Изобретение относится к дереворежущим инструментам и может быть использовано в деревообрабатывающей промышленности,
I Цель изобретения - повышение про Изводительности обработки зубчатых Шипов и снижение трудоемкости изготовления фрезы.
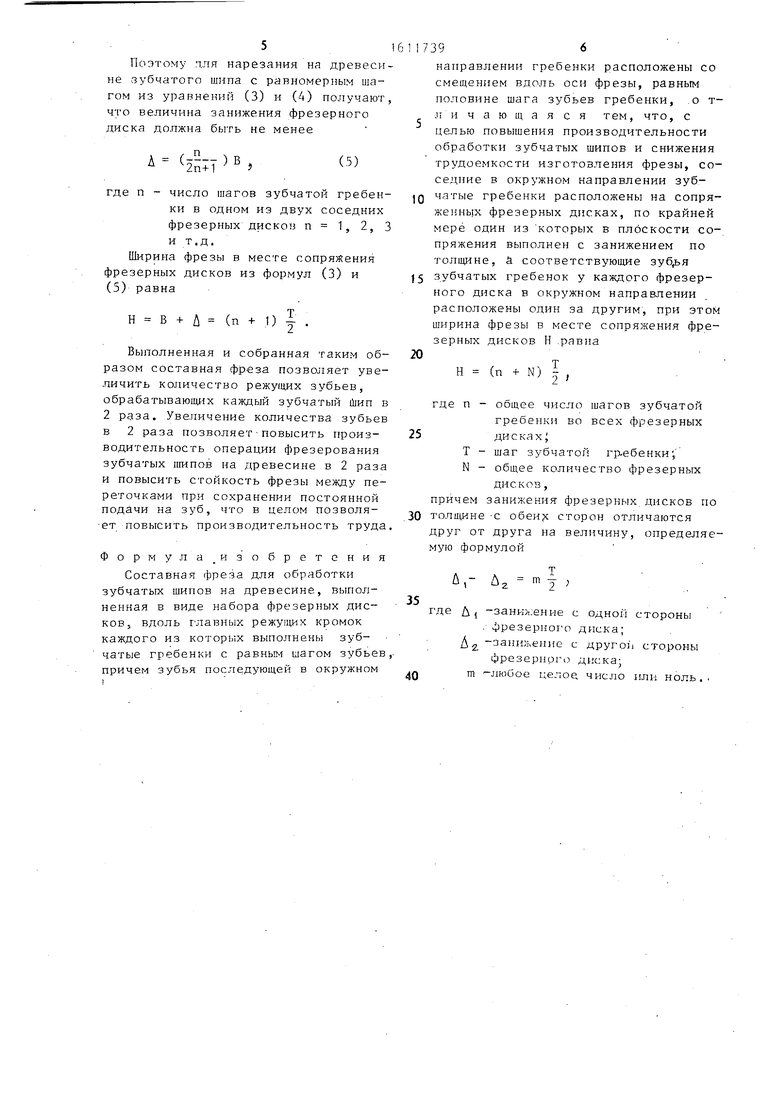
На фиг,1 изображена составная Ьреза в сборе, общий вид; на фиг.2 - })реза с фрезерными дисками, выпол- зсенными с занилсением симметрично с двух сторон, вид сбоку; на фиг.3 - течение А-А на фиг.1; на фиг.4 и 5 - фрезерные диски с занижением с од- ной стороны, варианты .выполнения,- на })иг.6 - то же,- с несимметричным за- 1ижением с двух сторон, вариант вы- лолнения; на фиг.7 - схема составной фрезы в сборе, включающей различные варианты.
Фреза состоит из закрепленных на зправке 1 фрезерных дисков 2 с зубьями 3, толщиной В и .смещенных друг от 1осительно друга вдоль оси О - 0 фрезы на величину, равную половине иага зубьев. Вдоль главной режущей :ромки зубьев выполнена зубчатая : ребенка 4с шагом Т зубьев, равным двойному шагу зубчатого шипа, т.е. f 2t., причем крайние зубья, на- лример зубья 5, гребенок 4 во всех убьях 3 фрезерных дисков 2 расположены на одинаковом расстоянии от плоскости 6 сопряжения фрезерных дис itoB 2, причем последние в месте их (}:опряжения выполнены с одной стороны ||: занижением, а ширина фрезы в месте Сопряжения фрезерных дисков равна
Т Ш (п + 1) - . Занижение Д может
Йыть выполнено симметрично с двух Сторон фрезерного диска (фиг, 2 и :3) , на величину й| , 0,5А , что целесообразно при большом количест- :Ье одинаковых фрезерных дисков в фрезе с одной стороны фрезерного Жнска на величину Д (фиг.4 и 5) и не еимметрично с двух сторон фрезерного (фиг.6), при этом величины :5анижершя Д и -Д отличаются друг Фт друга на величину, кратную шагу :8убчатого соединения, т.е. Д(- Д mt, где m - любое целое .число, что Целесообразно при малом количестве фрезерных дисков в фрезе.
Сборка фрезы осуществляется следующим образом.
.
11739л
Первый фрезерный диск 2 устанавливается на шпиндель станка или оправку 1, Затем устанавливается на оправке второй фрезерный диск 2, который смещается вдоль оси 0-0, фрезы на величину, равную половине шага зубьев, и прижимается к первому фрезерному диску по опорным, плоскос 0 тям 6. Образуется составная фреза
из двух фрезерных дисков, зубья 3 одного из которых входят во впадины другого фрезерного диска 2 на величину занижения Д , Д или Л в
15 зависимости от варианта выполнения занижения. В зависимости от ширины обрабатываемой заготовки аналогичным образом устанавливаются следующие, фрезерные диски. Составная фреза
20 может быть образована из нескольких фрезерных дисков различной ширины В при различном выполнении занижения Д. Например, на фиг.7 показана схема сборки фрезы из фрезерных дисков 2,
.25 7, 8, 9, имеющих различные варианты выполнения занижения. На примере сборки фрезерных дисков с шириной зубчатой гребенки или фрезерных дисков В (фит.-2 или 3) определяют общее
30 соотношение меяоду величиной занижения Д и общей шириной фрезерньк дисков В. При расположении зубчатой гребенки на каждом зубе с шагом
Т 2t
(1)
ширина зубчатой гребенки с целым числом зубчатых шипов равна
В (пТ + t),
(2)
где п.- число шагов зубчатой гребенки в одном из двух соседлих фрезерных дисков .
Подставляя из уравнения (1) вместо Т его значение в уравнение (2),
получают
В (2п + 1)t .(3)
Для обеспечения нарезания зубчатого .шипа на древесине с равномерным шагом t необходимо, чтобы в случае сборки одинаковых фрезерных дисков 2(Д,+Д2)+С В (фиг, .2) при отсутствии колец между фрезами или 2 (Д,+ + A2)+t В при напичии промежуточных колец.
Подставля-я вместо В значение из ормулы (3), получают
Д,+ йг Д В/2 - с/2 ПС,
Поэтому для нарезания на древесине зубчатого шипа с равномерным шагом из уравнений (3) и (4) получают, что величина занижения фрезерного диска должна быть не менее
А ) .
(5)
где п - число шагов зубчатой гребенки в одном из двух соседних фрезерных дисков п 1, 2, 3 и т.д. Ширина фрезы в месте сопряжения
фрезерных дисков из формул (3) и
(5) равна
Н В + U (п + 1) I .
Выполненная и собранная таким образом составная фр-еза позволяет увеличить количество режущих зубьев, обрабатываю1дих каждый зубчатый Шип в 2 раза. Увеличение количества зубьев в 2 раза позволяетповысить производительность операции фрезерования зубчатых шипов на древесине в 2 раза и повысить стойкость фрезы между переточками при сохранергии постоянной подачи на зуб, что в целом позволя- ет повысить производительность труда
Формула изобретения
Составная фреза для обработки зубчатых шипов на древесине, выполненная в виде набора фрезерных дисков, вдоль главных режу.чщх кромок каждого из которых выполнены зубчатые гребенки с равным шагом зубьев причем зубья последующей в окружном
117396
направлении гребенки расположены со смещением вдоль оси фрезы, равным половине шага зубьев гребенки, .о т- л и ч а ю щ а я с я тем, что, с целью повышения производительности обработки зубчатых шипов и снижения трудоемкости изготовления фрезы, соседние в окружном направлении зубjg чатые гребенки расположены на сопря- жеиньгх фрезерных дисках, по крайней мере один из которых в плоскости сопряжения выполнен с занижением по толщине, а соответствующие
15 зубчатых гребенок у каждого фрезерного диска в окружном направлении расположены один за другим, при этом ширина фрезы в месте сопряжения фрезерных дисков Н .равна
20
Н (п + N) i ,
где п - общее число шагов зубчатой гребенки во всех фрезерных 25 дисках;
Т - шаг зубчатой Г1%ебенки; N - общее количество фрезерных
дисков,
причем занижения фрезерных дисков по 30 толщине -с сторон отличаются друг от друга на величину, определяемую формулой
Л,- До m - ;
где Д, -зани,;ение с одной стороны
. фрезерного диска; Аг. -занижение с другой сто.роны
фрезерного диска; m -любое целое число или ноль.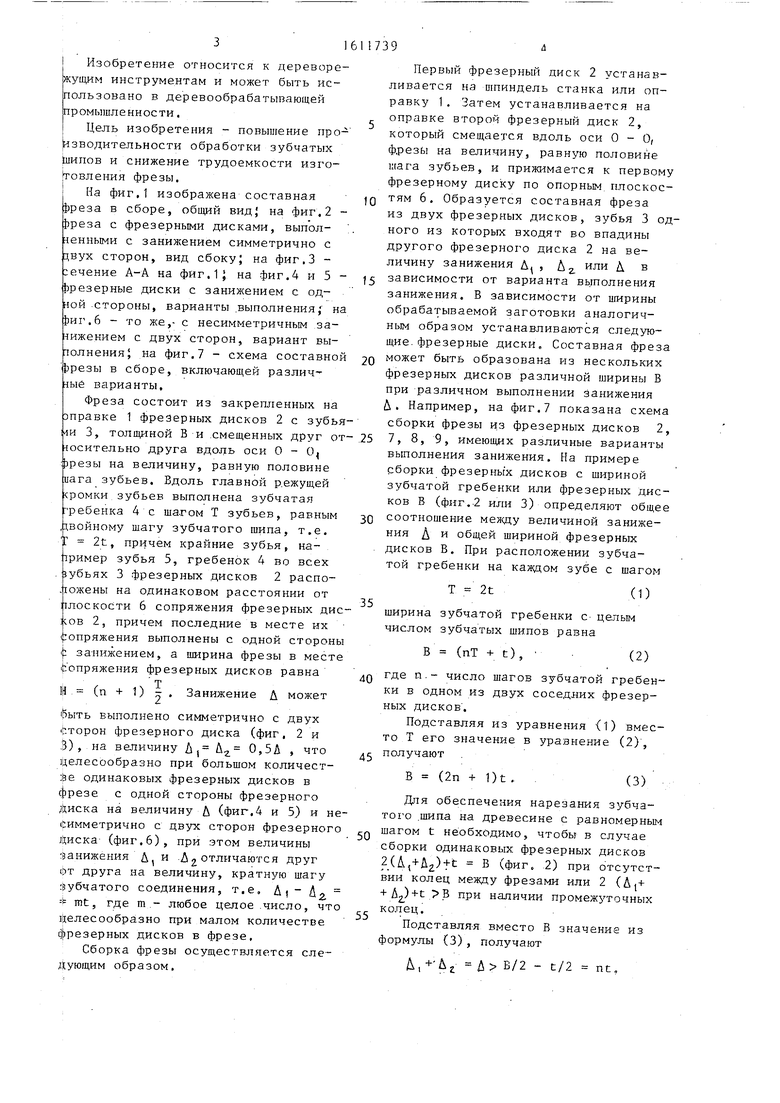
Изобретение относится к деревообрабатывающим инструментам и может быть использовано в деревообрабатывающей промышленности. Цель изобретения - повышение производительности обработки зубчатых шипов и снижение трудоемкости изготовления фрезы. Фреза состоит из закрепленных на оправке 1 фрезерных дисков 2 с зубьями толщиной B и, смещенных друг относительно друга вдоль оси 0-01 фрезы на величину, равную половине шага зубьев. Вдоль главной режущей кромки зубьев выполнена зубчатая гребенка 4 с шагом T зубьев, равным двойному шагу зубчатого шипа, причем фрезерные диски 2 в месте их сопряжения выполнены с занижением, а ширина фрезы в месте сопряжения фрезерных дисков равна H=(N+N)T/2, где N - общее число шагов зубчатой гребенки во всех фрезерных дисках
N - общее количество фрезерных дисков. Сборка фрезы осуществляется следующим образом. Первый фрезерный диск 2 устанавливается на шпиндель станка или оправку 1. Затем устанавливается на оправке второй фрезерный диск 2, который смещается вдоль оси 0-01 фрезы на величину, равную половине шага зубьев, и прижимается к первому фрезерному диску и т.д. 7 ил.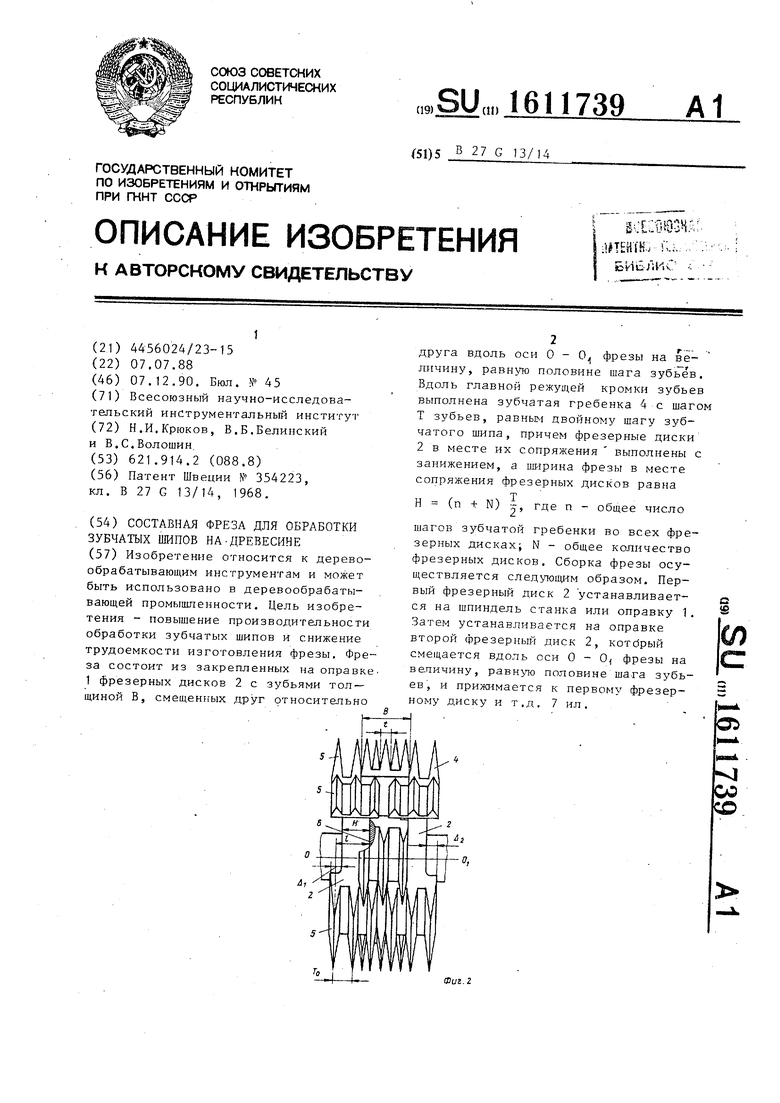
Физ.6
| ГАЗОМАЗУТНАЯ ГОРЕЛКА | 0 |
|
SU354223A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
