Изобретение относится к конструкции вспомогательных устройств прессов и может быть использовано во всех областях народного хозяйства для сварки трением деталей в мелкосерийном производстве.
Цель изобретения - расширение технологических возможностей пресса путем использования его для сварки трением.
Поставленная цель достигается тем, что конструкция пресса при минимальной пере наладке позволяет использовать его для сварки деталей трением дополнительно к его основному назначению.
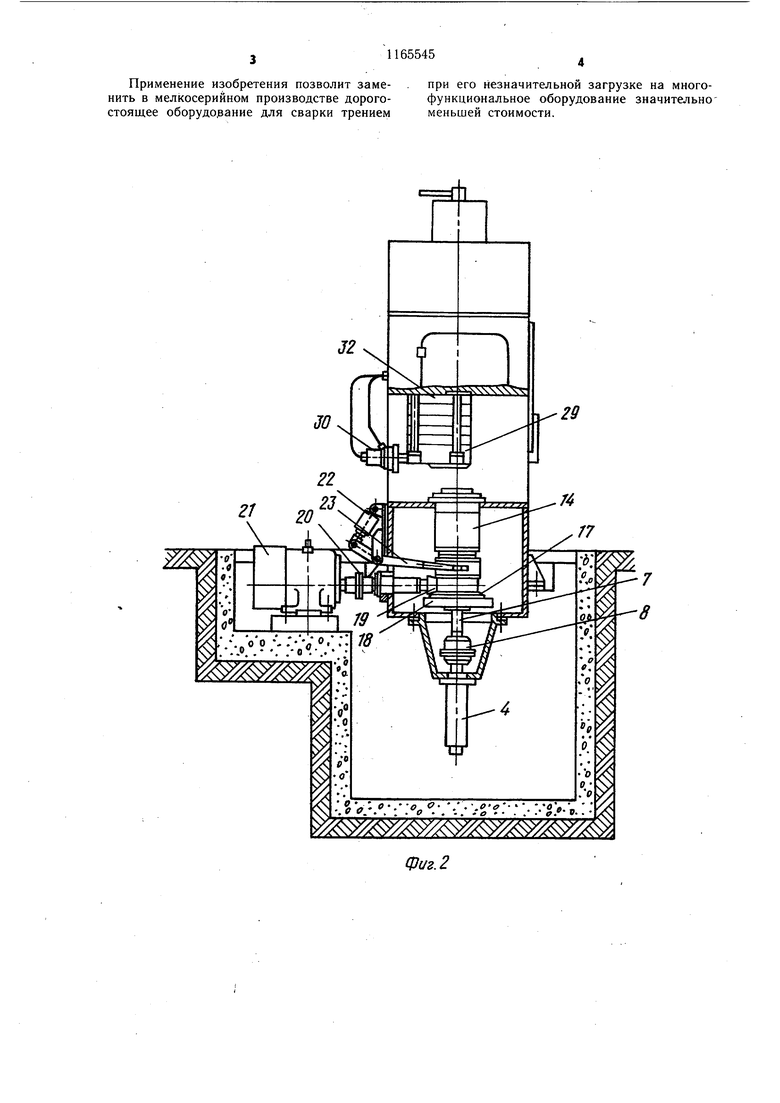
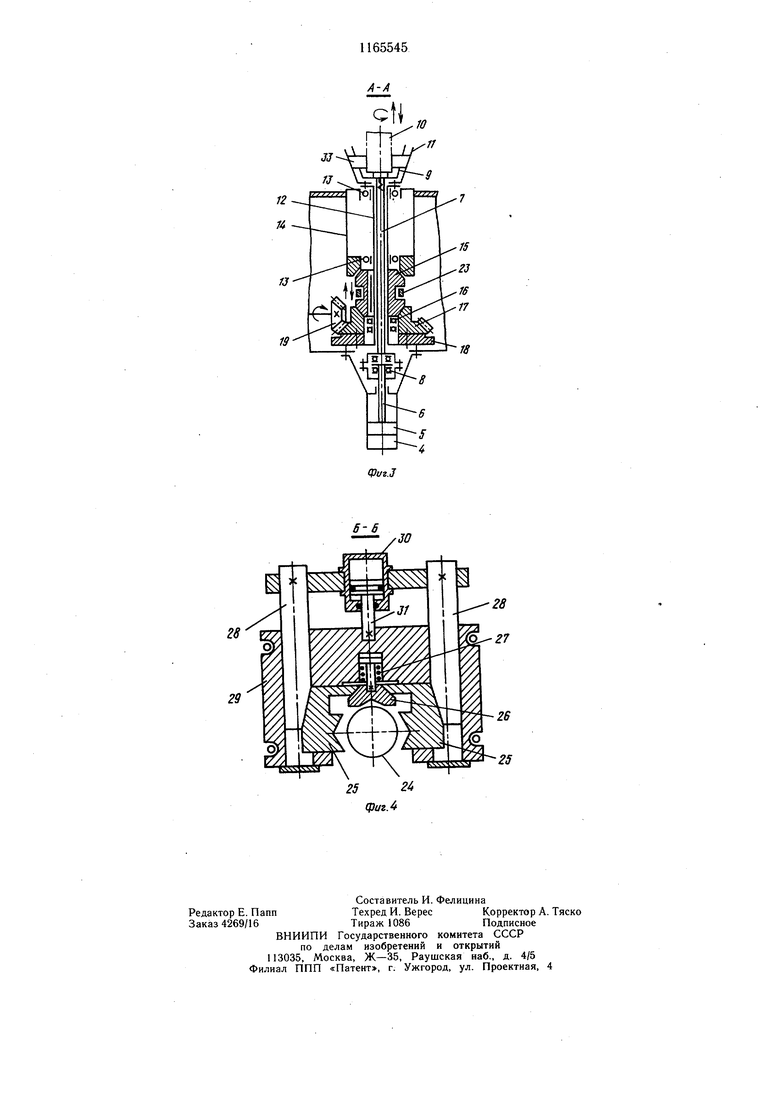
На фиг. 1 изображен пресс, вид спереди; на фиг. 2 - то же, вид сбоку; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1.
Пресс состоит из станины 1, на которой смонтирована подвижная траверса 2, связанная с плунжером гидроцилиндра 3, являющегося приводом траверсы 2. В нижней части станины I смонтирован выталкиватель, состоящий из гидроцилиндра 4, порщня 5 и щтока, состоящего из двух частей 6 и 7, связанных муфтой 8. Нижняя часть 6 штока связывает порщень 5 ,с муфтой 8, верхняя часть 7 щтока связывает муфту 8 с внутренним конусом 9 цанги зажима вращающейся свариваемой детали 10. Наружный конус 11 цанги установлен на полом валу 12, смонтированном на подщипниках 13 в корпусе 14, закрепленном на станине 1. Внутри полого вала 12 проходит верхняя часть 7 щтока. На полом валу 12 установлены фрикционная муфта 15 и на подщипниках
16коническая шестерня 17 с закрепленным на ней маховиком 18. Коническая щестерня
17находится в зацеплении с конической шестерней 19, вал которой через муфту 20 связан с электродвигателем 21. Фрикционная муфта 15 управляется гидроцилиндром 22 через рычаг 23.
На подвижной траверсе 2 установлено съемное устройство зажима невращающейся свариваемой детали 24, состоящее из зажимных губок 25 и 2$. На губки 26 действует пружина 27 в направлении от зажимаемой детали. Зажимные губки 25 своими клиновыми поверхностями взаимодействуют с клиновыми поверхностями ползунов 28, расположенных в корпусе 29. Ползуны 28 жестко связаны с корпусом гидроцилиндра 30, шток 31 которого жестко связан с корпусом 29, в котором расположены зажимные губки 25 и 26 и ползуны 28. Корпус 29 через набор промежуточных плит 32 закреплен на подвижной траверсе 2. Корпус 29 и промежуточные плиты 32 имеют открытые пазы а, позволяющие производить ввод зажимаемой де1-али 24 в устройство одновременно по всей ее длине с лицевой стороны пресса.
Пресс работает следующим образом.
Во внутренний конус 9 цанги вставляется одна из свариваемых деталей 10. Включается ход порщня 5 вниз, при этом шток, состоящий из двух частей 6 и 7, связанных муфтой 8, перемещает внутренний конус 9 цанги и кулачки 33 зажимают деталь 10. С лицевой стороны пресса в зажимные губки 25 и 26 вводится вторая свариваемая деталь 24. Подается масло в штоковую полость гидроцилиндра 30, при этом корпус гидроцилиндра 30 перемещает ползуны 28, которые через губки 25 и 26 зажимают деталь 24. От электродвигателя 21 через муфту 20 и коническую щестерню 19 приводится во вращение коническая щестерня 17 с, маховиком 18. Гидроцилиндр 22 через рычаг 23 соединяет фрикционную муфту 15 с корпусом
5 конической щестерни 17. Полый вал 12 начинает вращаться и через цангу вращает зажатую деталь 10, при этом вращается верхняя часть 7 щтока, соединяющая муфту 8 и внутренний конус 9 цанги. Включается опускание подвижной траверсы 2 до соприкосновения торцев свариваемых деталей 10 и 24. На сопряжённых поверхностях деталей 10 и 24, прижатых одна к другой осевым усилием, возникают силы трения, работа которых вызывает тепловыделение и интенсивный нагрев этих поверхностей до температуры, достаточной для осуществления сварки давлением. По истечении определенного времени по команде реле времени гидроцилиндр 22 через рычаг 23 соединяет фрикционную муфту 15 с неподвижным корпусом 14. Полый вал 12 с цангой и зажатой деталью 10 прекращает вращение, а усилие сжатия деталей, развиваемое гидроцилиндром 3 привода подвижной траверсы 2, резко возрастает (обеспечивается гидросхемой) - идет проковка, обеспечивающая сварное соединение нагретых деталей. Время проковки устанавливается по реле времени, которое затем дает команду на перемещение поршня 5 вверх, при этом верхняя часть 7 штока перемещает внутренний конус 9 цанги вверх.
0 раскрывая цангу и освобождая сваренные де, тали.
После этого включается ход подвижной травесры 2 вверх. Сваренные детали выводятся из цанги. Масло подается в порщне5 вую полость гидроцилиндра 30: при этом корпус гидроцилиндра 30, перемещая ползуны 28, взаимодействующие с губками 25, позволяет губкам под действием пружины 27 раскрыться, освобождая сваренные детад ли, которые убираются. Пресс готов для последующей сварки деталей.
Переналадка пресса для производства операций штамповки состоит в следующем: необходимо снять внутренний 9 и наружный 5 11 конусы цанги, а также устройство для зажима невращающейся детали, кроме того, нужно установить на станину 1 стол для установки щтампа.
31165545д
Применение нзобретения позволит заме- . при его незначительной загрузке на многонить в мелкосерийном производстве дорого- функциональное оборудование значительностоящее оборудование для сварки трениемменьшей стоимости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для ударной конденсаторной сварки | 1988 |
|
SU1549705A1 |
| МАШИНА ДЛЯ СВАРКИ ТРЕНИЕМ ТЕЛ ВРАЩЕНИЯ | 2011 |
|
RU2506146C2 |
| Устройство для сварки трением | 1976 |
|
SU716743A1 |
| МАШИНА ДЛЯ СВАРКИ ТРЕНИЕМ | 1970 |
|
SU267315A1 |
| Машина для инерционной сварки трением | 1986 |
|
SU1412913A1 |
| Машина для сварки трением | 1977 |
|
SU740443A1 |
| Машина для сварки трением | 1984 |
|
SU1253754A1 |
| Зажимное устройство машин для сварки трением | 1984 |
|
SU1376379A1 |
| Машина для сварки трением | 1977 |
|
SU941096A1 |
| Машина для сварки трением | 1989 |
|
SU1683249A1 |
ПРЕСС, содержащий станину, траверсу с приводом ее перемещения и выталкиватель в виде штока поршня силового цилиндра, отличающийся тем, что, с целью расширения его технологических возможностей путем использования для сварки трением, он снабжен механизмом для сварки трением, имеющим привод вращения, зажимное устройство для вращающейся детали в виде цанги, установленное с возможностью взаимодействия с выталкивателем, и зажимное устройство для невращающейся дета.,чи, а выталкиватель выполнен в виде двух частей, связанных между собой муфтой обеспечивающей вращение части выталкивателя, взаимодействующей с цангой, и совместное возвратно-поступательное движение обеих частей выталкивателя. (Л О5 сд СП ел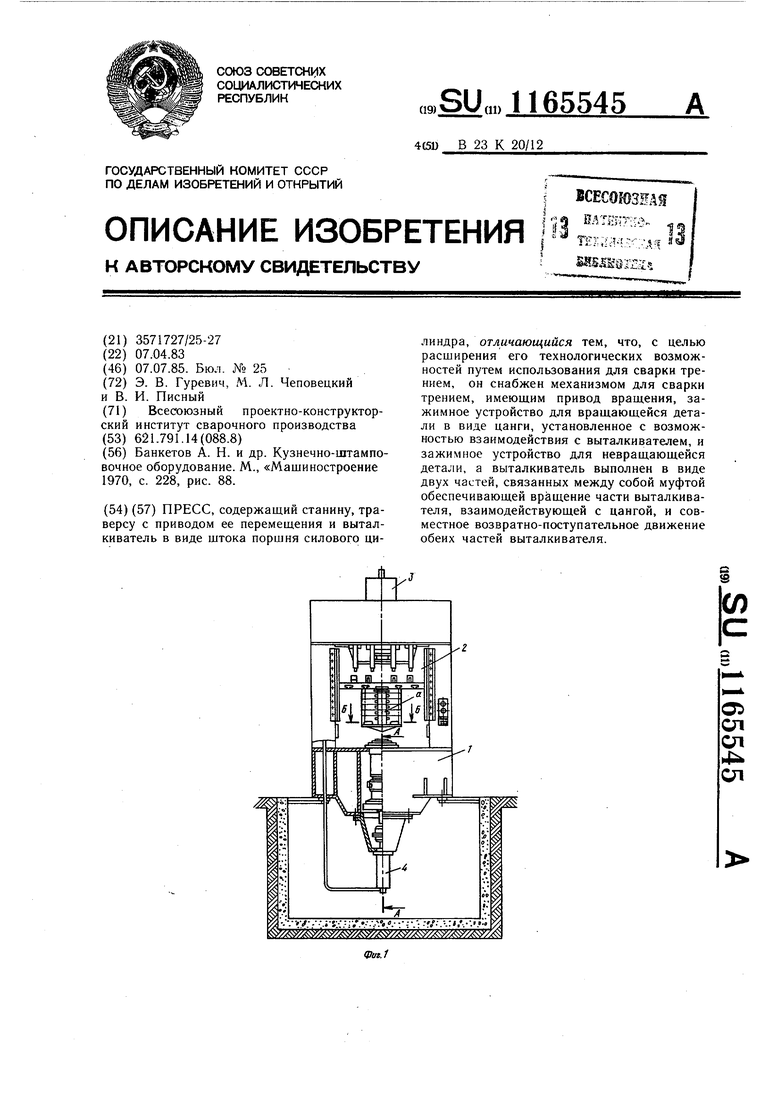
29
в- в
| Банкетов А | |||
| Н | |||
| и др | |||
| Кузнечно-штамповочное оборудование | |||
| М., «Машиностроение 1970, с | |||
| Приспособление для нагрузки тендеров дровами | 1920 |
|
SU228A1 |
| Шланговое соединение | 0 |
|
SU88A1 |
