Изобретение относится к листоштамповочному производству и может быть использовано при штамповке, преимущественно на листоштамповочных прессах-автоматах, полых изделий, имеющих отверстие в донной части.
Традиционный способ получения полых деталей с отверстием в донной части включает следующую последовательность основных операций: вырубку заготовки, вытяжку и пробивку отверстия в дне. В зависимости от конструкции детали выполняются и другие формообразующие и разделительные операции. Особенность изготовления таких деталей на прессах-автоматах заключается в том, что после вырубки заготовки и ее вытяжки в донной части полуфабриката пробивают технологические отверстия, которые необходимы для его фиксирования на каждой последующей позиции штамповки при помощи ловителей штампа (Ольша А.М. Листовая штамповка на многопозиционных автоматах. М.: Машиностроение, 1980, с. 73). Окончательную пробивку отверстия требуемой формы и размеров в дне детали осуществляют на одной из последних позиций. В описанном способе формообразование детали происходит за счет металла периферийной части заготовки, что предопределяет низкий коэффициент использования материала.
Известен способ изготовления полых изделий с отбортованным отверстием в донной части из листового материала, включающий пробивку в листовом материале отверстия, его отбортовку и последующие операции штамповки полученного после отбортовки полуфабриката, при этом в результате пробивки получают отверстие, контур которого эквидистантен контуру отверстия после отбортовки (SU 1611511 A, 07.12.90, В 21 D 22/30).
В указанном известном способе исключается возможность использования донной части заготовки для получения в ней технологических отверстий и, тем самым, ограничивается область его применения, например, для деталей, требующих фиксирования на последующих позициях штамповки (формовки, обрезки, гибки, пробивки и т.д.) на прессах-автоматах.
Технической задачей, на решение которой направлено заявленное изобретение, является расширение технологических возможностей при штамповке деталей с отверстием в донной части на прессах-автоматах.
Для решения поставленной задачи в известном способе изготовления полых изделий с отбортованным отверстием в донной части из листового материала, включающем пробивку в листовом материале отверстия, его отбортовку и последующие операции штамповки полученного после отбортовки полуфабриката, при этом в результате пробивки получают отверстие, контур которого эквидистантен контуру отверстия после отбортовки, согласно изобретению, в процессе пробивки производят образование в листовом материале лепестков, а после отбортовки в упомянутых лепестках пробивают технологические отверстия для фиксации полуфабриката при выполнении последующих операций штамповки.
При вытяжке на многопозиционных прессах-автоматах изделий, имеющих отверстие в донной части, которое пробивается на одной из последних позиций штамповки, возникает необходимость фиксирования полуфабриката на каждой позиции штамповки при помощи технологических отверстий, расположенных в донной части заготовки, при этом исключается возможность использования материала дна для формообразования детали. Поэтому, существенная часть заготовки идет в отход, что предопределяет большой расход металла. Предлагаемый способ включает пробивку отверстия на одной из первых операций штамповки, что позволяет интенсивно деформировать внутреннюю часть заготовки отбортовкой и фиксировать полуфабрикат на каждой последующей позиции.
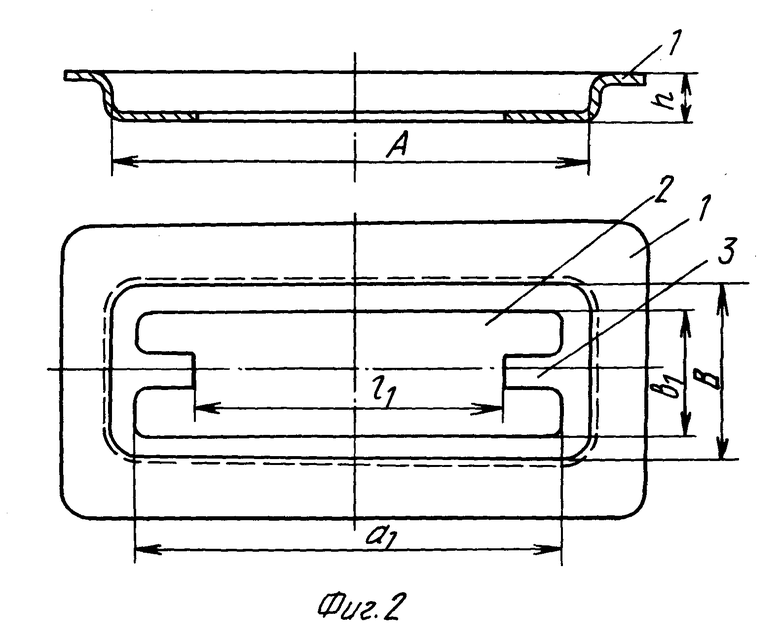
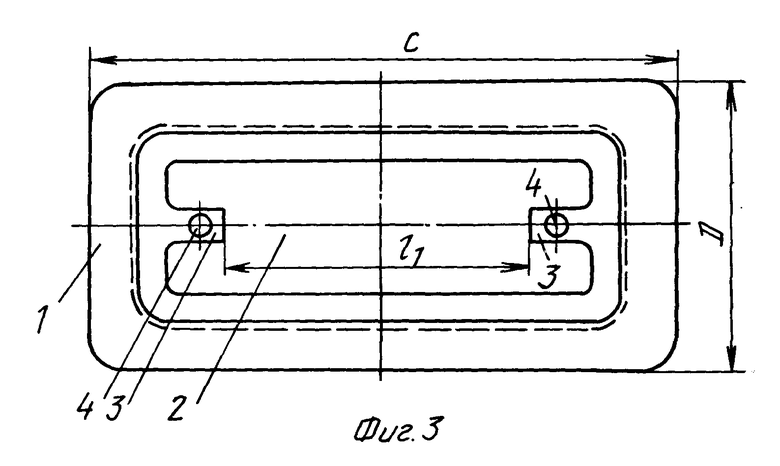
На фиг. 1 показана заготовка с пробитым фигурным отверстием; на фиг. 2 показан полуфабрикат после отбортовки; на фиг. 3 изображен полуфабрикат с пробитыми в лепестках технологическими отверстиями.
Способ осуществляют следующим образом.
На первой позиции штамповки вырубают заготовку 1 с фигурным отверстием 2 размеры a и b которого меньше соответствующих размеров отверстия в донной части готовой детали. Контур отверстия эквидистантен контуру отверстия после отбортовки и образует лепестки 3 в заготовке 1 (фиг. 1). На второй позиции штамповки производят отбортовку донной части на глубину h, при этом размеры фигурного отверстия дна увеличиваются до размеров a1 и b1 (фиг. 2). Далее в лепестках полученного полуфабриката пробивают технологические отверстия 4 (фиг. 3). После этого штамповка производится согласно заданному технологическому процессу с фиксированием полуфабриката на каждой последующей позиции при помощи технологических отверстий 4.
Средство, воплощающее описанный выше способ при его осуществлении, предназначено для использования в промышленности, а именно в листоштамповочном производстве.
Реализация способа позволяет расширить технологические возможности штамповки отбортовкой и значительно повысить коэффициент использования металла при штамповке на многопозиционных прессах-автоматах деталей, имеющих отверстие в донной части.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ зачистки отверстий под отбортовку | 1987 |
|
SU1433566A1 |
| Способ изготовления полых изделий | 1980 |
|
SU963645A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ПОЛЫХ ИЗДЕЛИЙ С ПЛОСКИМ ФЛАНЦЕМ И ОТВЕРСТИЕМ В ДНЕ | 1991 |
|
RU2014929C1 |
| Способ изготовления полых изделий | 1988 |
|
SU1611511A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОРОБЧАТЫХ В ПЛАНЕ КВАДРАТНЫХ ДЕТАЛЕЙ С ОТВЕРСТИЕМ В ДОННОЙ ЧАСТИ ПУТЕМ СОВМЕЩЕНИЯ ВЫТЯЖКИ И ОТБОРТОВКИ | 2011 |
|
RU2490084C2 |
| Способ изготовления глубоких полых деталей | 1986 |
|
SU1393501A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ЦЕЛЬНОШТАМПОВАННОЙ ДЕТАЛИ ИЗ СВАРНОЙ ЗАГОТОВКИ | 2013 |
|
RU2578877C2 |
| Способ изготовления эмалированной посуды, в частности чайника | 1990 |
|
SU1801044A3 |
| Способ изготовления сложной крупногабаритной цельноштампованной детали из сварной заготовки | 2015 |
|
RU2627082C2 |
| Способ отбортовки отверстий малого диаметра | 1985 |
|
SU1274806A1 |
Изобретение относится к листоштамповочному производству и может быть использовано при штамповке, преимущественно на листоштамповочных прессах-автоматах, полых изделий. В листовом материале пробивают отверстие с лепестками. Отверстие отбортовывают, после чего в лепестках пробивают технологические отверстия для фиксации полуфабриката в процессе выполнения последующих операций штамповки. Контур пробиваемого отверстия эквидистантен контуру отверстия после отбортовки. В результате обеспечивается расширение технологических возможностей при штамповке деталей с отверстием в донной части на прессах-автоматах. 3 ил.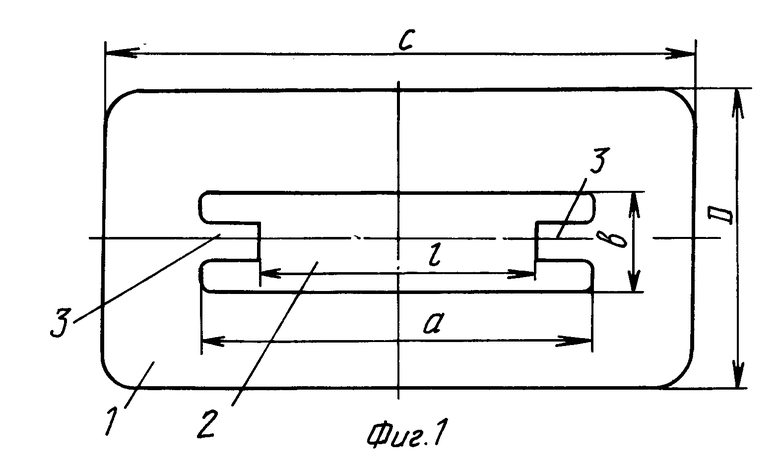
Способ изготовления полых изделий с отбортованным отверстием в донной части из листового материала, включающий пробивку в листовом материале отверстия, его отбортовку и последующие операции штамповки полученного после отбортовки полуфабриката, при этом в результате пробивки получают отверстие, контур которого эквидистантен контуру отверстия после отбортовки, отличающийся тем, что в процессе пробивки производят образование в листовом материале лепестков, а после отбортовки в упомянутых лепестках пробивают технологические отверстия для фиксации полуфабриката при выполнении последующих операций штамповки.
| Способ изготовления полых изделий | 1988 |
|
SU1611511A1 |
| Способ изготовления штампованных полукорпусов для сферических подшипников из листовых заготовок | 1987 |
|
SU1447476A1 |
| Способ получения изделий с отборто-ВАННыМ ОТВЕРСТиЕМ | 1978 |
|
SU799861A1 |
| Способ фиксации листовой заготовки при последовательной штамповке | 1978 |
|
SU706163A1 |
| US 4741194 A, 03.05.88. | |||
