Изобретение относится к области лазерной обработки и может быть использовано при термической обработке внутренних .поверхностей малого диаметра в изделиях ИЗ инструментальных сталей, работающих на износ.
Цель изобретения - расширение технологических возможностей, что позволяет
производить термообработку отверстий малого диаметра без введения оптических элементов во внутреннюю полость отверстия. Согласно предлагаемому способу упрочнение проводят расходящимся лазерным пучком, падающим соосно с обрабатываемым отверстием с помощью оптических элементов, расположенных вне отверстия.
Кроме того, упрочнение производится в зафокальной плоскости системы, фокусное расстояние которой удовлетворяет следующей зависимости для плотности мощности падающего излучения;
qz Р г ехр -
X
X
-3/2
0)
где qz - плотность потока излучения на глубине Z от края отверстия на его внутренней поверхности;
Z-глубина упрочненной части отверстия;
f - фокусное расстояние линзы;
Р - мощность потока излучения на верхней плоскости отверстия (г О, z 0);
г - радиус обрабатываемого отверстия;
R - радиус пучка падающего излучения.
Линзу устанавливают над отверстием, соосно с ним на высоте
Н f-f
d f
(2)
где f - фокусное расстояние линзы;
а - апертура линзы;
d - диаметр обрабатываемого отверстия.
Это позволяет получить на обрабатываемой поверхности упрочненную зону в виде кольца, ширина которого зависит от параметров линзы, диаметра обрабатываемого отверстия и мощности Лазерного источника. Поэтому упрочняющей обработке могут подвергаться внутренние поверхности отверстий малых диаметров, в которые невозможно поместить оптический элемент, а также глухие отверстия.
Плотность потока излучения должна обеспечивать повышение температуры до закалочной для данного металла на всей упрочняемой поверхности. Так как ее значение qz на обрабатываемой поверхности умень| ается пропорционально углу рассеяния, 7О и температура нагрева поверхности Т{г) меняется по ширине закаленной зоны:
3q(z)
az
(3)
На нижней границе упрочненной зоны за температуру закалки следует принять Асз ,аля доэвтектоидных и Ad для заэвтектоидных сталей. Температура закалки на верхней границе упрочненной зоны не должна превышать температуру, соответствующую линии солидуса.
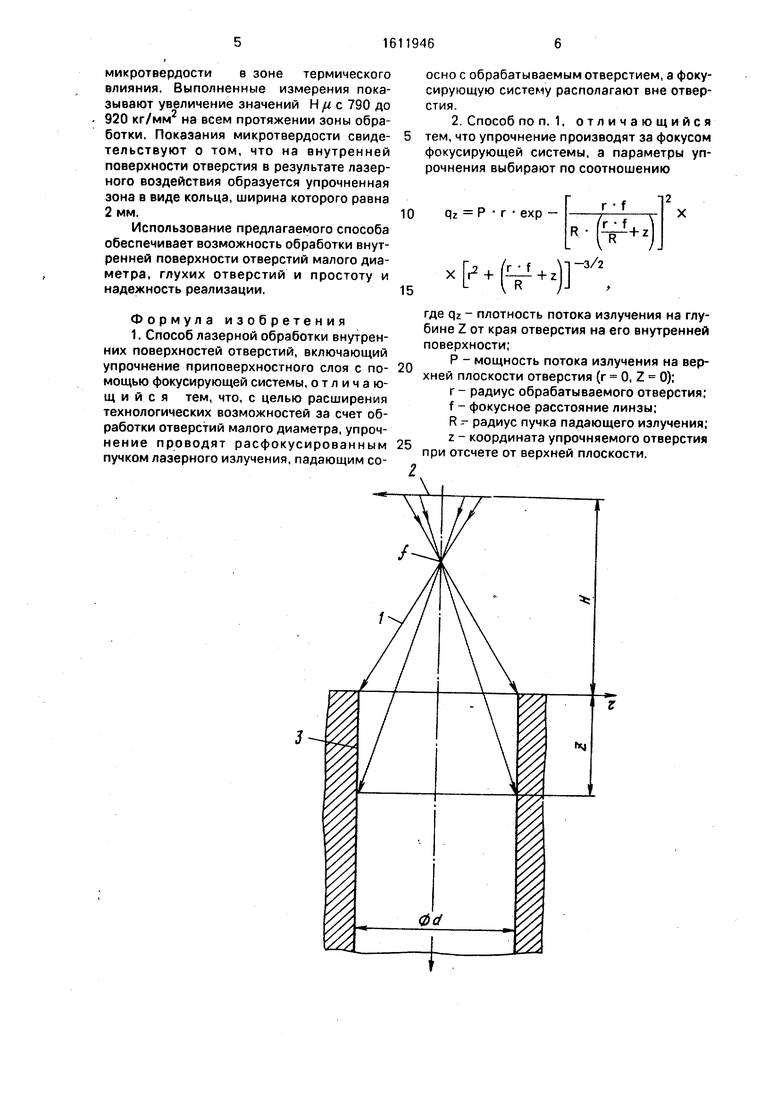
Вследствие поступательного перемещения линзы вдоль оси распространения пучка лазерных лучей производится увеличение ширины упрочненной поверхности. На чертеже изображена схема фокусировки лазерного пучка в пространстве при упрочнении.
Пучок лазерных лучей 1 фокусируется короткофокусной линзой 2 на внутреннюю поверхность 3 отверстия. Линза 1 с фокусным расстоянием f устанавливается на высоте И от плоскости обрабатываемого отверстия. Пучок лазерных лучей 1 поглощается внутренней поверхностью 3, в результате происходит образование закаленной
зоны шириной Z.
Проводят лазерную обработку внутренней поверхности отверстий диаметром 2 мм на глубину 2 мм. Отверстия просверлены в вырубном штампе, изготовленном из стали
У10, прошедшей стандартную термообработку, HRC 58-60. Лазерную обработку осуществляют на технологической установке с максимальной энергией в импульсе 60 Дж и длительностью импульса 5 мс.
Опытным путем на образцах подбирают режим обработки, при котором Hi поверхности достигается диапазон плотностей потока излучения, соответствующий указанному диапазону температур. Соответствие
плотности потока излучения и температуры устанавливается по цвету побежалости пятна нагрева. Интервал плотностей потока излучения составляет (24-12) -10 Вт/см при мощности 12 10 Вт (коэффициент поглощения k 0,77),
Расчет фокусного расстояния линзы проводят по формуле (1) для zi 0. Здесь максимальная плотность потока излучения, поэтому считают, что qi 24- 10 Вт/см.
Это значение достигается на поверхности при использовании линзы с фокусным расстоянием 48 мм, установленной на высоте Н 52,8 мм, вычисленной согласно (2). На глубине z О значения плотности потока излучения уменьшаются. На глубине za 2 мм (заданная глубина обработки) нужно иметь q2 S 12- 10 Вт/см. Согласно расчету, используя для фокусировки лазерного пучка линзу с f 48 мм, установленную на высоте
52,8 мм от плотности отверстия для Z2 2 мм, имеют q2 12 -10 Вт/см.
Воздействие лазерного излучения в таком режиме на внутренннэю поверхность отверстий вызывает значительное увеличение
микротвердости в зоне термического влияния. Выполненные измерения показывают увеличение значений Н/г с 790 до 920 кг/мм на всем протяжении зоны обработки. Показания микротвердости свиде- тельствуют о том, что на внутренней поверхности отверстия в результате лазерного воздействия образуется упрочненная зона в виде кольца, ширина которого равна 2 мм.
Использование предлагаемого способа обеспечивает возможность обработки внутренней поверхности отверстий малого диаметра, глухих отверстий и простоту и надежность реализации.
Формула изобретения 1. Способ лазерной обработки внутренних поверхностей отверстий, включающий упрочнение приповерхностного слоя с по- мощью фокусирующей системы, отличающийся тем, что, с целью расширения технологических возможностей за счет обработки отверстий малого диаметра, упроч- нение проводят расфокусированным пучком лазерного излучения, падающим соосно с обрабатываемым отверстием, а фокусирующую систему располагают вне отверстия.
2. Способ по п. 1, отличающийся тем, что упрочнение производят за фокусом фокусирующей системы, а параметры упрочнения выбирают по соотношению
Р г ехр -
г f
R
R
-f-z
Г 9 /Г f
(V)J ,
где Qz - плотность потока излучения на глубине Z от края отверстия на его внутренней поверхности;
Р - мощность потока излучения на верхней плоскости отверстия (г О, Z 0);
г - радиус обрабатываемого отверстия:
f - фокусное расстояние линзы;
R - радиус пучка падающего излучения;
Z - координата упрочняемого отверстия при отсчете от верхней плоскости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНОГО ТЕРМИЧЕСКОГО УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ ИЗ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ | 2010 |
|
RU2449029C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ БОКОВЫХ ПОВЕРХНОСТЕЙ ШЛИЦЕВЫХ КАНАВОК | 1993 |
|
RU2050240C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННОЙ ПОВЕРХНОСТИ СТАЛЕЙ МЕТОДОМ ЛАЗЕРНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2010 |
|
RU2447012C1 |
| СПОСОБ ЛАЗЕРНОЙ ТЕРМООБРАБОТКИ СЛОЖНЫХ ПРОСТРАНСТВЕННЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 2010 |
|
RU2425894C1 |
| СПОСОБ ИМПУЛЬСНОЙ ЛАЗЕРНОЙ СВАРКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2120364C1 |
| ПРИБОР ДЛЯ ОБРАБОТКИ КОЖИ НА ОСНОВЕ ИЗЛУЧЕНИЯ | 2017 |
|
RU2736844C2 |
| РЕЗКА ПРОЗРАЧНЫХ МАТЕРИАЛОВ СВЕРХБЫСТРОДЕЙСТВУЮЩИМ ЛАЗЕРОМ И СИСТЕМА ФОКУСИРОВКИ ПУЧКА | 2014 |
|
RU2673258C1 |
| ДВУХФОТОННЫЙ СКАНИРУЮЩИЙ МИКРОСКОП С АВТОМАТИЧЕСКОЙ ТОЧНОЙ ФОКУСИРОВКОЙ ИЗОБРАЖЕНИЯ И СПОСОБ АВТОМАТИЧЕСКОЙ ТОЧНОЙ ФОКУСИРОВКИ ИЗОБРАЖЕНИЯ | 2012 |
|
RU2515341C2 |
| ПРИБОР ДЛЯ ОБРАБОТКИ КОЖИ НА ОСНОВЕ ИЗЛУЧЕНИЯ | 2017 |
|
RU2736843C2 |
| СПОСОБ УПРОЧНЕНИЯ ЗУБЬЕВ ПИЛЫ | 1992 |
|
RU2033437C1 |
Изобретение относится к лазерной обработке и может быть использовано при термической обработке внутренних поверхностей малого диаметра в изделиях из инструментальных сталей, работающих на износ. Цель изобретения - расширение технологических возможностей за счет обработки отверстий малого диаметра. Упрочнение глухих отверстий в стали У10, прошедшей стандартную термообработку диаметром 2 мм на глубину 2 мм, проводят расходящимся лазерным пучком, падающим соосно обрабатываемому отверстию с помощью оптических элементов, расположенных вне отверстия. При этом фокусное расстояние фокусирующей системы задается выражением для плотности мощности падающего излучения QZ=P.R.EXP-[R.F/R.F/R+Z]2[R2+(R.F/R+Z)2]-3/2, где QZ - плотность потока излучения на глубине Z от края отверстия на его внутренней поверхности
Z - координата упрочняемого участка внутренней поверхности отверстия при отсчете от верхней плоскости
F - фокусное расстояние линзы
P - мощность потока излучения на верхней плоскости отверстия (R=0, Z=0)
R - радиус обрабатываемого отверстия
R - радиус пучка падающего излучения. Интервал плотностей составляет (12-24)х103 Вт/см2 при мощности 12.103Вт. Линза с фокусным расстоянием 48 мм установлена на высоте 528 мм от плоскости отверстия. Микротвердость в зоне упрочнения равна H*98M=920 кг/мм2 при первоначальной величине H*98M=790 кг/мм2. Использование способа обеспечивает возможность обработки внутренней поверхности отверстий малого диаметра и обработки глухих отверстий. 1 ил.
| Рыкалин Н.Н., Углов А.А,, Зуев И.В., Конора А.Н | |||
| Лазерная и электронно-лучевая обработка материалов | |||
| - М.: Машиностроение, 1985, с | |||
| Ножевой прибор к валичной кардочесальной машине | 1923 |
|
SU256A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
