Изобретение относится к обработке металлов давлением, в частности к прЙэизводству гнутых профилей на про- филегибочных агрегатах, и может быть использовано при изготовлении профилей с поперечными гофрами.
Цель изобретения - повьшюние качества профилей путем уменьшения изгибающих деформаций листовой заготов ки.
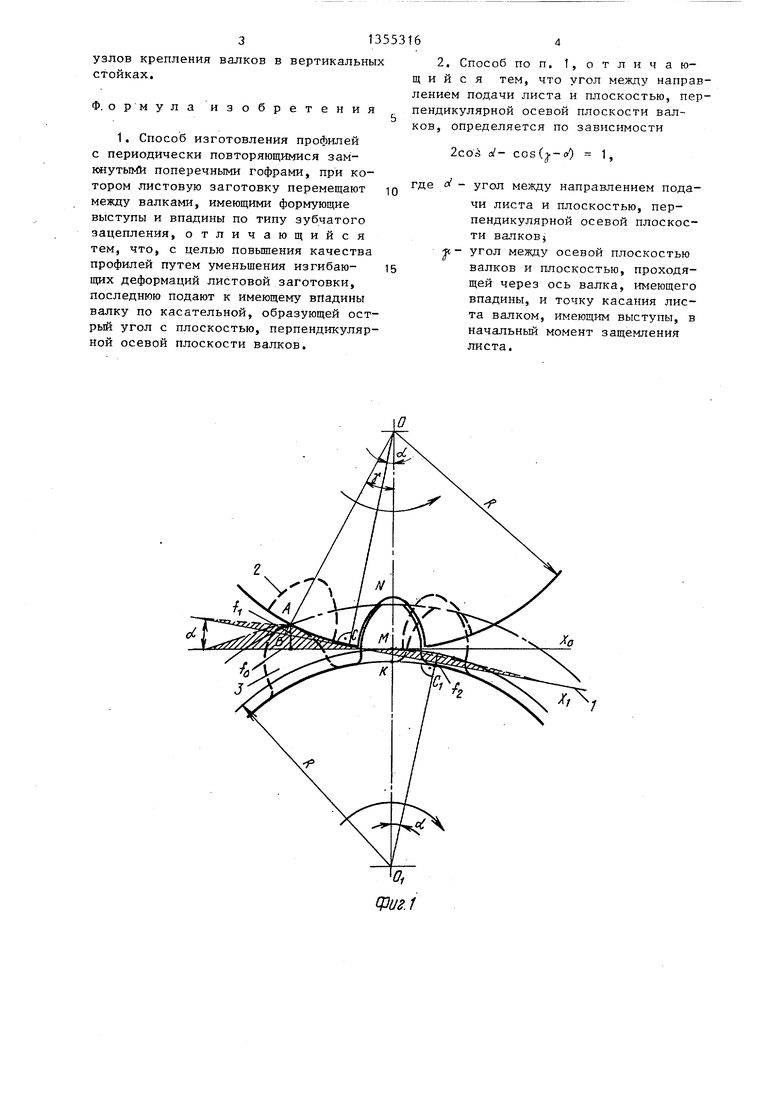
На фиг. 1 показана схема формовки профиля в валках на фиг, 2 - зависимость оптимального угла d подачи материала от угла , определяемого геометрическими параметрами „выбранного валкового инструмента.
Листовая заготовка подается под yr/ioM d к плоскости Х(,, перпендикулярной осевой плоскости валков СО, т.е. по плоскости Х и по касательно к валку, имеющему впадины 2,
В результате закусывания листа фомующим выступом 3 валка возниказот максимальные деформации листа на вхо де f до момента касания листом второго валка, служащего опорой листу по.краям, где отсутствуют и выступы, и впадины, а имеются гладкие валки. С этого момента начинается процесс вытяжки металла и получения гофра,
. Окончательно гофр образуется при полном зацеплении выступа и впадины, т.е. в плоскости 00. На выходе из зацепления полученный гофр остается на выступе нижнего валка, который приподнимает лист над плоскостью подачи Х на максимальную величину f.
В процессе гофрирования по известному способу лист ;подается по плос- кости Хр и испытывает деформации f. Предлагаемый способ заменяет деформацию на входе f на меньшие по абсолютной величине, разнесенные во времени деформации на входе f и на выходе fу. Величины деформаций f и f2 определяются из геометрических соотношений:
f, Rfl-cosCj o/) ; (1)
f 2 2R(1-cos о/), (2)
где R - радиус вадров;
oi - угол наклона линии подачи листа к плоскости, перпендикулярной осевой плоскости валковj
1 - угол между осевой плоскостью валков и плоскостью, проходящей через ось и точку касания листа с валком, имеющим выступы, в начальный момент защемления листа. При заданных параметрах формующих валков угол d может меняться, С увеличением угла d уменьшаются деформации f и увеличиваются деформации f и, наоборот, с уменьшением угла d увеличиваются деформации f и уменьшаются деформации f, при этом в пределе имеем (/ 0; f макс, f О, т.е, гофрирование осуществляется известным способом.
Учитывая зависимость характера изменения деформаций f и f от угла подачи о/ , минимально достижимые деформации можно получить при оптимальном угле в/ , если
f. f.
(3)
Подставляя ранее полученные зависимости (1) и (2) в (3), имеем
2cos cii;-cos( 1,
Полученное соотношение выражает зависимость оптимального угла d. подачи материала (от угла j , определяемого геометрическими параметрами выбранного валкового инструмента, т,е, диаметра валка и высоты формующего выступа. Для удобства«использо- вания зависимость о fCf) может быть представлена графически.
Для реального случая получения закнутых гофров на металле толщиной 0,6 iviM с отбортованными кромками на высоту более 30 мм для производства верхних обшивок кровельных панелей имеем: диаметры валков D 288 мм высота выступа (при модуле m 8 для зацепления Новикова) h 9,2 мм углы -у 14,5,. 6°, величины деформации f 1,58, f 1,58 мм.
В случае применения известного способа гофрирования при тех же условиях максимальная величина деформации соста вила бы f 4,6 мм, т.е, в 2,9 раза больше, чем максимальная деформация, получаемая предлагаемым способом.
Предлагаемый способ может быть легко осуществлен, если при горизонтальной подаче материала обеспечить наклон на угол о/ плоскости осей фор- МУ10ЩИХ валков, например использованием несимметричнь;х относительно осей валков сухарей подшипниковых
валков
1355316 в вертикальных
щ ле пе ко
Ф. ормула изобретения
1. Способ изготовления профилей с периодически повторяющимися зам- 1Шуты й1 поперечными гофрами, при котором листовую заготовку перемещают между валками, имеющими формующие выступы и впадины по типу зубчатого зацепления, отличающийся тем, что, с целью повьшения качества профилей путем уменьшения изгибающих деформаций листовой заготовки, последнюю подают к имеющему впадины валку по касательной, образующей ост- рьй угол с плоскостью, перпендикулярной осевой плоскости валков.
6
2. Способ по п. 1, о т л и ч а ю- щ и и с я тем, что угол между направлением подачи листа и плоскостью, перпендикулярной осевой плоскости валков, определяется по зависимости
2СО CGs(j.-(/) 1,
где
- угол между направлением подачи листа и плоскостью, перпендикулярной осевой плоскости валков}
- угол между осевой плоскостью валков и плоскостью, проходящей через ось валка, имеющего впадины, и точку касания листа валком, имеющим выступы, в начальный момент защемления листа.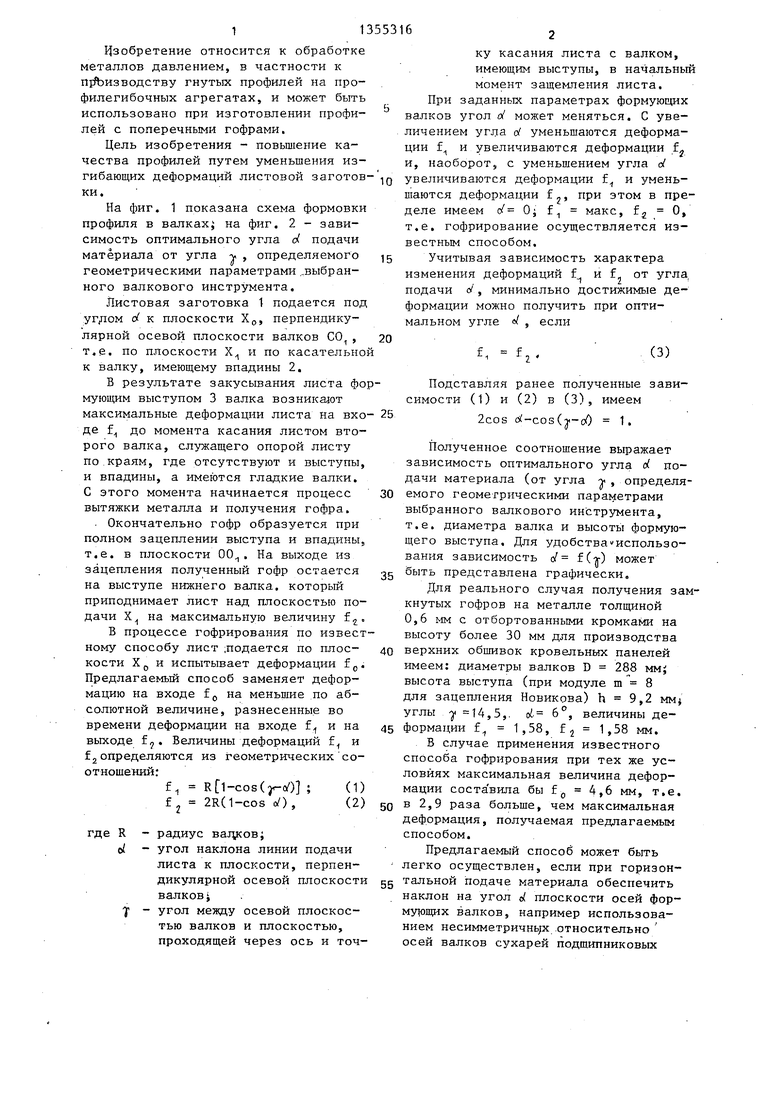
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения перфорированных изделий | 1975 |
|
SU697228A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СКЛАДЧАТОЙ КОНСТРУКЦИИ | 2003 |
|
RU2238845C1 |
| Устройство для изготовления гнутых V-образных профилей с отбортовками | 1989 |
|
SU1699679A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ЗАПОЛНИТЕЛЯ С ШЕВРОННОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2426645C2 |
| Способ получения периодическогопРОфиля | 1978 |
|
SU801938A1 |
| Устройство для выполнения на листовой заготовке продольных гофров с перемычками | 1982 |
|
SU1118453A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ СТУПЕНЧАТЫХ ВЫСТУПОВ НА ЛИСТОВОМ МАТЕРИАЛЕ | 2003 |
|
RU2254194C1 |
| Рабочая клеть профилегибочного стана | 1981 |
|
SU994079A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ С ЗИГЗАГООБРАЗНОЙ ГОФРИРОВАННОЙ СТРУКТУРОЙ | 2003 |
|
RU2256556C2 |
Изобретение относится к обработке металлов давлением, в частности к производству гнутых профилей на профилегибочных агрегатах, и может быть использовано при изготовлении профилей с поперечными гофрами. Цель изобретения - повьшение качества профилей путем уменьшения изгибающих деформаций листовой заготовки. Листовая заготовка подается по касательной к валку, имеющему впадины, образующей острый угол d с плоскостью, перпендикулярной осевой плоскости валков. Оптимальная величина угла сз рассчитывается по зависимости 2cos d- cos() 1, где -у- угол между осевой плоскостью валков и плоскостью, проходящей через ось валка, имеющую впадины, и точку касания листа с валком, имеющим выступы, в начальный момент защемления листа. Способ может быть осуществлен, если при горизонтальной подаче материала необходимо обеспечить наклон на угол (У плоскости осей формующих валков. 1 з.п. ф-лы, 2 ил. с 9 (Л со О1 СП СО 05
оС 2рад
Ю 12 /4- 16 18
%8.2
Составитель Л.Самохвалова Редактор А.Маковсрая Техред А.Кравчук Корректор О.Кравцова
Заказ 5739/9 Тираж 731Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, Д
(в ЧГ)
| Производство и применение гнутых профилей проката | |||
| Справочник под ред | |||
| И.С.Тришевского | |||
| М., Металлургия, 1975, с | |||
| Крутильный аппарат | 1922 |
|
SU234A1 |
