изобретение относится к обработке металлов давлением, в частности к гибке заготовок в виде, желобов гофрированием о
Цель изобретения - получение ка чес Свенных изделий при гибке в плос- /костк, проходшчей через кромки желоба.
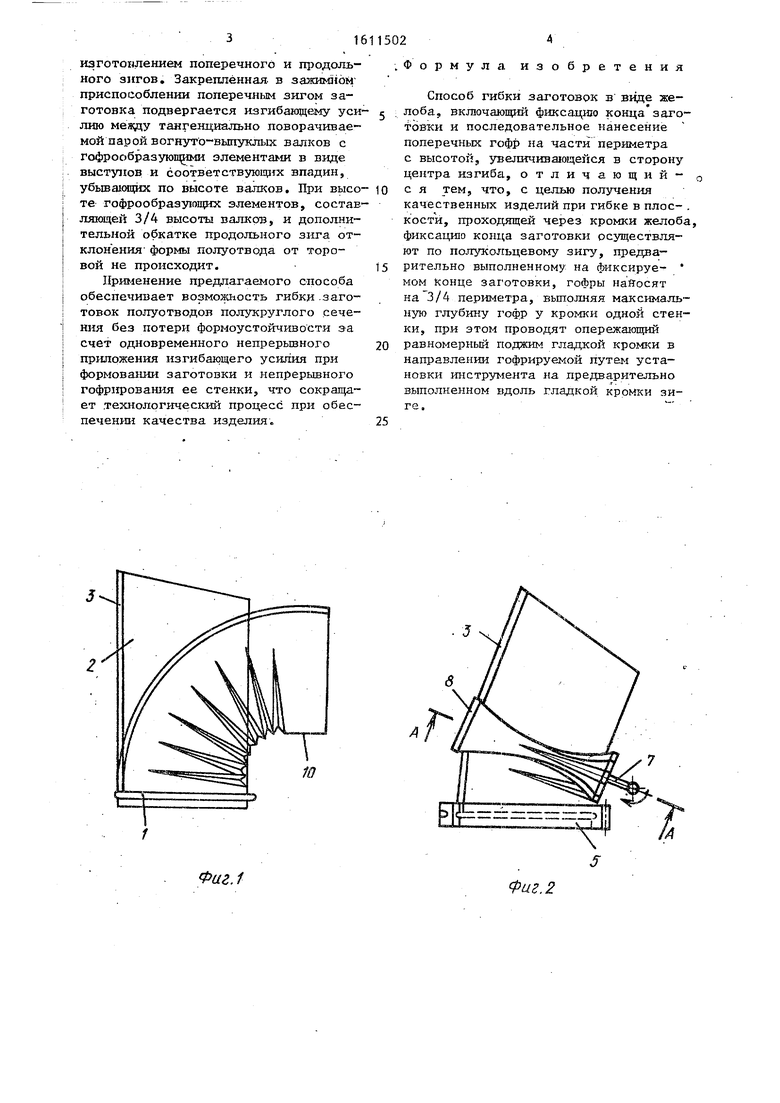
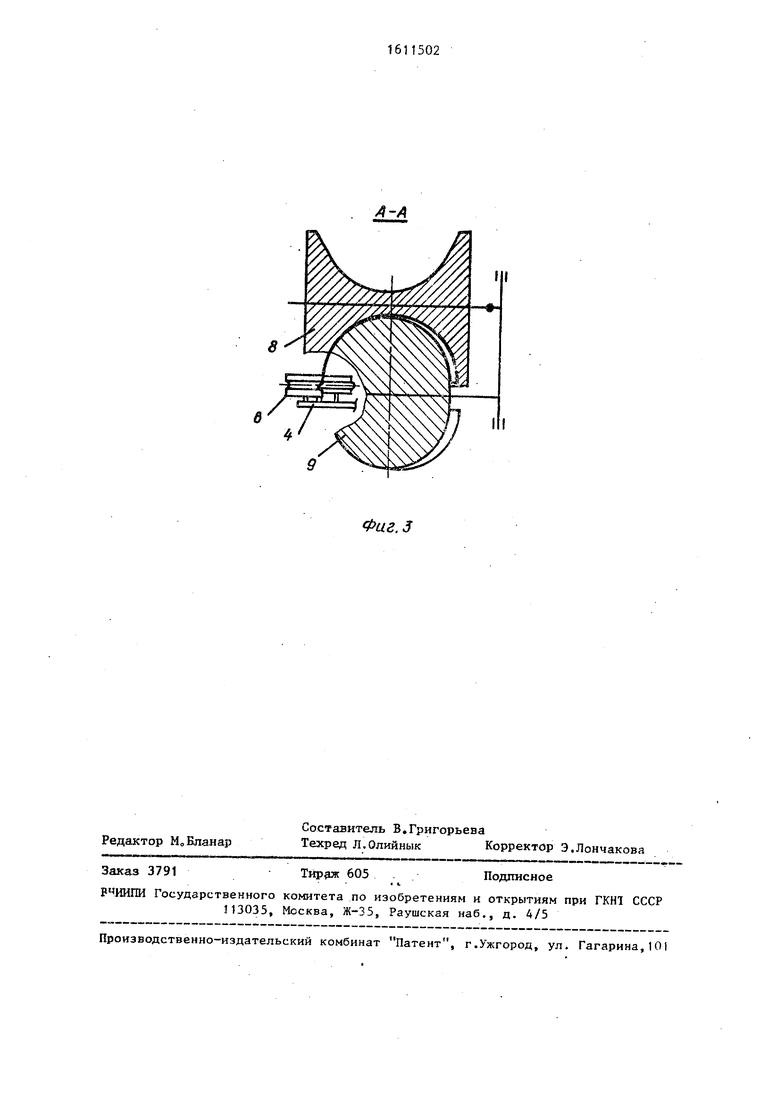
На фиго1 приведена схема ползуче- кия полуотвода из.заготовки в ви- . де желоба5 на фиг.2 - инструмент для осуществления -способа; на фиг„3 - сечение А-А на фиг,.2.
Способ осуществляк1Т-следзп щим образ ом о
. .Предиарителько выполняют поперечный зиг 1 на фиксирующем крае заготов- ки 2, в.ыполненной в виде желоба, и гфодольдай зкг 3 вдоль кромки 4, на
которой не выполняются, гофры Фикси- руемьй конец заготовки..с помощью зи-. га 1 закрепляют в зажимном приспособлении 5 о Продольный зиг 3 вводят роликами 6, установленными на водиле 7, и с юмощью профилированных роликов 8 и 9 осуществляют поперечное гофрирование на 3/4 периметра заготовки, выполняя максимальную глубину у кромки заготовки 10. Ролики 6 осуществляют равномерный опережающий ПОДЖ1-1М .гладкой кромки 4 в на- празленш гофрируемой кромки 10.
Пример. Для экспериментальной проверки способа берут заготовку из листьвого алюминия с размера- hffi 350x250x0,8 мм, получают полу- KpyrjTjTO конфигурадию на вальцах с
С5
сд о
tsS
«ж
изготовлением поперечного и щ}одоль- ного злгов. Закрепленная в saMnidioM приспособлении поперечн1)1м зигом заготовка подвергается изгибающему уси ЛИЮ мееду тангенциально поворачиваемой парой вогнуто-вьшуклых валков с гофрообразуюп ши элементами в виде выступов и соответствукищтх впадин, убьшаищих по высоте валков. При высо те гофрообразутощих элементов, составляющей 3/4 высоты валков, и дополнительной обкатке продольного зига отклонения формы полуотвода от торо- вой не происходит.
Применение предлагаемого способа обеспечивает возможность гибки .заготовок полуотводов полукруглого сечения без потери формоустойчивости за счет одновременного непрерьшного приложения изгибающего усилия при формовании заготовки и непрерывного гофр1фования ее стенки, что сокращает технологический процесс при обес- печенш качества изделия.
Формула изобретения
Способ гибки заготовок в ввде желоба, включающий фиксацию конца заготовки и последовательное нанесение поперечных гофр на части периметра с высотой, увеличивающейся в сторону центра изгиба, отличающий- с я тем, что, с целью получения качественных изделий при гибке в плос- кости, щ oxo l;ящeй через кромки желоба фиксацию конца заготовки осуществляют по полукольцевому зигу, предварительно выполненному на фиксируе- мом Конце заготовки, гофры найосят на 3/4 периметра, вьшолняя максимальную глубину гофр у кромки одной стенки, при этом проводят опережающий равномерный поджим гладкой кромки в направлении гофрируемой путем установки инструмента на предварительно выполненном вдоль гладкой кромки зи- ге, 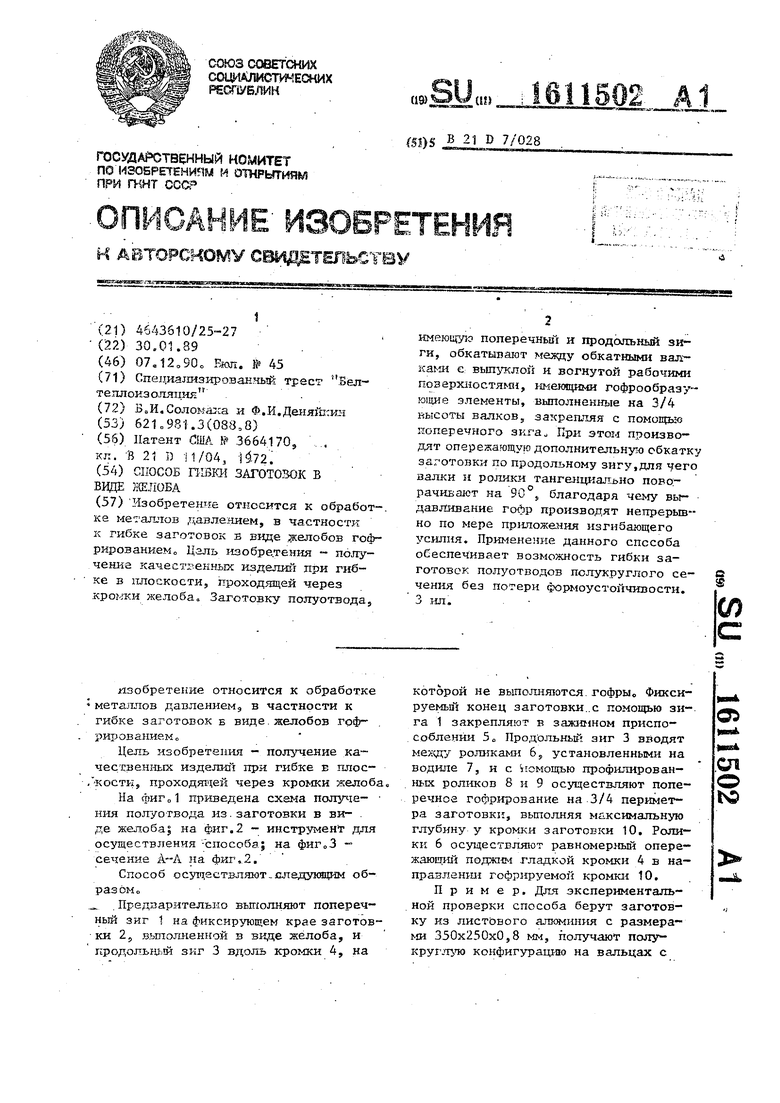
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибки заготовок в виде желоба | 1989 |
|
SU1606228A1 |
| Устройство для изготовления гофрированной ленты | 1989 |
|
SU1625547A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО УГОЛКОВОГО ПРОФИЛЯ | 2003 |
|
RU2302310C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |
| Способ изготовления гофрированных труб | 1990 |
|
SU1724403A1 |
| Способ изготовления профилей с периодически повторяющимися замкнутыми поперечными гофрами | 1985 |
|
SU1355316A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРЕМЕННО-ГОФРИРОВАННЫХ ЭЛЕМЕНТОВ | 2010 |
|
RU2451570C9 |
| УСТАНОВКА ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1990 |
|
RU2021483C1 |
| Способ производства гофрированных профилей | 1986 |
|
SU1335356A1 |
| Слоистая панель и установка для ее непрерывного изготовления | 1990 |
|
SU1719244A1 |
Изобретение относится к обработке металлов давлением, в частности к гибке заготовок в виде желобов гофрированием. Цель изобретения - получения качественных изделий при гибке в плоскости, проходящей через кромки желоба. Заготовку полуотвода, имеющую поперечный и продольный зиги, обкатывают между обкатными валками с выпуклой и вогнутой рабочими поверхностями, имеющими гофрообразующие элементы, выполненные на 3/4 высоты валков, закрепляя с помощью поперечного зига. При этом производят опережающую дополнительную обкатку заготовки по продольному зигу, для чего валки и ролики тангенциально поворачивают на 90°, благодаря чем выдавливание гофр производят непрерывно по мере приложения изгибающего усилия. Применение данного способа обеспечивает возможность гибки заготовок полуотводов полукруглого сечения без потери формоустойчивости. 3 ил.
10
Фиг.1
. J
Фиг. 2
Фи.г.3
| Патент США № 3664170, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
