1
Изобретение относится к газопламенной обработке металлов и может быть использовано при огневой зачистке слитков В металлургической промыш- , леннрсти.
Известно устройство для огневой зачистки, содержащее механизм относительного перемещения резака и обрабатываемого изделия и механизм мгновен-jQ ного начала процесса зачистки, выполненный в виде расходуемого электрода, установленного с возможностью контакта с обрабатываемым изделием flj.
Известно также устройство для поверхностной зачистки, содержащее сопло для зачистки и трубчатый электрод, установленный с возможностью контакта с обрабатываемым изделием, 20 причем трубчатый электрод связан с источником питания его кислородом {2j.
Известно устройство для огневой зачистки, содержащее раму, на которой закреплены,по крайней мере, одно 25 сопло для огневой зачистки, механизм подачи проволоки к месту начала огневой зачистки, устройство для нагрева конца проволоки до температуры ее воспламенения в кислороде, а также JQ
механизм относительного перемещения рамы и обрабатываемого изделия З J. Однако это устройство не обеспечив,ает мгновенного начала огневой зачистки в требуемом месте обрабатываемого изделия.
Цель изобретения - обеспечение мгновенного начала огневой зачистки в требуемом месте обрабатываемого изделия.
Указанная цель достигается за счет того, что известное устройство для огневой зачистки, содержащее
15 раму, на которой закреплены, по крайней мере, одно оспло для огневой зачистки, механизм подачи проволоки к месту огневой зачистки, устройство для нагрева конца проволоки до температуры воспламенения в кислороде, а также механизм относительного перемещения pejvoj и обрабатываемого изделия, снабжено соплом для подачи высокоскоростной струи кислорода к концу упомянутой проволоки. размещенным под углом от 30 до 80 к поверхности обрабатываемой заготовки, при этом расстояние между точками пересечения осей сопла и проволоки с поверхностью изделия составляет 1-15 см.
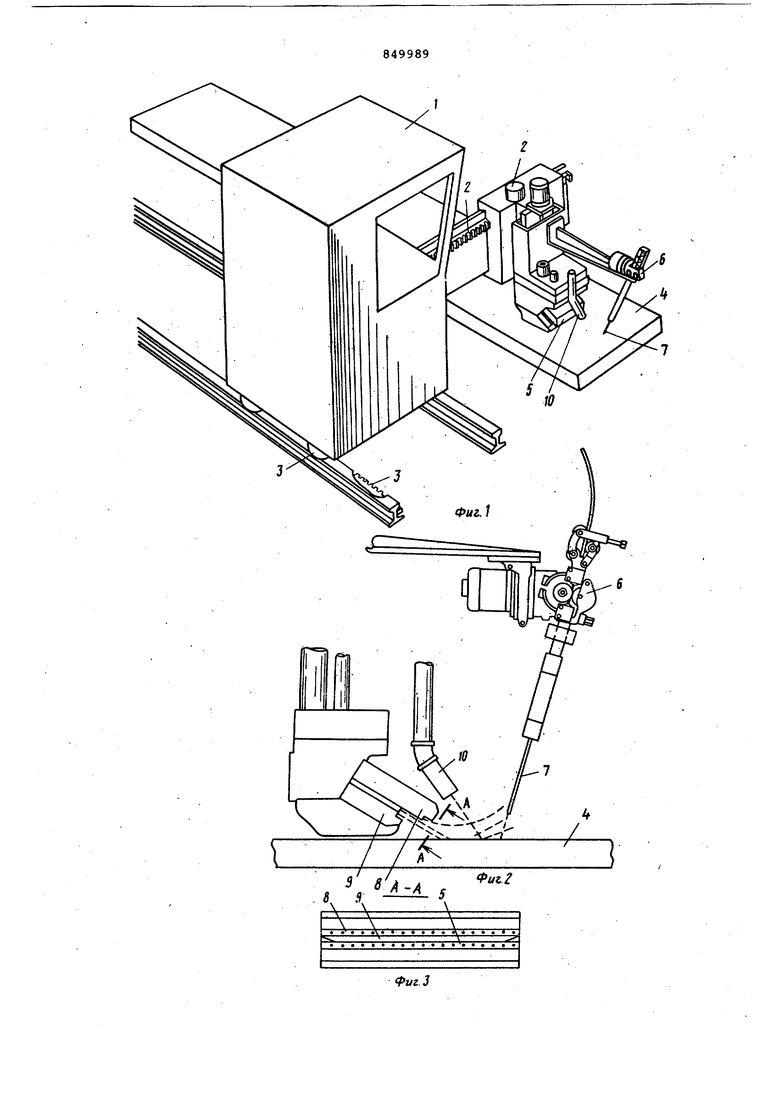
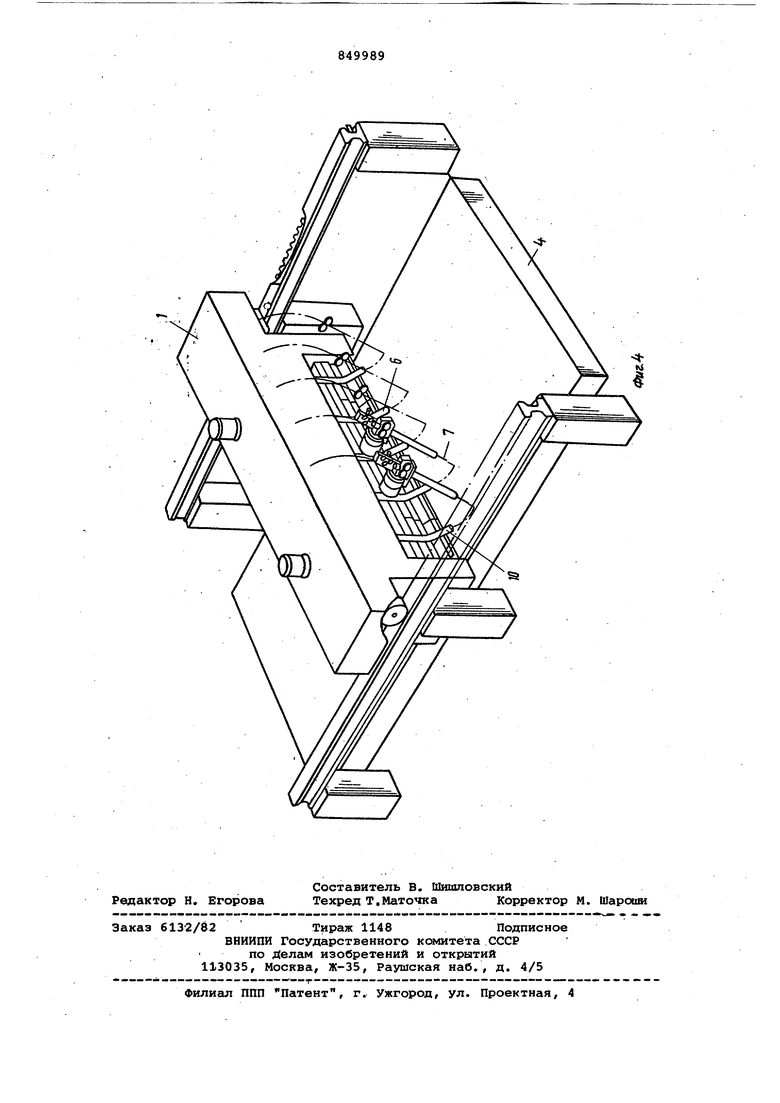
На фиг. 1 изображено устройство. Общий вид-; на фиг. 2 - режущий узел и механизм подачи проволоки, на фиг. 3 - разрез А-А на фиг. 2, на фиг. 4 - вариант выполнения устройства с несколькими соплами для зачистки.
Устройство состоит из рамы 1, которая при помощи реечных приводов 2 и 3 может перемещаться относительно обрабатываемого изделия 4. На рам закреплены сопло 5 и механизм 6 подачи проволоки 7 к обрабатываемому изделию. Для нагрева конца проволоки использованы закрепленные на раме верхний 8 и нижний 9 предварительного подогрева (фиг. 2 и 3). Кроме того, на раме установлено сопл 10 для подачи высокоскоростной струи к концу проволоки 7 под углом от 30 до 80° в точку, расположенную на расстоянии 1-15 см от конЦа проволоки 7
Оптимальными являются углы 50-60 и расстояние 5-10 см.
Устройство работает следующим образом.
Подают поток горючей смеси из отверстий блоков 8 и 9 и зажигают плам предварительного подогрева, которое попадает на. поверхность детгши и отражается от нее вверх, нагревая конец пусковой проволоки 7 до температуры его воспламенения в кислороде.
Когда подлежащая зачиртке дефектная зона на поверхности движущейся детали подходит к точке, расположенной под концом проволоки 7, включается механизм б подачи проволоки 7, вводящий горячий конец проволоки в плотный контакт с поверхностью де-тали. Одновременно из сопла 10 подается струя кислорода с высоким давлением, направленная на заготовку таким образом, чтобы отразиться на.горячую проволоку, находящуюся в контакте с поверхностью детали, обеспечивая таким.образом мгновенное начало огневой зачистки и образование ванны расплавленного металла в этой точке.
После этого проволока 7 убирается во избежание ее дальнейшего расплавления. Струя кислорода из сопла 10 обеспечивает очень быстрый рост ванны расплавленного металла до ее полной ширины, после чего эту струю
отключают и .на поверхность детали для ее зачистки направляют поток кислорода из сопла 5, который поддерживается столько времени, сколько необходимо, произвести зачистку
Операции следующие после зажигания пламени предварительного подогрева, могут быть автсматизированы, а работа может производиться в заданной последовательности при помсяци набора синхронизирующих приспособлений, реле и соленидных клапанов., так что соответствующий сигнал вызывает выполнение описанной последовательности операций
Для окончания реза посредством отключения или умЙ1ьшения потока кис.лорода до уровня, достаточного для поддержания факела предварительного подогрева, требуется другой сигнал. После этого устройство готово к немедленному повторению операций.
.Предлагаемое устройство может работать и при включении струи кислорода для зачистки одновременно с начальной струей.
Формула изобретения
Устройство для огневой зачистки металла, содержащее раму, на которой закреплены, по крайней мере, одно сопло для огневой зачистки, механизм подачи проволоки к месту начала огневой зачистки, устройство для нагрева конца проволоки до температуры ее воспламенения в кислороде, а также механизм относительного перемещения рамы и обрабатываемого изделия, отличающееся ±ем, что, с целью осуществления мгновенного начала огневой очистки в заданном месте обрабатываемого изделия, устройство снабжено соплом для подачи высокоскоростной струи кислорода к. концу упомянутой проволоки., размещенным под углом от 30 до поверхности обрабатываемой заготовки, при этом расстояние между точками пересечения осей сопла и проволоки с поверхностью изделия составляет 1-15 см.
Истрчники информации, принятые во внимание при экспертизе
1. Акцептованная заявка Великобритании 1267820, кл. В 3 V, 22.03.72.
2.Заявка Франции № 2276239, кл. В 23 К 7/06, 20.12.74.
3.Патент Японии 46-10936, кл. 1265, 19,03.71 (прототип).
i SA-Л у . . 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ огневой зачистки поверхности металлической заготовки | 1976 |
|
SU900795A3 |
| Способ термохимической зачистки поверхности металлических изделий | 1977 |
|
SU1118281A3 |
| Устройство для зачистки поверхности металлических изделий | 1979 |
|
SU1087058A3 |
| Способ термохимической огневой обработки металлических заготовок и устройство для его осуществления | 1978 |
|
SU988178A3 |
| Способ образования ванны расплавленного металла при огневой зачистке | 1979 |
|
SU1077728A1 |
| Машина для огневой зачистки холодных слябов | 1980 |
|
SU903008A1 |
| Устройство для огневой зачистки металла | 1988 |
|
SU1637968A1 |
| Способ образования ванны расплавленного металла при начале огневой зачистки и устройство для его осуществления | 1980 |
|
SU1263464A1 |
| Способ огневой многосекционной зачистки дефектных участков поверхности заготовки | 1987 |
|
SU1542720A1 |
| Способ огневой зачистки металла | 1991 |
|
SU1811453A3 |