Изобретение относится к обработке металлов давлением, а именно к метизному производству, и может быть использовано при изготовлении стержневых изделий с многогранными головками.
Цель изобретения повышение стойкости инструментов.
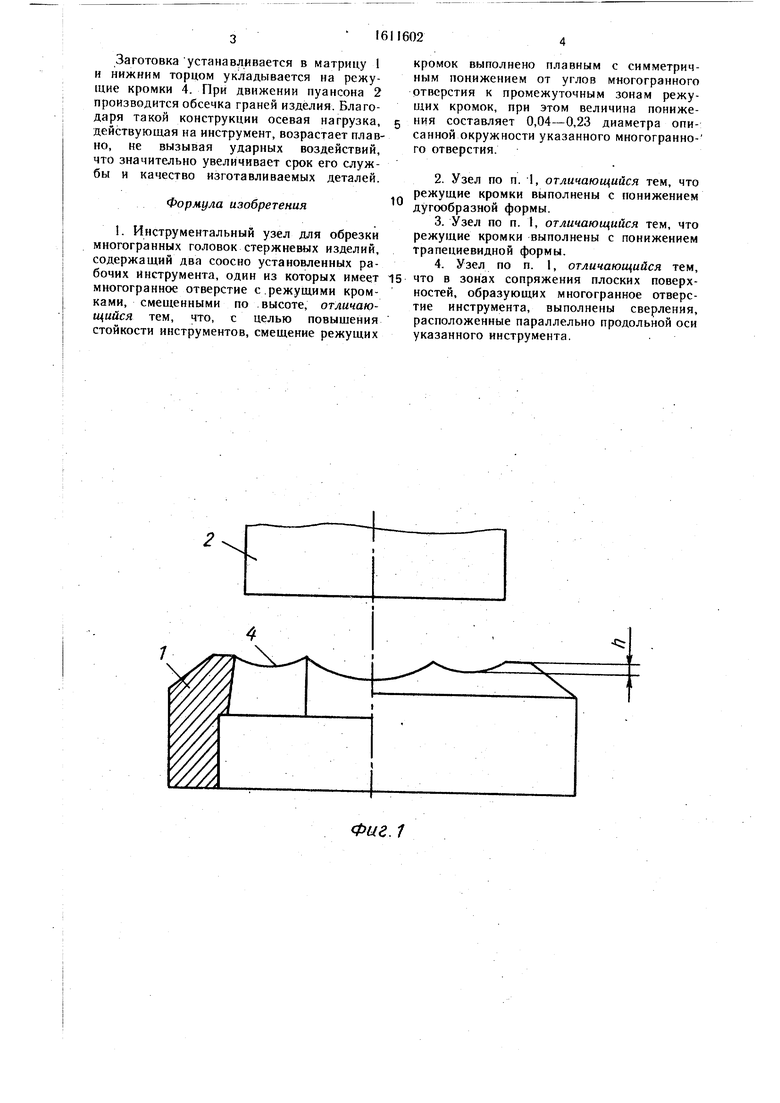
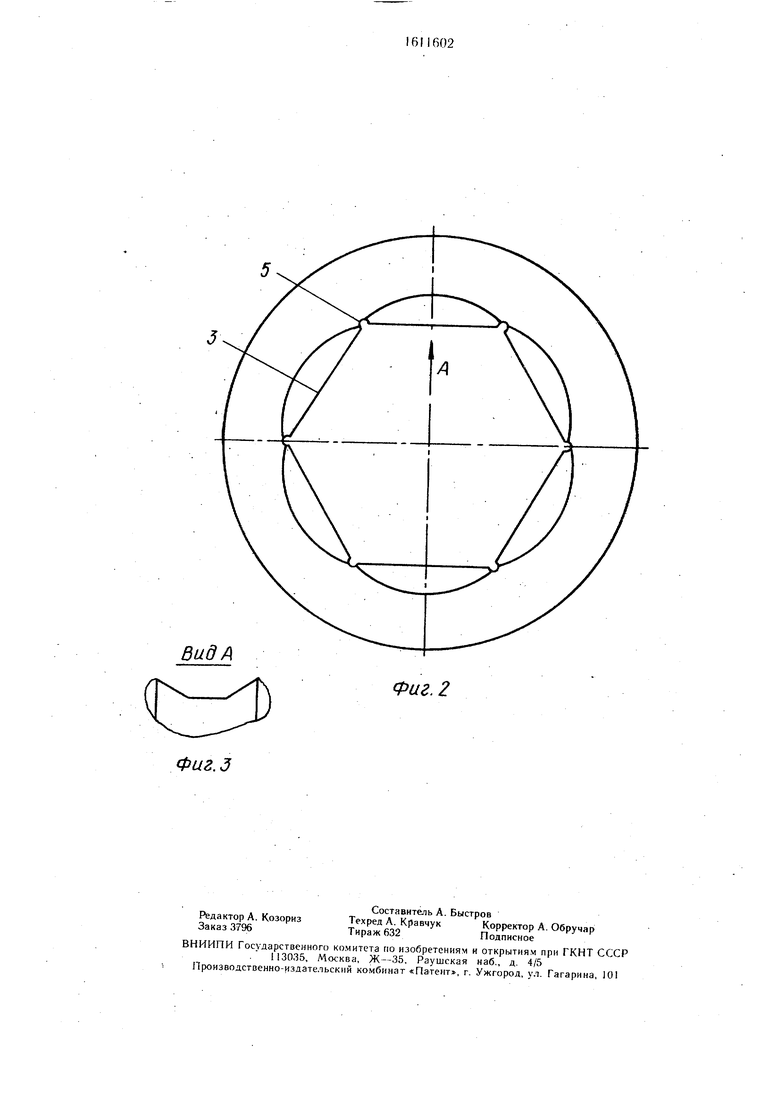
На фиг. 1 показан инструментальный узел для обрезки многогранных изделий, обилий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - вид А на фиг. 2, матрица -с трапециевидными режущими кромками.
Инструментальный узел содержит матрицу 1 и пуансон 2. В матрице 1 выполнено шести|-ранное отверстие 3 с режущими кромками 4, плавно пониженными по высоте на величину h.
(Л1ая граница величины понижения h, ранняя 0,04 диаметра описанной окружногти многог1)аиногоотверстия, выбрана из условия превышения предела упругости материала головки, при превышении которого начинается пластическая деформация cpeз) граней. Максимальная граница величина понижения, составляющая 023 диаметра описанной окружности многогранного отверстия, выбрана из условия прочности.
Для повышения циклической стойкости инструмента в углах матрицы выполнены сверления 5. Для предотвращения появления заусенцев в углах заготовки диаметр описанной окружности шестигранного отверстия матрицы должен быть не менее диаметра заготовки.
Понижение режущих кромок может иметь как дугообразную, так и трапециевидную форму (фиг. 3). При этом в первом случае повыщается качество среза, а во втором значительно повышается технологичность изготовления матрицы.
Узел работает следующим образом.
05
о
Заготовка устанавливается в матрицу I и нижним торцом укладывается на режущие кромки 4. При движении пуансона 2 производится обсечка граней изделия. Благодаря такой конструкции осевая нагрузка, действующая на инструмент, возрастает плавно, не вызывая ударных воздействий, что значительно увеличивает срок его службы и качество изготавливаемых деталей.
Формула изобретения
1. Инструментальный узел для обрезки многогранных головок стержневых изделий, содержащий два соосно установленных рабочих инструмента, один из которых имеет многогранное отверстие с.режущими кромками, смещенными по высоте, отличающийся тем, что, с целью повышения стойкости инструментов, смещение режущих
кромок выполнено плавным с симметричным понижением от углов многогранного отверстия к промежуточным зонам режущих кромок, при этом величина поннже- ния составляет 0,04-0,23 диаметра описанной окружности указанного многогранно- го отверстия.
2.Узел по п. 1, отличающийся тем, что режущие кромки выполнены с понижением дугообразной формы.
3.Узел по п. 1, отличающийся тем, что режущие кромки выполнены с понижением трапециевидной формы.
4.Узел по п. 1, отличающийся тем, что в зонах сопряжения плоских поверхностей, образующих многогранное отверстие инструмента, выполнены сверления, расположенные параллельно продольной оси указанного инструмента.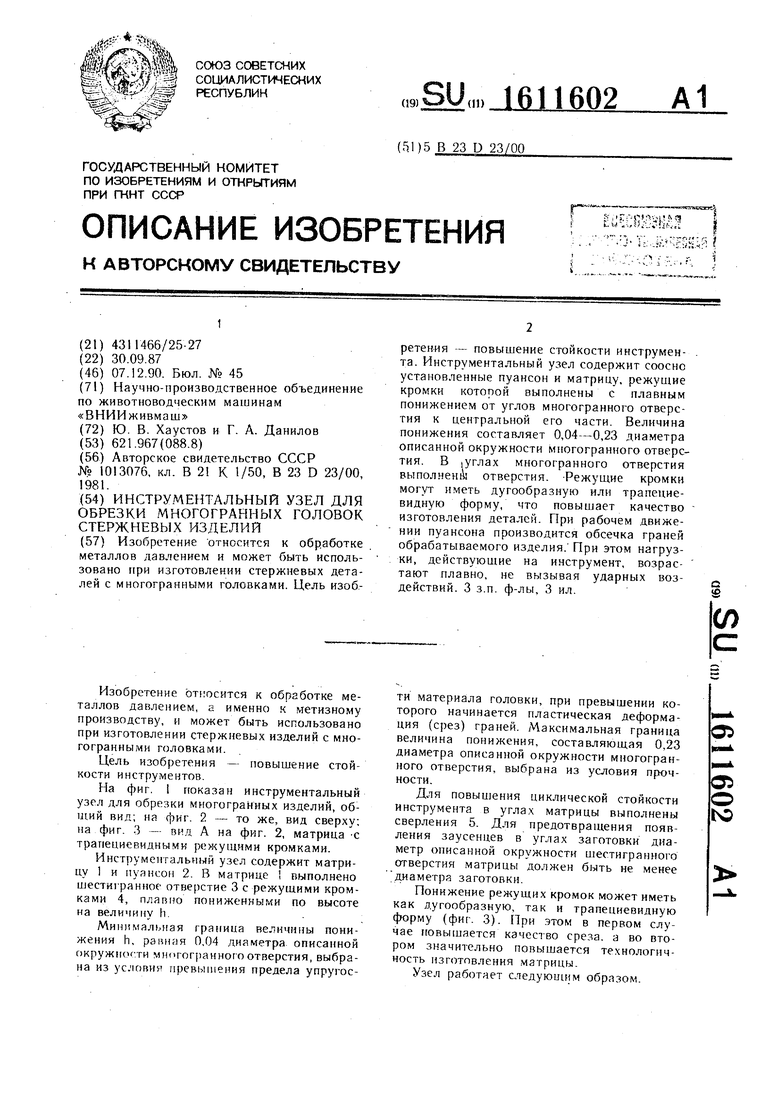
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструментальный узел для обрезки многогранных головок стержневых изделий | 1981 |
|
SU1013076A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО СО СЛОЖНОЙ ФОРМОЙ ГОЛОВКИ, ИМЕЮЩЕЙ ГРАНИ | 2005 |
|
RU2321472C2 |
| СПОСОБ ОБРЕЗКИ ГОЛОВОК СТЕРЖНЕВЫХ ИЗДЕЛИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312731C1 |
| Способ изготовления стержневых изделий с многогранной головкой и мертвой шайбой | 1972 |
|
SU464374A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕММНЫХ БОЛТОВ | 2006 |
|
RU2303502C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ НЕКРУГЛОЙ ФОРМЫ | 1995 |
|
RU2088366C1 |
| ИНСТРУМЕНТАЛЬНЫЙ УЗЕЛ ДЛЯ ОБРЕЗКИ МНОГОГРАННЫХ ГОЛОВОК СТЕРЖНЕВЫХ ИЗДЕЛИЙ | 1993 |
|
RU2065336C1 |
| СПОСОБ ШТАМПОВКИ КЛЕММНЫХ БОЛТОВ | 2011 |
|
RU2478451C1 |
| Способ формирования многогранных головок болтов | 1989 |
|
SU1764757A1 |
| МНОГОГРАННАЯ ДВУХСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2019 |
|
RU2714563C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении стержневых деталей с многогранными головками. Цель изобретения - повышение стойкости инструмента. Инструментальный узел содержит соосно установленные пуансон и матрицу, режущие кромки которой выполнены с плавным понижением от углов многогранного отверстия к центральной его части. Величина понижения составляет 0,04...0,23 диаметра описанной окружности многогранного отверстия. В углах многогранного отверстия выполнены отверстия. Режущие кромки могут иметь дугообразную или трапециевидную форму, что повышает качество изготовления деталей. При рабочем движении пуансона производится обсечка граней обрабатываемого изделия. При этом нагрузки, действующие на инструмент, возрастают плавно, не вызывая ударных воздействий. 3 з.п. ф-лы, 3 ил.
0г/г. /
Вид A
Фиг.з
Фаг. 2
| Инструментальный узел для обрезки многогранных головок стержневых изделий | 1981 |
|
SU1013076A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
