Изобретение относится к оборудованию для сварки трением.
Цель изобретения - расширение технологических возможностей машины при одновременном упрощении ее конструкции, снижении энерго- и материалоемкости.
На фиг. 1 изображена схема машины для сварки трением; на фиг. 2 - зажим невращающейся заготовки; на фиг. 3 - механизм вращения, разрез.
Машина для сварки трением содержит станину 1, механизм 2 вращения с приводом 3 вращения, зажим 4 невращающейся заготовки, установленный с возможностью перемещения вдоль продольной оси машины по направляющим 5 под воздействием электромеханического привода 6. На станине закреплена плита 7, на которой на роликовых опорах 8 установлен электромагнит 9. Электромагнит содержит пружину 10, а его подвижный корпус 11 и якорь 12 могут взаимодействовать через регулируемые нажимные элементы 13 с рычагами 14 зажима невращающейся заготовки. На зажиме не- вращающейся заготовки смонтированы губки 15 и электромеханический привод 16 предварительного зажима, который через втулку 17, корпус i8 и тяги 19 связан с рычагами 14..Шпиндель 20 механизма вращения установлен в пиноли 21 на подшипниках 22 и связан с цангой 23 с регулируемым упором 24 и тарельчатыми пружинами 25. Со шпинделем жестко связан якорь 26 электромагнита 27 нагрева и проковки, а шкив 28 соединен со шпинделем через скользящую шпонку, что дает возможность шпинделю перемешаться в осевом направлении. С упором 24 взаимодействует якорь 29 магнита 30. Корпус 11 электромагнита 9 взаимодействует с регулируемым упором 31 и пружиной 32.
Машина работает следующим . В исходном положении зажим 4 невращающейся заготовки занимает крайне, правое положение (зона сварки свободна), губ ки 15 разжаты, якорь 29 электромагнита 30 II вза имодейс вует с упором 24 тарельча тые ппужины 25 разжаты, цанга 23 в.янута Гшпивдель 20, лепестки цанги закрь,ты зазор а (фиг. 3) между якорем 26 и электромагнитом 27 равен нулю.
При включении электромагнита 30 его якорь 29 через упор 24 выдвигает цангу 23 лепестки которой разжимаются. В цангу .3 и между губками 15 зажима 4 устанавливают сваривае мые вращающуюся и «евращаю- щуЕся заготовки 33 и 34 соответственно Предварительный зажим заготовки 33 в цанге осуществляется автоматически та- ельчатьши пружинами 25 после выключения электромагнита 30, а предварительный зажим заготовки 34 в губках 15 производится электромеханическим приводом 16 через втулку 17, корпус 18, тягу 19 и рычаги 14.
Зазор б (фиг. 2) между втулкой 17 и корпусом 18 исключает передачу усилия, развиваемого электромагнитом 9, на электромеханический привод 16 при окончательном силовом зажатии заготовки 34, что исключает поломку привода 16. После предварительного зажатия заготовки 34 зажим 4 невращающейся заготовки с помощью электромеханического привода 6 перемещается в зону сварки. После того, как соприкоснутся
0 заготовки 33 и 34, при дальнейщем движении зажима 4 будет установлен необходимый зазор а (фиг. 3) между якорем 26 и электромагнитом 27 и привод 6 отключится. В зоне сварки рычаги 14 зажима 4 неврас щающейся заготовки через регулируемые нажимные элементы 13 имеют возможность взаимодействия с электромагнитом 9. При включении электромагнита 9 происходит окончательный (силовой) зажим заготовки 34, так как корпус 11 и якорь 12 элек0 тромагнита, перемеш,аясь в противоположные стороны, осуществляют равномерное давление на рычаги 14. Затем с помощью привода 3 вращения через шкив 28 щпиндель 20 разгоняется до требуемой частоты вращения, включается электромагнит 27, который
обеспечивает необходимые усилия при нагреве и проковке. После окончания процесса сварки производится раскрытие цанги 23 электромагнитом 30 при его воздействии на упор 24. Отключается электромагнит 9, Q освобождая рычаги 14 от силового зажатия, и зажим 4 невращающейся заготовки перемещается в исходное положение, извлекая сваренное изделие из цанги. В исходном положении производится разжим губок 15 с помощью электромеханического привода 16 и 35 сваренное изделие выпадает в специальный склиз (не показан). В зависимости от диаметра свариваемых заготовок устанавливается определенный вылет нажимных элементов 13 относительно рычагов 14.
Описанная конструкция зажима для невращающейся заготовки 3 машине для сварки трением позволяет полностью отказаться от гидро- и пневмоприводов, что упрощает конструкцию машины в целом. Выполнение
зажима невращающейся заготовки с возможностью перемещения вдоль оси машины позволяет сваривать заготовки с различными вылетами и удалять грат на позиции сварки непосредственно после окончания процесса сварки трением. Наличие двух
приводов для зажатия невращающейся заготовки и использование стационарно установленного электромагнита только для силового нагружения рычажной системы в строго заданный момент, только на период сварки, позволяет до минимума сократить вес
подвижных частей зажима невращающейся заготовки, снизить требования к механизму его перемещения, значительно уменьщить энерго- и материалоемкость последнего.
Формула изобретения
Машина для сварки трением, содержащая станину, механизм вращения, электромагнитный привод нагрева и проковки, зажимы вращающейся и невращающейся заготовок, отличающаяся тем, что, с целью расширения технологических возможностей при одновременном упрощении конструкции, снижении ее энерго- и материалоемкости, зажим невращающейся заготовки выполнен в виде двух установленных с возможностью совместного продольного перемещения поворотных рычагов с зажимными губками на одних концах, механизма предварительного зажатия в виде электродвигателя, установленного между рычагами, стержня с резьбой, связанного с выходным валом электродвигателя, втулки с резьбой на внутренней по0
5
верхности, установленной на стержне с возможностью перемещения, и тяг, один конец каждой из которых шарнирно связан с втулкой, а другой - с соответствующим рычагом, а также механизма окончательного зажатия и регулируемого упора, установленного на станине, при этом механизм окончательного зажатия выполнен в виде электромагнита, корпус которого установлен на станине на роликовых опорах с возможностью взаимодействия с одним из рычагов, а якорь - с другим рычагом, регулируемый упор установлен на станине со стороны рычага, связанного с якорем, корпус электромагнита установлен с возможностью взаимодействия с упором и подпружинен относительно станины в направлении перемещения якоря, кроме того, мащина снабжена приводом возвратно-поступательного перемещения невращающегося зажима.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для инерционной сварки трением | 1986 |
|
SU1412913A1 |
| Устройство для сварки трением | 1976 |
|
SU716743A1 |
| Зажимное устройство машин для сварки трением | 1984 |
|
SU1376379A1 |
| Машина для сварки трением | 1983 |
|
SU1098723A1 |
| Машина для сварки трением | 1987 |
|
SU1648691A1 |
| Пресс | 1983 |
|
SU1165545A1 |
| Устройство для сварки трением | 1981 |
|
SU1006133A1 |
| Машина для сварки трением | 1987 |
|
SU1579688A1 |
| Машина для сварки трением | 1977 |
|
SU740443A1 |
| Устройство для инерционной сварки трением | 1983 |
|
SU1146164A1 |


Изобретение относится к оборудованию для сварки трением. Цель изобретения - расширение технологических возможностей машины при одновременном упрощении ее конструкции, снижении энерго- и материалоемкости. Машина содержит станину, механизм вращения с приводом, зажим невращающейся заготовки, который перемещается по направляющим под воздействием электромеханического привода. На станине закреплена плита 7, на которой на роликовых опорах 8 установлен электромагнит (Э). Э содержит пружину 10, а его подвижный корпус 11 и якорь 12 в зоне сварки взаимодействуют через регулируемые нажимные элементы 13 с рычагами 14 зажима невращающейся заготовки. Шпиндель механизма вращения связан с цангой, раскрытие и закрытие которой осуществляется с помощью Э. Привод осевого давления в машине также выполнен электромагнитным. Положение Э зажима невращающейся заготовки на плите 7 определяется регулируемым упором 31 и пружиной 32. Машина имеет простую конструкцию, т.к. не содержит гидро- и пневмоприводов. Выполнение зажима невращающейся заготовки с возможностью перемещения вдоль оси машины позволяет сваривать заготовки с различными вылетами и удалять грат на позиции сварки непосредственно по окончании процесса сварки трением. Использование Э для силового нагружения рычагов 14 только на период сварки позволяет до минимума сократить вес зажима невращающейся заготовки, снизить требования к механизму его перемещения, значительно уменьшить энерго- и материалоемкость последнего. 3 ил.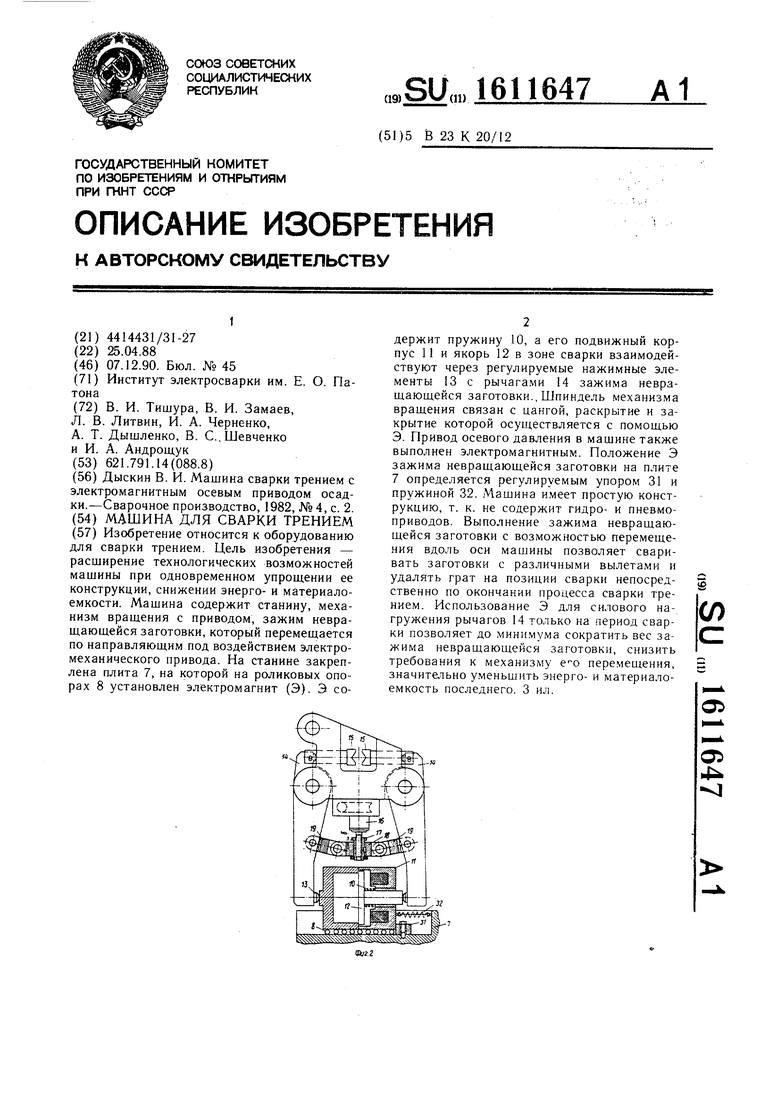
Фиг. 7
(риг.З
2й 7
Л
22
| Дыскин В | |||
| И | |||
| Машина сварки трением с электромагнитным осевым приводом осадки.-Сварочное производство, 1982, №4 с 2 |
