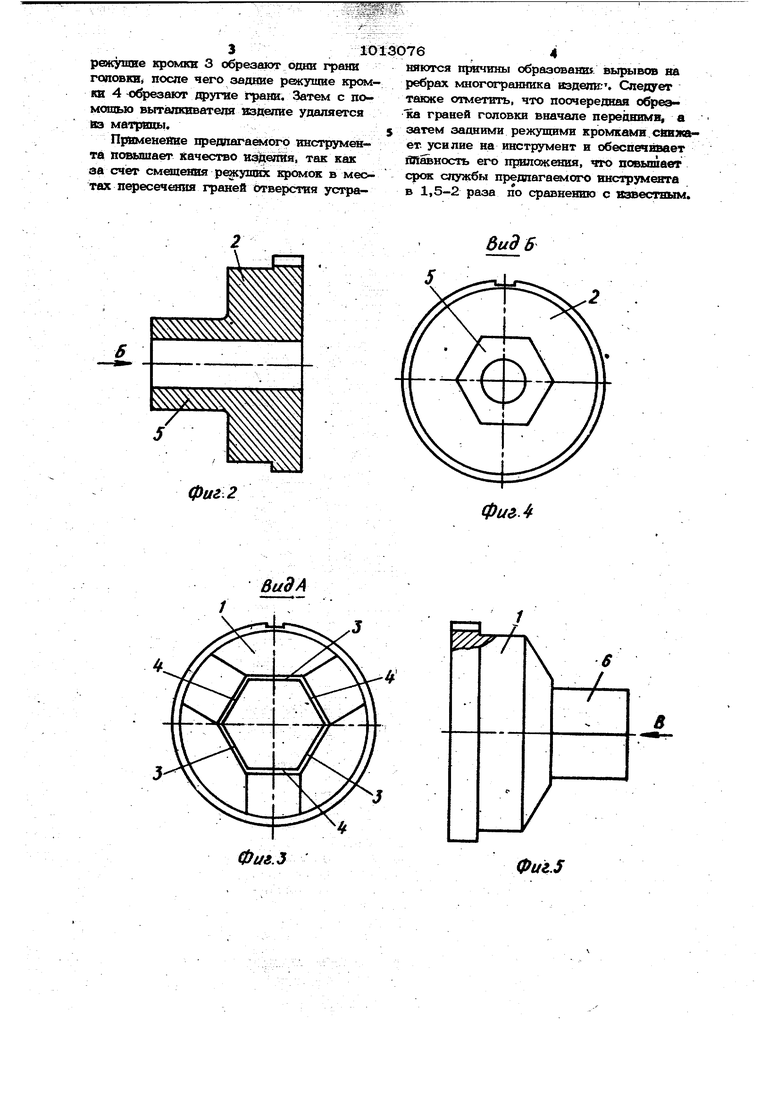
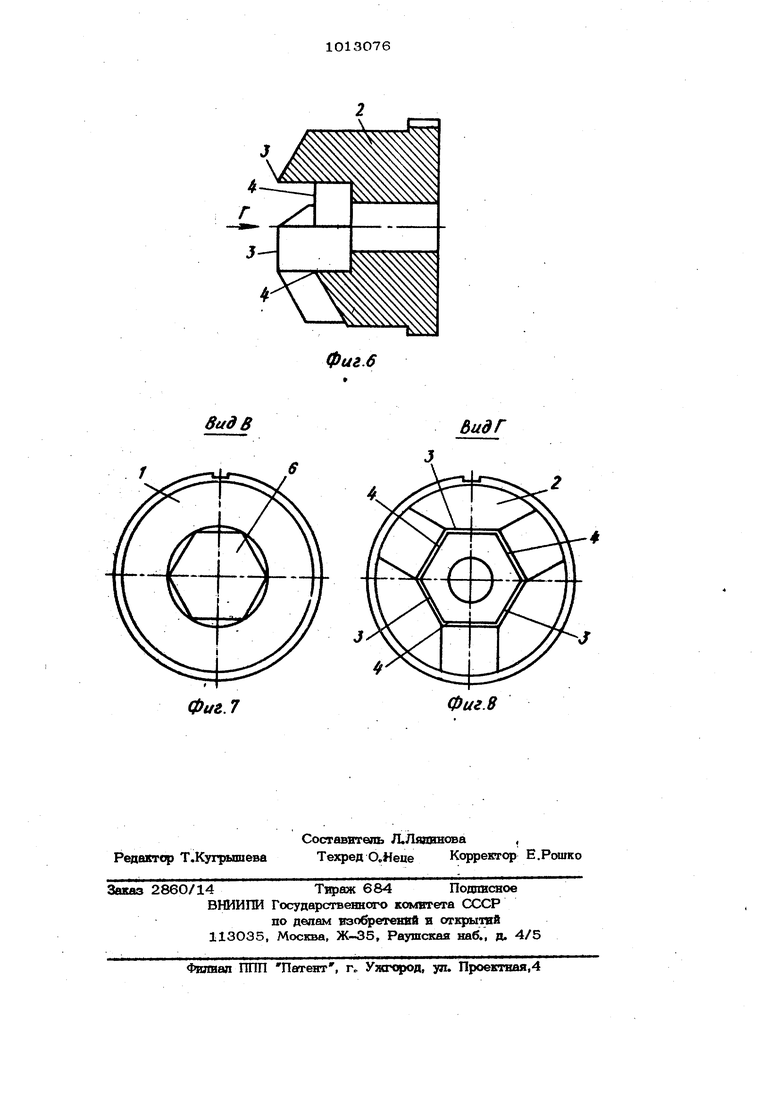
11 Изобретение относится к обработке металлов давле1шем, а именно к машиностроению и метизному производству, И может быть использовано при изготовлен стержневых изделий с многогранными го- ловками. , Известен инструмент для обрезки головок стержневых изделий, у которого режущие кромки дыполнены и на пунсоне и на матриц е 1 j . В случае применения такого инстру-/ мента обрезки граней гсвтовки происходит одновременно всеми режущими кромками. При этом со стороны инструмента на металл в местах пересечения смеж-Ных граней ; действуют усилия, вызыва юигае сдаи в углах многогранника, что приводит к образовашпо вырывов на ребрах головки, ; Известен инструментальный узел для обрезки многогранных головок стержневых изделий, содержащий два соосно установленных рабочих инструмента, один из которых имеет многогранное отверстие с режущими кромками 2Л, В известном инструментальном узлережущие кромки могут располагаться на рабочих инструментах либо на пуансоне, mi6o . на матрице, при этом все режугцие кромки расположены в одной торцовой плоскости. При обрезке головок стержневых издел с помощью инструмента известной констру ции на ребрах многогранника образуются вырывы. Это происходит вследствие того, что режущие кромки расположены в одной плоскости и усилия одновременно прикладываются ко всем граням. При этом, в углах многогранника со стороны ииструмента на металл действуют осевые усилия, превосходящие усилия сдвига, чгЬ приводит к образованию вырывов. Наличие вырывов на ребрах М1югогранника головки снижает качество изделий. Целью изобретения является повышени качества изделий за счет предотвращени -образования вырывов на ребрах многограиной головки изделия. Поставленная цель достигается тем, . что в инструментальном узле для обреэки многогранных головок стержневых изделий, содержащем два рабочих инстру мента, установленных соосно и имеющих осевое отверстие, при этом один из рабочей инструментов имеет многогранное OTBepcTiie с режущими кромками, режуади кромки в местах пересечения граней отверстия смещены одна относительно другой по высоте. 76 Смещение ренсуишх кромок именно в местах пересечения граней отверстия устраняет причины образования вырывов на ребрах многогранника изделия, так как в этом случае осевые усилия со стоpojibi инструмента на металл действуют поочередно по смежным граням, и поз- , TCMvty не превосходят усилий, вызывающих сдвиг в углах многогранника. Смещение режущих кромок в других местах, например, посредине граней, не устранит причин, образования вырывов на ребрах многогранника и не дает нужного эффекта. На фиг. 1 изображен пуансон с режущими кромками на фиг. 2 - матрица с многогранным выступом на рабочем торце; на фиг. 3 - вид А на фиг. 1; на фаг. 4 - вид Б на фиг. 2; на фиг. 5 пуансон с торцовым рабочим вистутюм в виде многогранника; на фиг. 6 - матрица с рекущими кромкашг; на фиг. 7 на фиг. 5; на фиг. 8 - вид Г на фиг. 6. Инструментальный узел содержит сосно установленные пуансон 1 (фиг. 1,3,5,7) и матрицу 2 (фиг. 2,4,6,8). Режущие кромки 3 расположены либо на пуансоне 1 (фиг. 1,3), либо на матрице 2(фиг. 6,8). Передние режущие кромки 3смещены относительно задних режущих 1ФОМОК 4 в местах пересечения граней 1Ю высоту 0,8-1,0 высоты головки изделия. При расположении режущих кромок 3, 4 на пуансоне 1 (фиг. 1,3) на рабочей торцовой поверхности матрицы 2 (фиг. 2,4) Еиыполнен выступ 5 в форме многогранной призмы с расстоянием между противоположными гранями, равным 0,95-0,98 расстояния между противоположными гранями многогранного отверстия пуансона 1, К высотой не менее удвоенной высоты головки изделия. Лри расположении режущих кромок 3, 4 на матрице 2 (фиг, 6,8) пуансон 1 (фиг. 5,7) имеют торцо-, вой выступ 6 в форме многогранника с расстоянием между противоположными гранями,равным 0,95-0,98 расстояния между противоположными гранями многоганного отверстия матрицы 2, и высотой не менее удвоенной высоты гоповки изделия. Инструмеитальный узел работает следующим образом. Заго-говка стержневой частью помещается в отверстие матрицы 2. Движением пуансона 1 в осевсл иа фавлении осу- , ществляется обрезка головки изделия под многогранник. При этом вначале передние 3iO режуише кромки 3 обрезают оцнн грани ronoBKHi после чего задние режущие кромки 4 -обрезают /фугяе грани. Затем с помошью выталкивателя изделие удаляется из МвТрИЕ Ь Применейие предлагаемого инструмента повышает качество , так как за счет смешения режущих кромок в местах пересечения граней отверстия устра764няются причины сбраэованш. вы1хывов на ребрах многогранника вздетс. Следует тшже отметить, что поочередная обрез ка граней головкн вначале переанвмВ| а затем задними режущими кромками сйвжа- ёт. усилие на инструмент и обеспечивает йЯ ность его приложения, чпч повышает срок службы предлагаемого инструмента в 1,5-2 раза по сравнению с язвествым.
вид 6
фиг 2
фи&Л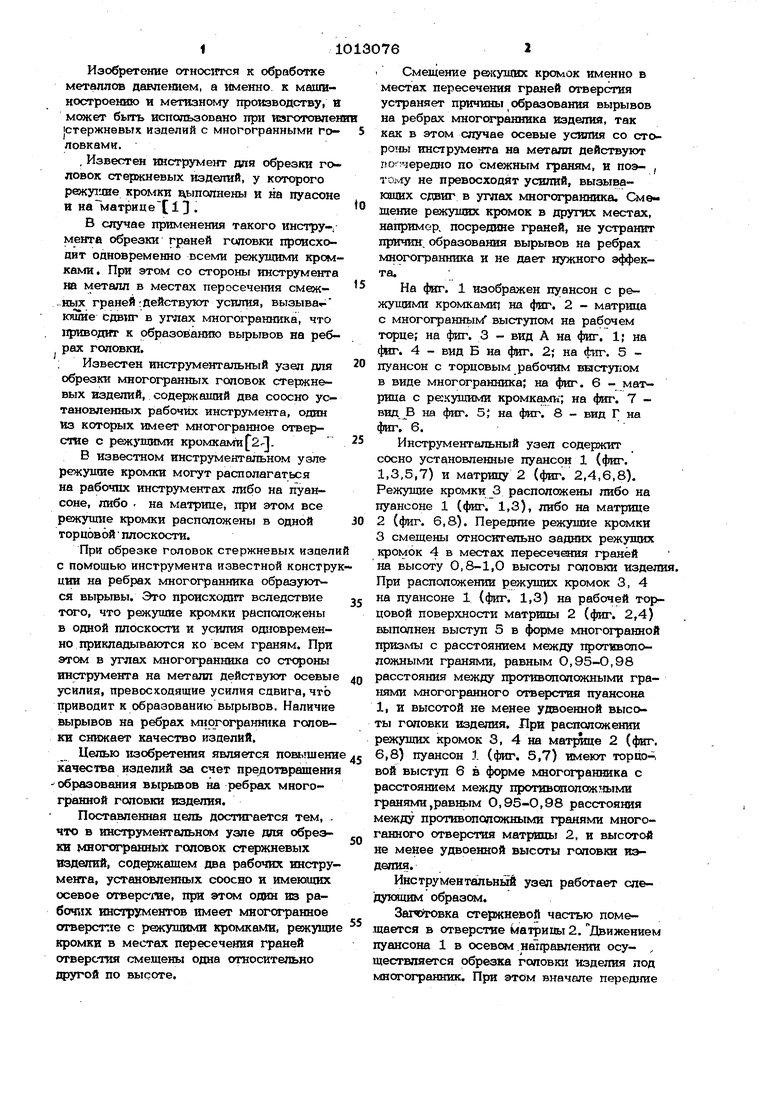
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО СО СЛОЖНОЙ ФОРМОЙ ГОЛОВКИ, ИМЕЮЩЕЙ ГРАНИ | 2005 |
|
RU2321472C2 |
| СПОСОБ ОБРЕЗКИ ГОЛОВОК СТЕРЖНЕВЫХ ИЗДЕЛИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312731C1 |
| Инструментальный узел для обрезки многогранных головок стержневых изделий | 1987 |
|
SU1611602A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ НЕКРУГЛОЙ ФОРМЫ | 1995 |
|
RU2088366C1 |
| Способ формирования многогранных головок болтов | 1989 |
|
SU1764757A1 |
| Способ изготовления стержневых изделий с многогранной головкой и мертвой шайбой | 1972 |
|
SU464374A1 |
| Штамп для высадки болтов | 1985 |
|
SU1488098A1 |
| СПОСОБ ПОСПЕЛОВА ВЫСАДКИ ИЗДЕЛИЙ ТИПА СТЕРЖНЯ С ГОЛОВКОЙ И МНОГОГРАННЫМ ПОДГОЛОВНИКОМ | 1991 |
|
RU2010663C1 |
| Способ получения заготовок болтов с многогранной головкой | 1985 |
|
SU1389923A1 |
| СПОСОБ ШТАМПОВКИ КЛЕММНЫХ БОЛТОВ | 2011 |
|
RU2478451C1 |
ИНСТРУМЕНТАЛЬНЫЙ УЗЕЛ ДЛЯ ОБРЕЗКИ МНОГОГРАННЫХ ГОЛО ВОК СТЕРЖНЕВЫХ ИЗДЕЛИЙ, содержа.щнй два соосно установленных рабочих инструмента, один вз которых, имеет многогранное отверстие с режупшми 1фомками, ч,отличающийся теыг, что, с да- , лью повыишния качества вэдейий за счет предотвращения образования вырывов на ревpax многогранной го товки вэдепия, режущие кромки в местах пересечения граней отверстия смешены одна относшгельно щ)угой по высоте. О) с: S САЭ О Од фиг.1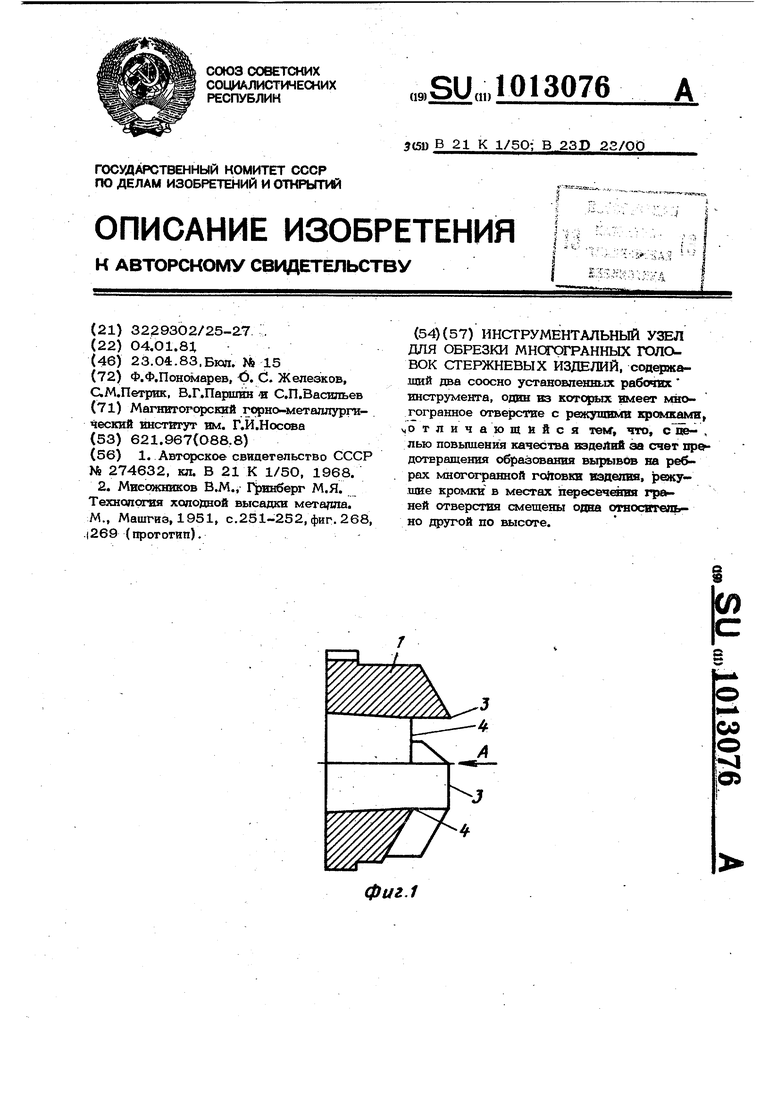
Вид А
Фиг.З
Фиг.5
Фиг 6
Фиг.
Вид Г
Фиг.В
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| НЕПОДВИЖНАЯ МАТРИЦА ОБРЕЗНОГО АВТОМАТА | 0 |
|
SU274632A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Мисожников В.М., Г ринберг М.Я | |||
| Технология холо)щой высадки | |||
| М., Машгиа, 1951, с.251-252, фиг | |||
| Способ изготовления гибких труб для проведения жидкостей (пожарных рукавов и т.п.) | 1921 |
|
SU268A1 |
