Изобретение относится к обработке металлов давлением, а именно к способам утолщения кромок листов.
Целью изобретения .является liac- ширение технологических возможностей .и повышение качества утолщений.
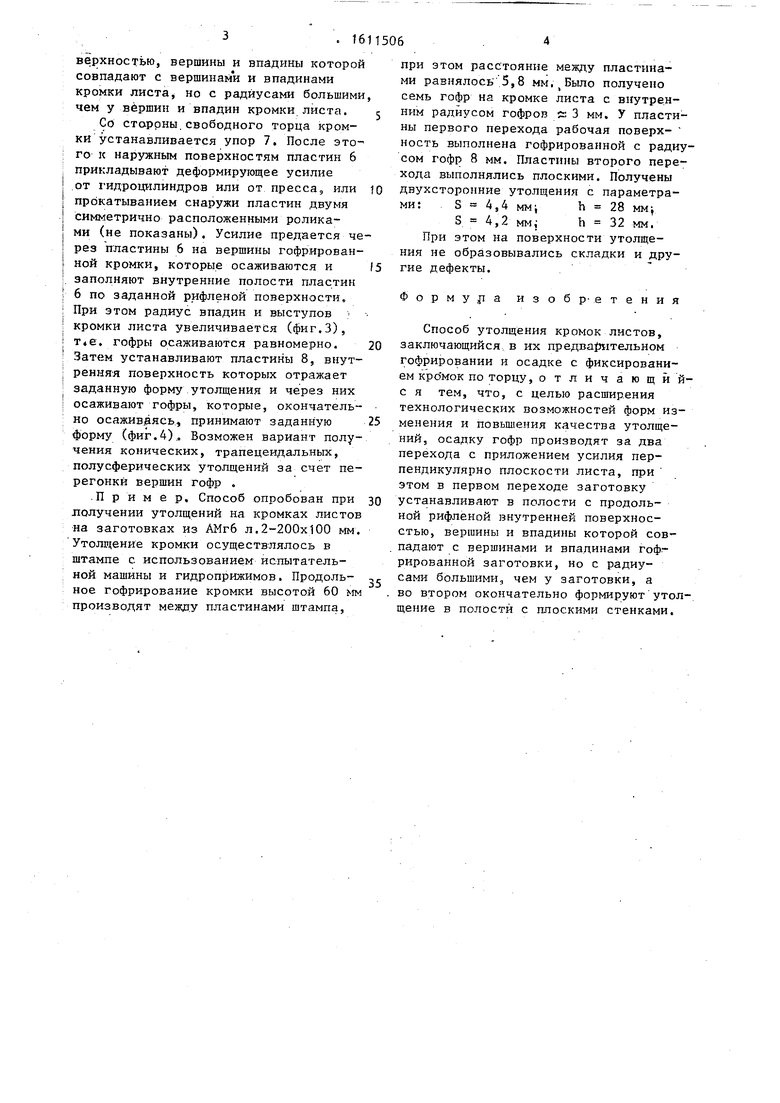
На фиг.1-4 показана последовательность операции при реализации способа.
Способ осуществляют следующим образом.
Листовую заготовку 1 устанавливают и фиксирз ют в .зажимном приспособлении 2 так, что из зажимов выступа- е т кромка 3 листа , предназначенная для утолщения. С обеих сторон кромки установлены пластины 4, которые образуют постоянный зазор, величина
которого больше исходной толщины кромки листа и превьппает величину получаемого утолщения. Пуан соном 5 осаживают кромку 3 (фиг.2), при этом кромка листа под воздействием усилия осадки начинает изгибаться, а образовавшиеся волны вершинами упираются в пластины 4, Осадка производится до заданной высоты утолщения, при этом волны образуются по всей вы.соте кромки 3 листа. В зависимости от высоты утолщения выбирается высота исходной кромки из усл овия ра венст вя. объемов исходной кромки и утолщения. После.изгиба кромки листа вместо пластин 4 устанавливаются пластины 6 первого перехода с продольной рифленой внутренней пог
О5
СП
о о
верхностью, вершины и впадины которой совпадают с вершинами и впадинами кромки листа но с радиусами большими чем у вершин и впадин кромки листа.
Со стороны.свободного торца кромки устанавливается упор 7. После это- i го к наружным поверхностям пластин 6 , прикладывают деформирующее усилие I от гидроцилиндров или от пресса, или I прокатыванием снаружи пластин двумя I симметрично расположенными ролика- I ми (не показаны). Усилие предается че I рез пластины 6 на вершины гофрирован- f ной кромки, которые осаживаются и ;. заполняют внутренние полости пластин 6 по заданной рифленой поверхности, : При этом радиус впадин и выступов ; I кромки листа увеличивается (фиг.З), Tie. гофры осаживаются равномерно. Затем устанавливают пластины 8, внут- ; ренняя поверхность которых отражает i заданную форму утолщения и через них I осаживают гофры, которые, окончатель- но осаживдясь, принимают заданную форму (фиг.4).. Возможен вариант получения конических, трапецеидальных, полусферических утолщений за счет перегонки вершин гофр .
.Пример. Способ опробован при лолучении утолщений на кромках листов на заготовках из АМгб л.2-200x100 мм. Утолщение кромки осуществлялось в штампе с использованием испытательной машины и гидроприжимов. Продоль- ное гофрирование кромки высотой 60 мм производят между пластинами штампа.
при этом расстояние между пластинами равнялось 5,8 мм.Бьшо получено семь гофр на кромке листа с внутренним радиусом гофров 3 мм. У пластины первого перехода рабочая поверх- ность выполнена гофрированной с радиусом гофр 8 мм. Пластины второго перехода выполнялись плоскими. Получены двухсторонние утолщения с параметрами; S 4,4 MMi h 28 MM-, S 4,2 мм,- h 32 мм. При этом на поверхности утолщения не образовывались складки и другие дефекты.
Форму та изобр-е тения
Способ утолщения кромок листов, заключающийся,в их предва 1тельном гофрировании и осадке с фиксированием кро мок по торцу, отличающй й с я тем, что, с целью расширения технологических возможностей форм изменения и повьш1ения качества утолщений, осадку гофр производят за два перехода с приложением усилия перпендикулярно плоскости листа, при этом в первом переходе заготовку устанавливают в полости с продольной рифленой внутренней поверхнос- стью, вершины и впадины которой совпадают с вершинами и впадинами гофрированной заготовки, но с радиусами большими, чем у заготовки, а во втором окончательно формируют утолщение в полости с плоскими стенками.
сгэW/ W/,
сг
f
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для утолщения кромок листовых заготовок | 1986 |
|
SU1404143A1 |
| Способ изготовления гнутых замкнутых профилей с гофрированной стенкой | 1990 |
|
SU1726092A1 |
| Способ производства замкнутых трубчатых профилей | 1983 |
|
SU1143487A1 |
| Способ утолщения кромок листовых заготовок | 1973 |
|
SU447196A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ЗИГЗАГООБРАЗНО ГОФРИРОВАННЫМИ СТЕНКАМИ | 1999 |
|
RU2198757C2 |
| ПЛАСТИНЧАТЫЙ ТЕПЛООБМЕННИК И СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЧАТОГО ТЕПЛООБМЕННИКА | 1996 |
|
RU2100733C1 |
| Способ изготовления гофрированных изделий | 1975 |
|
SU948487A1 |
| Способ изготовления деталей с гофрами из листовой заготовки | 1985 |
|
SU1324715A1 |
| Способ изготовления листа с гофрами | 1989 |
|
SU1704883A1 |
| Способ гибки гофрированных деталей и профилегибочный стан для его осуществления | 1984 |
|
SU1237274A1 |
Изобретение относится к обработке металлов давлением, точнее к листовой штамповке, и может быть использовано для утолщения кромок (К) листовых заготовок. Цель изобретения - расширение технологических возможностей и повышение качества утолщений. Способ включает предварительное продольное гофрирование К и ее осадку с фиксированием по торцу. Осадку гофров производят за два перехода. При первом переходе К листа устанавливают в полости с продольной рифленой внутренней поверхностью, вершины и впадины которой совпадают с вершинами и впадинами гофрированной части К, но радиусами большими, чем у К. Со стороны свободного торца К устанавливают упор и частично обжимают гофры на К, придавая им размеры инструмента. Затем К устанавливают в плоских пластинах и окончательно обжимают также при наличии торцового упора. 4 ил.
. 1
Й
у/тт/. ,
Ч- az 2
| Устройство для утолщения концов труб | 1982 |
|
SU1142204A1 |
