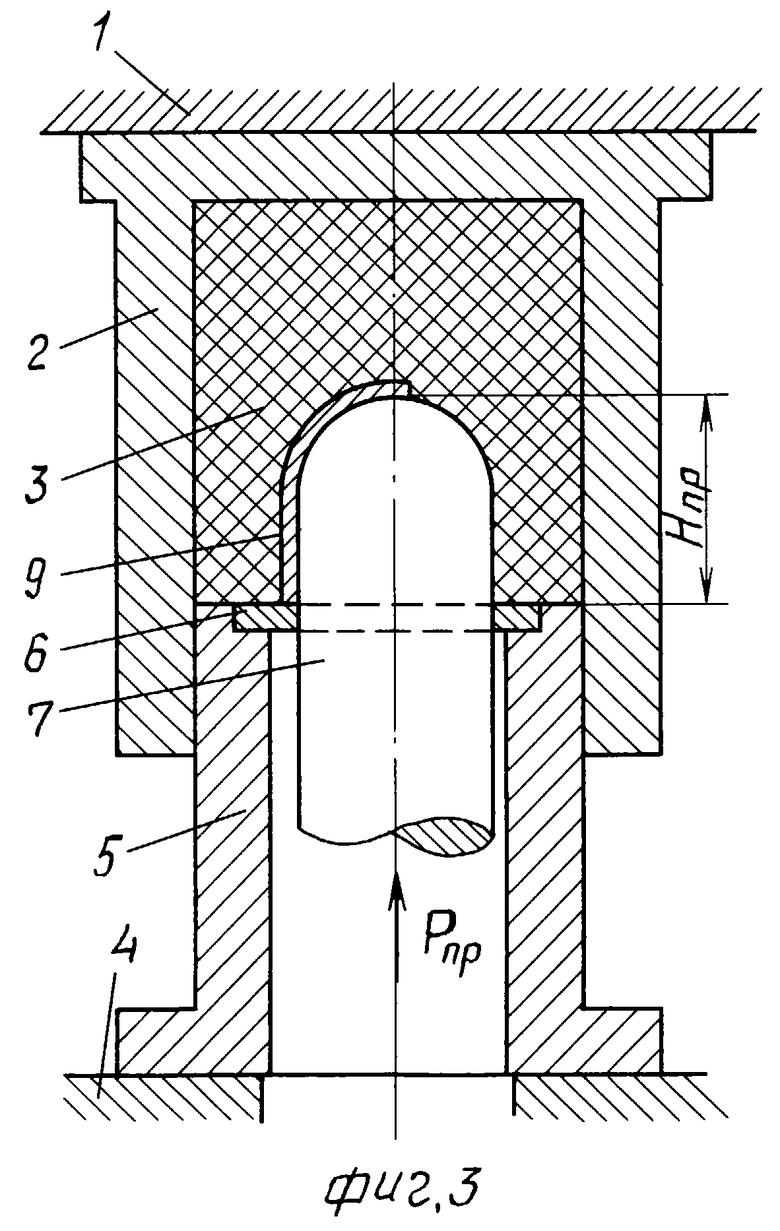
на фиг.3 - положение листовой заготовки в промежуточный момент обжатия;
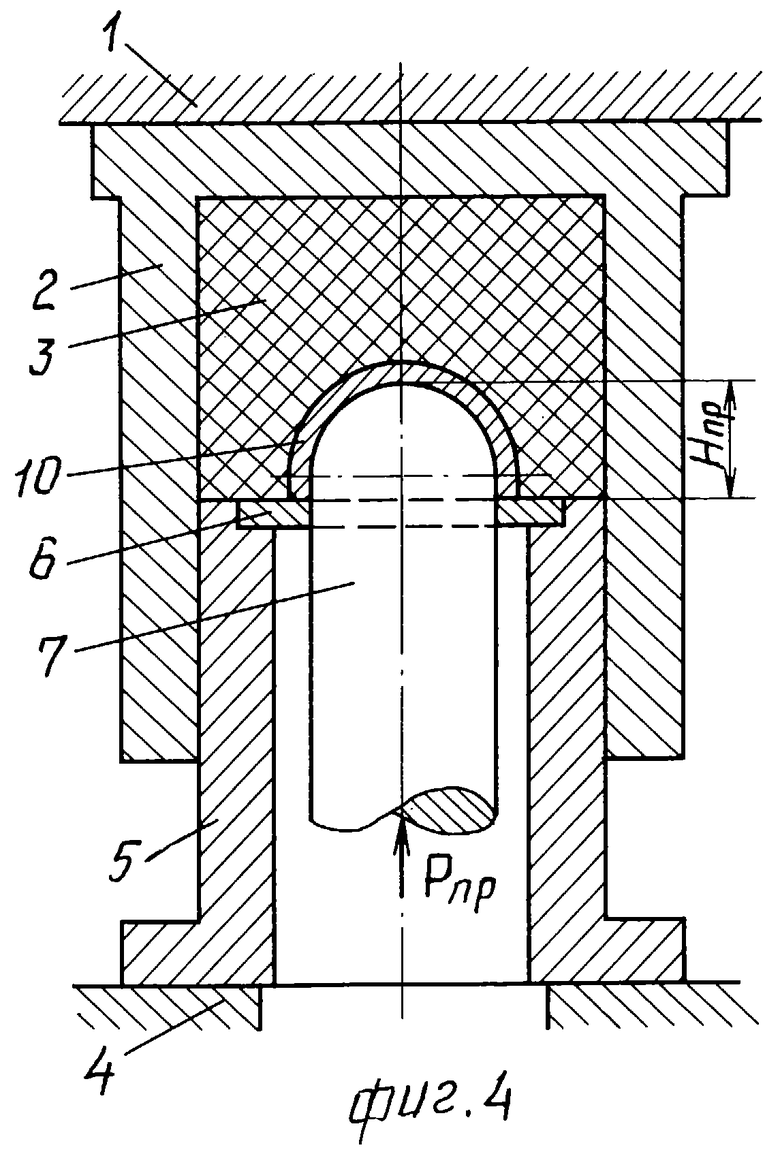
на фиг.4 - положение в момент окончания обжатия полусферы;
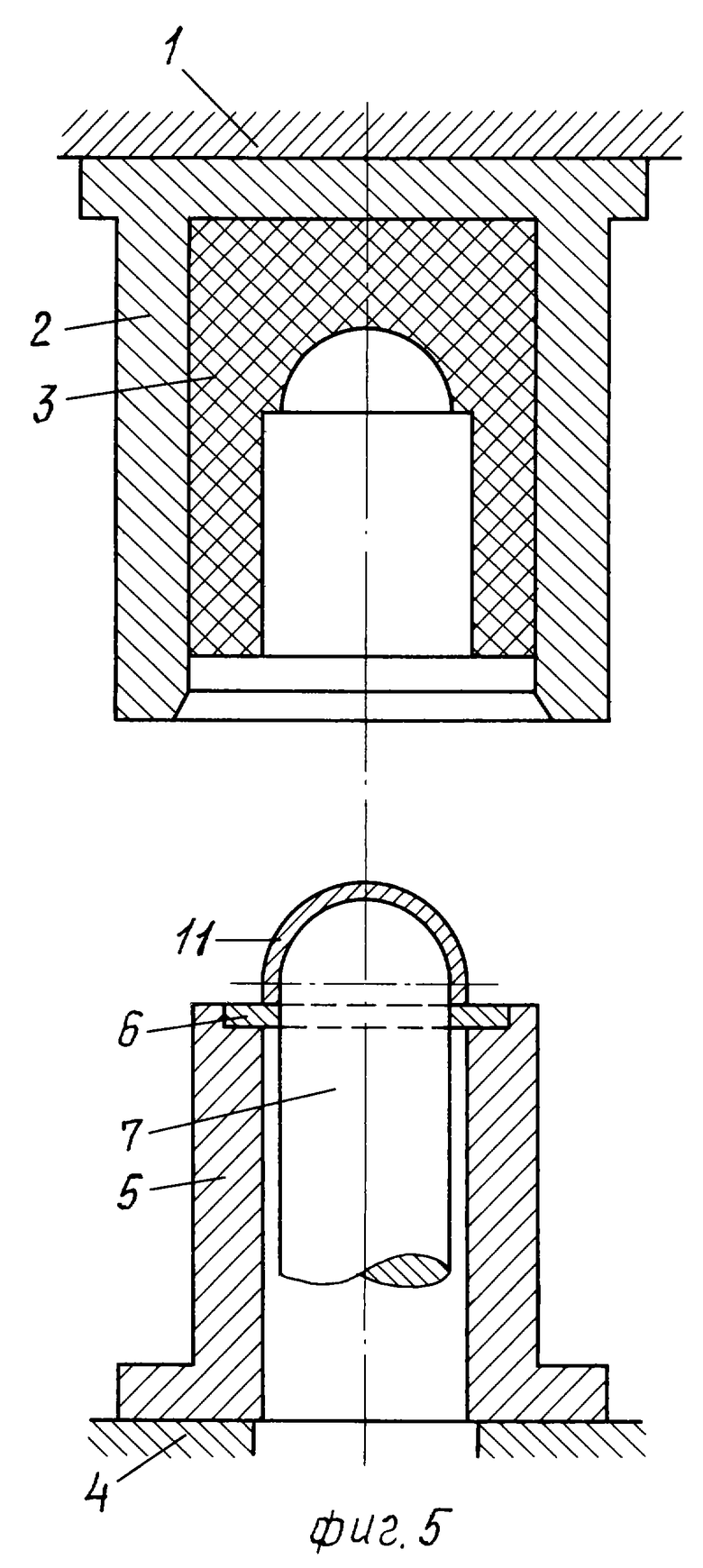
на фиг. 5 - положение отштампованной полусферы перед удалением его из рабочей зоны устройства;
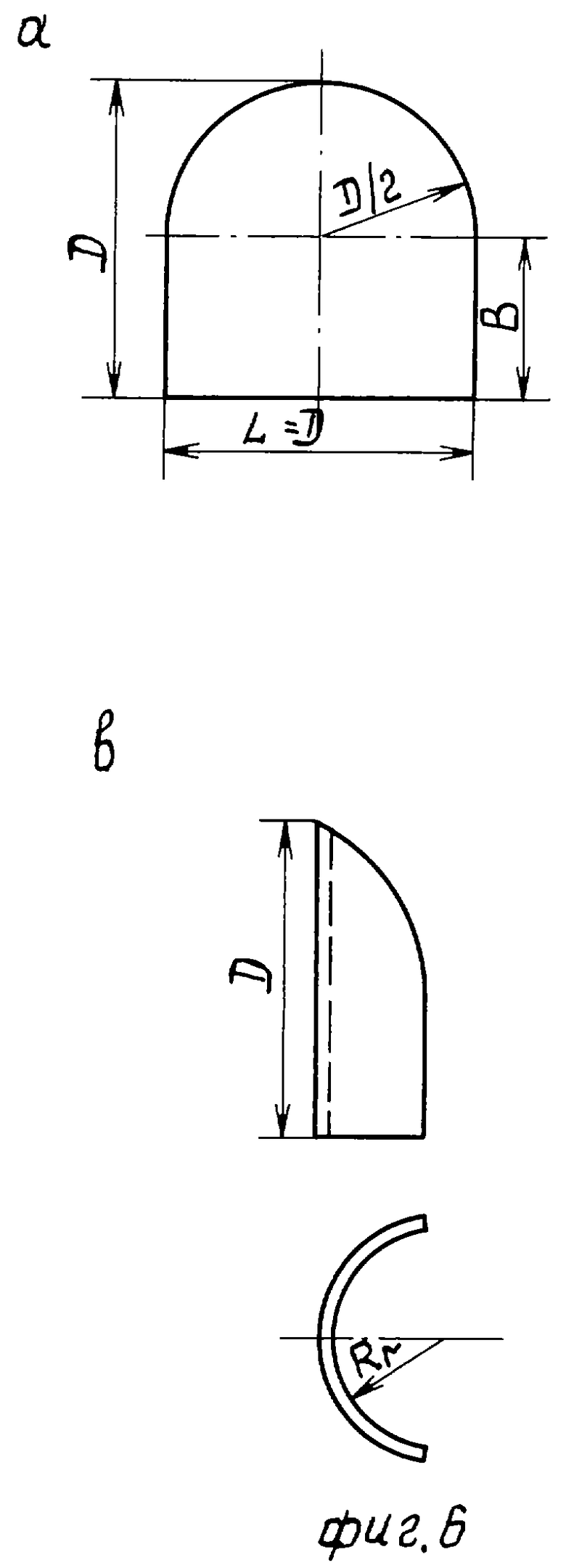
на фиг.6 - геометрические параметры листовой заготовки.
Предлагаемый способ изготовления полусферических изделий из листового металла реализуется в устройстве, которое включает в себя следующие основные детали:
- прикрепленный к ползуну пресса 1 контейнер 2 с эластичной матрицей 3 (выполненной из резины или полиуретана);
- установленное на столе пресса 4 основание 5 со сменным опорным кольцом 6;
- размещенный внутри опорного кольца 6 пуансон 7 с приводом его перемещения (условно не показан).
Предварительно отштампованной заготовке в положении перед обжатием присвоена позиция 8, в промежуточный момент обжатия - позиция 8, отштампованной полусфере в момент окончания обжатия - позиция 10 и в положении перед удалением полусферы из устройства - позиция 11.
Согласно предлагаемому способу предварительно изогнутую заготовку 8 устанавливают (см. фиг.1) на опорное кольцо 6 так, чтобы внутренняя цилиндрическая поверхность ее была обращена к цилиндрической поверхности пуансона 7, а сферическая часть пуансона 7 - расположена над предварительно изогнутой заготовкой. Заготовку 8 изготавливают в виде полудиска диаметром D с присоединенной к нему карточкой прямоугольной формы, длиной L, равной диаметру полудиска, и шириной В, равной 0,5•D, при этом D=L=1,4 d, а В равно 0,7 диаметра получаемой полусферы. Включение рабочего хода приводит к перемещению вниз ползуна пресса 1 вместе с контейнером 2 и эластичной матрицей 3. Заготовка 8 сначала прижимается к пуансону 7 давлением со стороны эластичной матрицы 3. При достижении давления q, достаточного для предотвращения складкообразования штампуемого материала, пуансон 7, выступавший над опорным кольцом 6 на высоту Н (см. фиг.2), перемещается вниз из эластичной матрицы 3 в отверстие опорного кольца 6. Пуансон 7 перемещается сначала на промежуточную глубину Нпр (см. фиг. 3), а затем в конечный момент обжима полусферы (см. фиг. 4) перемещается на глубину Нсф, при том же давлении q со стороны эластичной матрицы 3. Давление q задается предохранительно-разгрузочным клапаном, установленным в гидроприводе пуансона (условно не показан). При достижении ползуном пресса 1 крайнего нижнего положения дается команда на обратный ход пресса (см. (фиг.5), что позволяет удалить отштампованную полусферу 11 из рабочей зоны пресса. В результате как сам пресс, так и устройство с пуансоном 7 занимают исходное положение для изготовления следующей полусферы.
Давление эластичной матрицы q, необходимое для предотвращения складкообразования фланцевой и купольной части штампуемой заготовки, устанавливают из совместного рассмотрения напряженного состояния и их условия устойчивости, что позволяет определить конечное давление эластичной среды q для получения полусферической детали, которое согласно (3) зависит от коэффициента вытяжки или обжима детали Ко=D/d, относительной толщины заготовки t=t/D и предела прочности штампуемого материала σв, а величина q определяется формулой .
.
Применение предлагаемой заготовки обеспечивает получение требуемой высоты полусферы с учетом припуска на обточку полусферы по диаметру. Применение же заготовки в виде диска диаметром D в предлагаемом способе, когда ее придется ставить на "ребро" на опорное кольцо 6, приведет к трудностям, связанными с последующим утолщением кромки этой заготовки в зоне контакта ее с опорным кольцом 6.
Осуществление предложенного способа изготовления полусферы рассмотрим на примере обжима листовой заготовки из мягкой холоднокатаной латуни Л68 толщиной t= 2 мм (σв = 30 кгс/мм2) в полусферу диаметром d=200 мм при диаметре заготовки D= 1,4•d= 280 мм, коэффициент вытяжки Ко=D/d=1,4 и относительной толщине заготовки t=t/D=2/280=0,007.
Устанавливаем параметры заготовки
D=L=1,4•d=280 мм и В=0,7•d=0,7•200=140 мм.
В соответствии с этими параметрами и согласно фиг.6 изготавливают листовую заготовку (см. фиг.6,а), которую изгибают в цилиндр с радиусом изгиба Rr= d/2= 140 мм (см. фиг.6,б), при этом образующую этого цилиндра направляют вдоль оси этой заготовки. Заготовку 8 устанавливают на опорное кольцо 6. Давление со стороны эластичной матрицы q для обжатия заготовки 8 в полусферу 10 устанавливают по формуле, которое для Ко=1,4, t=0,007 и σв = 30 кгс/мм2 составляет q=30•(0,075•1,4-5•0,007+0,025)=30•0,095=2,85 кгс/мм2=285 кгс/см. После этого предохранительно разгрузочным клапаном гидропривода пуансона (который условно не показан) задают необходимое усилие противодавления Рпр со стороны пуансона, чем и заканчивается подготовка к осуществлению штамповки полусферы. Далее при достижении давления, достаточного для предотвращения складкообразования штампуемого материала, пуансон 7 перемещают вниз из эластичной матрицы 3 в отверстие опорного кольца 6 на глубину Нпр, а затем на глубину Нсф, при том же давлении q со стороны эластичной матрицы 3. При достижении ползуном пресса 1 нижнего положения дается команда на обратный ход пресса, что позволяет удалить отштампованную полусферу 11 из рабочей зоны пресса. Полученную полусферу 11 передают на последующую обработку для окончательного изготовления изделия.
Литература
1. Великобритания, Патент 1405205, Кл. B 21 D 22/02/51/1 В3 Q2 A3 2Б 3, Публ. 13.09.1973.
2. Н.М. Бирюков. Формообразование деталей из листового материала гидроэластичной средой по жесткому пуансону, Москва. Издательство МАИ, 1994 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ С ФЛАНЦЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2102173C1 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ПЛОСКИХ ЛИСТОВЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2242320C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2072271C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СФЕРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2242315C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОК СФЕРИЧЕСКОЙ ФОРМЫ | 2003 |
|
RU2261770C1 |
| СПОСОБ ШТАМПОВКИ-ВЫТЯЖКИ ОБОЛОЧЕЧНЫХ ЛИСТОВЫХ ДЕТАЛЕЙ ПЛАСТИЧНОЙ СРЕДОЙ | 2019 |
|
RU2710616C1 |
| СПОСОБ ОБРАЗОВАНИЯ ОТБОРТОВОК В ШИРОКОФЛАНЦЕВЫХ ДЕТАЛЯХ | 1997 |
|
RU2116853C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ ПРЕИМУЩЕСТВЕННО W-ОБРАЗНОГО СЕЧЕНИЯ | 1996 |
|
RU2110348C1 |
| Устройство для гибки изделий | 1985 |
|
SU1276392A1 |
Изобретение относится к обработке металлов давлением, в частности к способам изготовления полусфер из листового металла. Предварительно изогнутую заготовку устанавливают на опорное кольцо так, чтобы внутренняя цилиндрическая поверхность ее была обращена к цилиндрической поверхности пуансона, а сферическая часть пуансона расположена над предварительно изогнутой заготовкой, благодаря чему обеспечивается перемещение пуансона из отштампованной части заготовки в отверстие опорного кольца. Даны расчетные формулы для определения геометрических параметров заготовки и давления эластичной матрицы в функции коэффициента вытяжки, относительной толщины заготовки и предела прочности штампуемого материала. Достигаются расширение технологических возможностей изготовления деталей из малопластичных металлов и из тонкостенных заготовок, постоянство давления эластичной матрицы при обжатии заготовок в полусферы, увеличение КИМ при изготовлении полусфер. 6 ил.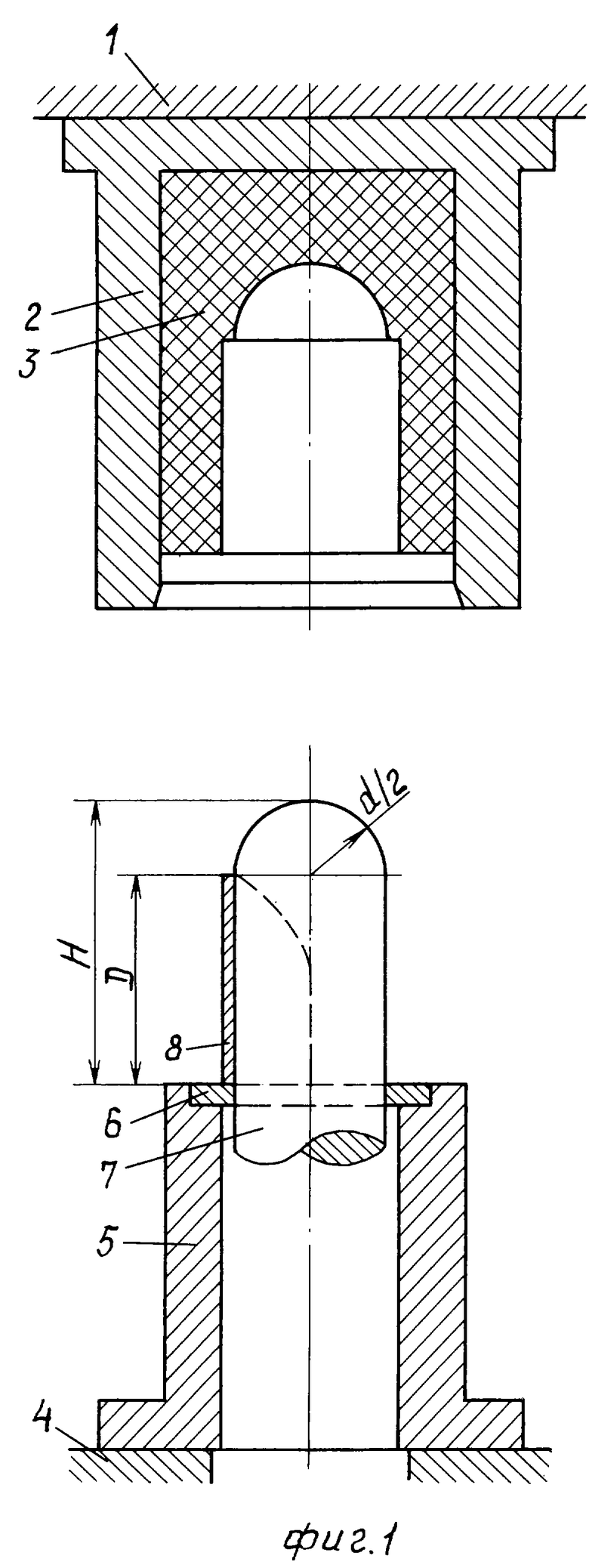
Способ изготовления полусферических изделий из листового металла, включающий получение из листовой заготовки предварительно отштампованной заготовки, ее обжим давлением эластичной матрицы по цилиндрическому пуансону со сферической частью, имеющему опорное кольцо, отличающийся тем, что в качестве листовой заготовки используют заготовку в виде полудиска диаметром D с присоединенной к нему карточкой прямоугольной формы, длиной L, равной диаметру полудиска, и шириной В, равной 0,5•D, при этом D= L= 1,4d, а В= 0,7d, получают предварительно отштампованную заготовку изогнутой формы с внутренней цилиндрической поверхностью, образующая которой параллельна оси получаемой полусферы, а направляющая направлена по окружности диаметром, равным диаметру полусферы, в исходном положении предварительно изогнутую заготовку устанавливают на опорное кольцо, внутренней цилиндрической поверхностью обращают к цилиндрической части пуансона, а сферическую часть пуансона располагают над предварительно изогнутой заготовкой, обжим предварительно изогнутой заготовки эластичной матрицей по пуансону осуществляют с одновременным перемещением пуансона в отверстие опорного кольца при заданном противодавлении с его стороны, где d - диаметр получаемой полусферы.
| БИРЮКОВ Н.М | |||
| Формообразование деталей из листового материала гидроэластичной средой по жесткому пуансону | |||
| - М.: МАИ, 1994, с.110-114 | |||
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU1007786A1 |
| RU 94027554 А1, 10.05.1996 | |||
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1995 |
|
RU2089313C1 |
| GB 1405205, 03.09.1975. | |||

